- РЕМОНТ ШАТУНОВ
- капитальный ремонт двигателя автомобиля
- Ремонт шатунов
- Ремонт и восстановление шатунов
- В двигателях внутреннего сгорания применяется великое разнообразие шатунов
- Для большинства шатунов различными производителями выпускаются втулки ВГШ
- Ремонт шатуна не предусмотрен?
- Особенности ремонта шатуна
РЕМОНТ ШАТУНОВ

Любой шатун, поступающий в ремонт, последовательно проходит два этапа восстановления:
- восстановление отверстия нижней (большей) головки;
- восстановление отверстия верхней (меньшей) головки – если в шатуне конструктивно заложена втулка.
Этап 1: ВОССТАНОВЛЕНИЕ НИЖНЕЙ (БОЛЬШОЙ) ГОЛОВКИ ШАТУНА

Шатун разбирается и осаживается (припиливается) на абразивной плите по плоскостям стыка, отверстие, как правило, приобретает эллипсную форму. Затем шатун поступает на хонингование большого отверстия. Контроль в ходе обработки производится нутромером с микронной головкой. Некруглость отверстия после хонингования составляет не более 0,002мм

Обработка может производиться на самом убитом токарном станке, где есть главное движение, либо на «ПРЕЦИЗИОН-БГШ» — специальной хонинговальной установке, позволяющей осуществлять регулировку диаметра обработки не останавливая шпиндель, что повышает производительность обработки.

Для различных шатунов мы предлагаем хонголовки трех типоразмеров:
- с базой Ǿ35мм;
- с базой Ǿ40мм;
- с базой Ǿ50мм.

Каждая хонголовка перенастраивается в своем диапазоне посредством замены опорного сектора и колодки с абразивными брусками в течении 1мин. Таким образом одна хонголовка способна обработать разные шатуны, например, «ЯМЗ», «КАМАЗ», «ИКАРУС» и др.
Этап 2: ВОССТАНОВЛЕНИЕ ВЕРХНЕЙ (МАЛОЙ) ГОЛОВКИ ШАТУНА
После замены втулки для более плотной ее посадки в отверстии в некоторых шатунах (зависит от конструкции сменной втулки) мы применяем раскатывание. Раскатки регулируются по диаметру и гарантируют стабильный припуск для последующей расточки. При раскатывании также используется токарный станок.

В большинстве же случаев шатун с замененной втулкой поступает сразу на расточку «под палец». «ПРЕЦИЗИОН-МГШ» способен растачивать разные шатуны, его переналадка на расточку другого шатуна производится в течении 2..3мин.

Данный станок обеспечивает все заводские требования по параллельности (не более 0,02мм на длине 100мм), скрещиваемости осей (не более 0,08мм на длине 100мм) большого и малого отверстий, а также стабильное межцентровое расстояние всех шатунов в комплекте. Далее финишная обработка малого отверстия – разворачивание под палец (контроль также нутромером с микронной головкой). Алмазные развертки, применяемые для подгонки под палец, убирают все неровности, оставленные после резца и придают отверстию правильную круглость, с их помощью реально обеспечить зазор, например — 0,008мм.

Чтобы проконтролировать один из самых главных параметров (параллельность осей нижней и верхней головок) шатун устанавливается в «нехитром» приспособлении. Здесь же контролируется и «скрещивание».

Завершающим действием в ремонте любых шатунов (в комплекте) является их подгонка по весу.
Источник
капитальный ремонт двигателя автомобиля
ОПИСАНИЕ ТЕХНОЛОГИИ РЕМОНТА ШАТУНА
Шатун изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30′ к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
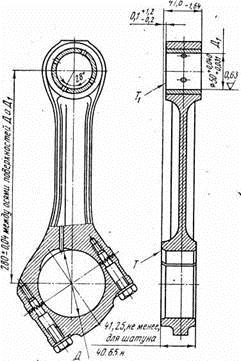
Рис 1. Шатун
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0’021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0’03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50 +0.040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм..
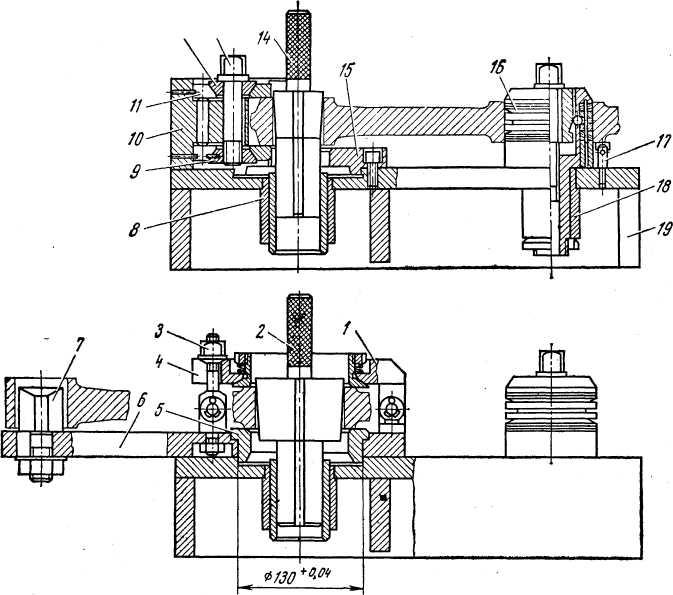
Рис 2. Приспособление для расточки отверстий в головке шатуна. 1 — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 — установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93,6 мм под осталивание и окончательную расточку до диаметра 92,96+0’035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0’04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92,4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0,23 мм/об). Окончательно растачивают отверстие до диаметра 92,96+0>034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0,1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0’021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
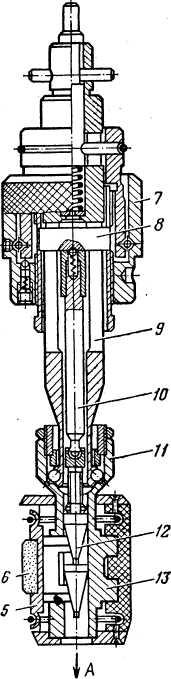
Рис.3 Хонинговальная головка.
1- гидроцилиндр; 2 — опорная втулка: 3 — установочный палец; 4 — планка; 5 — колодка хонинго-вальной головки; 6 — алмазные бруски; 7 — поводок; в —- чека; 9 — стержень; 10 — толкатель; 11 — корпус головки: 12 — разжимной конус; 13 — планка: 14 — прижимная втулка; 15 — шатун; 16 — корпус
Химический состав порошка ПГ-ХН80СР2: углерод — 0,3—: 0,6%, кремний — 1,5—3,0%, железо — 4,5—5,0%, хром — 12— 15%, бор — 1,5—2,5%, никель — 80,2—73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением- порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20—22 кгс-м.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя — 0,1 мм. Твердость наплавленной поверхности — HRC 35—40. Трудоемкость наплавки — 7—10 мин на один шатун.
После наплавки отверстие нижней головки шатуна хонингуют до получения номинального размера 93+0>021 мм. Хонингование отверстия в нижней головке шатуна после расточки или наплавки. производят на вертикально-хонинговальном станке модели ЗМ82-в приспособлении, показанном на рис. 3. Хонинговальную головку крепят в патроне, который устанавливают в шпиндель станка. Привод механизма разжима брусков встроен в шпиндельную бабку станка. Поступательное движение от привода передается толкателю 10 и через поводок 7 разжимному конусу 12. Последний, воздействуя на планки 13, разжимает колодки 5 с алмазными брусками 6. Хонингуют отверстие предварительно до диаметра 92,99+°>021 мм алмазными брусками марки 2768-0103-Г-АСР 100/8Q-50M-73 (ГОСТ 16606—71) при удельном давлении брусков 4—6 кгс/см2 и окончательно до диаметра 93+0>021 мм алмазными брусками марки 2768-0103-1-АСМ 28/20-50М-73 (ГОСТ 16606—71) при удельном давлении брусков 3—5 кгс/см2. Хонинговальная головка должна делать 88 двойных ходов в минуту при 88 об/мин шпинделя станка. Шероховатость поверхности после окончательной обработки не ниже /?а = 0,63 мкм.
При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении, показанном на рис. 70.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0’03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = = 1,25 мкм.
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
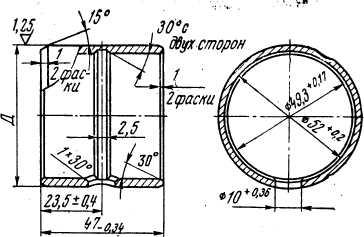
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
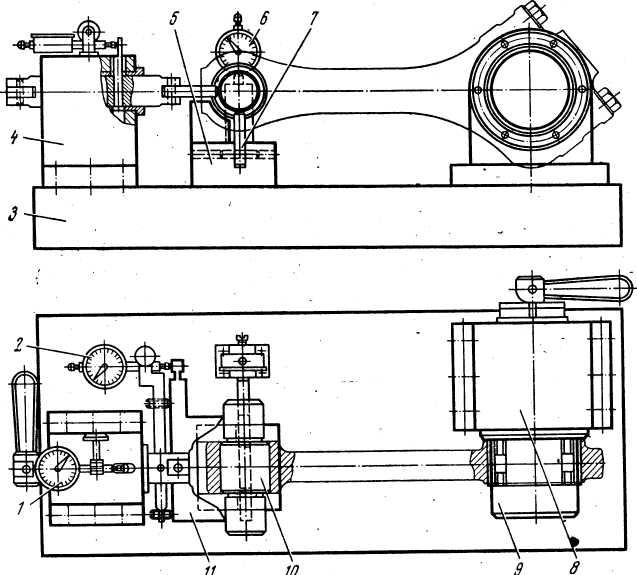
Рис. 5. Приспособление для контроля шатуна 2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ‘ на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0’021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Источник
Ремонт шатунов

Ремонт и восстановление шатунов
Эту статью, вроде, естественно начать фразой: «Шатун является важным узлом двигателя внутреннего сгорания». Написал, прочитал и понял, что фраза-то, никуда не годиться! Во-первых, шатуны используются не только в двигателях внутреннего сгорания, но и, например, в паровых двигателях. Во-вторых, кажется, «неважных» узлов и деталей в двигателях попросту нет. Все они важные. И, на конец, шатуны применяются не во всех типах двигателей внутреннего сгорания. Ладно. Попробуем тогда начать иначе.
Шатун служит для преобразования возвратно-поступательного движения во вращательное. В большинстве поршневых двигателей внутреннего сгорания, при помощи шатуна, возвратно-поступательное движение поршня преобразуется, через посредство поршневого пальца, во вращательное движение коленчатого вала. В процессе работы двигателя шатун испытывает значительные знакопеременные нагрузки и приходится ему нелегко, даже при штатной работе двигателя. Естественный износ не обходит шатуны стороной. Если же происходят такие неприятности, как потеря давления масла или гидроудар, то одним из их обязательных последствий являются деформации шатунов различной степени тяжести. Поэтому при «переборке» двигателя (неважно какими причинами она спровоцирована) рекомендуется обязательно обратить внимание на состояние шатунов.
В двигателях внутреннего сгорания применяется великое разнообразие шатунов

Шатуны могут различаться, как материалами изготовления, так и конструкциями. В формате этой небольшой статьи мы расскажем только о наиболее распространенных шатунах и методах их ремонта и восстановления.
Наибольшее распространение на сегодняшний день имеют шатуны, изготовленные из чугуна с плавающей посадкой поршневого пальца в верхней головке шатуна (ВГШ) и разъемной нижней головкой шатуна (НГШ). Не так часто, но встречаются шатуны с прессовой посадкой поршневого пальца (всем известные примеры – двигатели ВАЗ 2101 и ВАЗ21083). По НГШ шатуны различаются конструкцией разъема. Разъем может быть плоским или разрывным. Реже встречаются штифтовые, зубчатые или ступенчатые разъемы.
В процессе эксплуатации двигателя шатунные вкладыши, а также втулки ВГШ, изнашиваются. По мере развития износа зазоры между шатунными шейками коленчатого вала и шатунными вкладышами или между поршневыми пальцами и втулками ВГШ увеличиваются и в какой-то момент износ развивается на столько, что происходит «пробой» масляного клина и металл начинает контактировать с металлом. Внешне это проявляется, как «стук» двигателя. Так вот, если дело дошло до стука, то при ремонте двигателя простая замена вкладышей или поршней с пальцами (смотря где «стучало») скорее всего проблемы не решит или решит на непродолжительное время. Как правило после стука «по шатунным шейкам» требуется шлифовка коленчатого вала, ну и ремонт НГШ. Если «застучал» палец, то не обойтись без ремонта ВГШ.
Для большинства шатунов различными производителями выпускаются втулки ВГШ

Ремонт ВГШ осуществляется следующим образом: Изношенную втулку выпрессовывают и проверяют геометрию посадочного места. Если его параметры находятся за пределами допуска, то шатун следует заменить т.к. отремонтировать его, не внося изменений в конструкцию двигателя, невозможно. Если параметры в пределах допуска, то вместо изношенной втулки ВГШ запрессовывают новую. После запрессовки втулку растачивают, базируясь от НГШ чтобы обеспечить соосность, что очень важно. После расточки втулку хонингуют, что позволяет создать необходимую шероховатость поверхности, а также выполнить технические требования по диаметру НГШ и соответственно зазору между поршневым пальцем и втулкой. Если «разбивается» ВГШ в шатуне с прессовой посадкой поршневого пальца, то восстановление такого шатуна без внесения изменений в конструкцию двигателя невозможно и не рекомендуется. Решением проблемы является замена шатуна.
Ремонт шатуна не предусмотрен?
Ремонтные (увеличенные по наружному радиусу) шатунные вкладыши для подавляющего большинства двигателей не предусмотрены и промышленно не выпускаются. Поэтому ремонт НГШ производится следующим образом: Крышку шатуна занижают, обрабатывая плоскости разъема на плоскошлифовальном станке, затем шатун собирают, затянув крепежные гайки надлежащим моментом, и растачивают НГШ в заводской размер базируясь от ВГШ для обеспечения соосности и сохранения межосевого расстояния. Так это делается в случае НГШ с плоским разъемом.
Если разъем штифтовой, то перед занижением штифты необходимо удалить, а перед сборкой шатуна установить на место. При этом случается, что глубину отверстий под штифты необходимо увеличить на величину занижения крышки.
В случае с шатунами, имеющими зубчатый или ступенчатый разъем НГШ, занижение производится методом сложной фрезеровки с сохранением конфигурации поверхности разъема.
Особенности ремонта шатуна
А вот если шатун имеет разрывной разъем, что все чаще встречается в последние годы, то восстановить такой шатун без внесения изменений в конструкцию двигателя невозможно. Если шатун этого типа поврежден его следует заменить.
И напоследок, один существенный момент! В ряде случаев, если шатун сильно пострадал (обычно это происходит при длительном перемещении «на стучащем моторе») восстановить геометрию НГШ без изменения межосевого расстояния не представляется возможным. В таком случае, особенно если двигатель дизельный, шатун лучше заменить. Если все-таки выполняется ремонт, то при сборке двигателя совершенно необходимо проверить выступание поршней и, если это требуется, обработать плоскость разъема блока цилиндров на соответствующую величину. Впрочем, проверка выступания поршней при любой сборке двигателя, никогда не является лишней
Источник