- Ремонт двигателя ЗМЗ 406 своими руками в гараже.
- Ремонт шатунов змз 405
- Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
- Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, устранение дефектов при ремонте.
Ремонт двигателя ЗМЗ 406 своими руками в гараже.
Специально для статьи был приобретен двигатель змз 406 с большим пробегом. По словам старого хозяина он пробежал более 600 тысяч км в разных условиях и эксплуатировался разными водителями, в том числе и пилотами, для которых капот является частью обшивки автомобиля, а не крышкой моторного отсека.

Этот двигатель тупо разобрали по болтикам без всякой диагностики неисправностей, так как пробег большой и делать надо всё. Сняв и почистив голову увидели: седла клапанов, особенно выпускных, обсевшие, т.е. это приведёт к снижению или потере компрессии. На фото видно, что клапана сидят глубже поверхности камеры сгорания. Кстати, для хозяев этих машин и начинающих мотористов, это очень серьезная неисправность для двигателя с гидрокомпенсаторами, которой необходимо уделить должное внимание. Замерами и цифрами в этой статье увлекаться не будем, она есть в соответствующей литературе, чтобы не упустить некоторых важных моментов.

Здесь тоже видно, как утоплены клапана, правда изображение некачественное.

Соответственно головку блока везем в мастерскую на замену направляющих втулок клапанов, сёдел клапанов и шлифовку, блок на расточку цилиндров под новые ремонтные поршня, а коленвал и промвал на шлифовку. Что приятно удивило — размеры шеек коленвала на несколько соток оказались ниже допуска, хоть и блок внутри был покрыт толстым слоем масляного нагара. Но в принципе тут нечего удивляться — это заводское качество.
Пока ждем результатов обработки, есть время разобраться с другими деталями.
Проверяем износ втулок верхней головки шатуна — как правило, лучше конечно замена.
Проверяем износ большой звездочки промежуточного вала со стороны их прилегания, если присутствует выработка от стопорной пластины, то её завариваем полуавтоматом и отдаем шлифовать —

чтобы получилось вот так.

Теперь выработки, как показывает практика, в этом месте никогда не будет, ввиду изменения структуры металла.
Проверяем маховик, если присутствует выработка от диска сцепления, то отдаем токарю или шлифовщику на проточку.
Привезли блок — как видно, кроме расточки, его еще шлифовали из-за небольшого коробления поверхности вовремя эксплуатации. Если исходить из практики то б/у блоки после расточки выхаживают на много больше, чем новые, так как за время работы получили многочисленные термические обработки, усадки металла и т.д.
Да, шлифовать блок надо обязательно с передней крышкой, чтобы они лежали в одной плоскости.
Теперь его следует хорошо отмыть и удалить всю стружку из масляных каналов.

После чистки блока чистим коленвал. Выкрутив пробки коленвала нередко приходится наблюдать такую картину — отверстие почти целиком забито отложениями масляного нагара. Чистим, промываем, продуваем.

Бывает, что грани пробки срезает, то тогда можно к ней приварить болт и выкрутить.
Источник
Ремонт шатунов змз 405
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами — A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.

Поршни маркируются буквами на днище (Рисунок 1).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки.
Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца — римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
— белый — соответствует массе шатуна 900. 905 г;
— зеленый — 895. 900 г;
— желтый — 890. 895 г.
Размерные группы поршней и цилиндров блока
Размерные группы пальцев, поршней и шатунов
Для установки на двигатель следует брать шатуны одной группы по массе.
Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.

При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 2.

При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211. 217 г, кривошипной (m2) — 679. 688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ «А» на кривошипной головке шатуна должны быть направлены в одну сторону.
Крышка шатуна на шатун должна быть установлена так, чтобы уступ «Б» на крышке шатуна и выступ «А» на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (Рисунок 1).
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера — голубой, второго ремонтного размера — зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25. 0,45 мм у верхнего компрессионного кольца;
— 0,45. 0,65 у нижнего компрессионного кольца;
— 0,30. 0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара.
Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.

Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 5). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045. 0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.
Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.

Надеть с помощью приспособления (Рисунок 6) поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «ТОР» (верх) на торце в сторону днища поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршня в цилиндры следующим образом:
— сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону переда блока цилиндров,
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;

— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68. 75 Нм (6,8. 7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Источник
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, устранение дефектов при ремонте.
Разборку двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, также как их сборку, рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время сборки и разборки.
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При индивидуальном методе ремонта детали двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
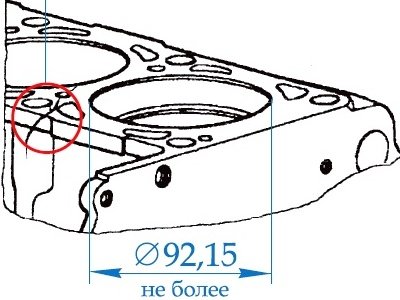
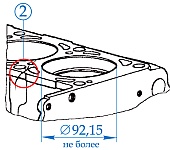
Блок цилиндров двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При износе цилиндров до размера диаметра более 92,15 мм на двигателе ЗМЗ-4062 и 95,65 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, их необходимо расточить и хонинговать диаметры цилиндров под один из ремонтных размеров.
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,096/+0,036 мм
— Второй ремонтный размер : 93,0+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,096/+0,036 мм
— Второй ремонтный размер : 96,5+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,072/+0,036 мм
— Второй ремонтный размер : 96,5+0,072/+0,036 мм
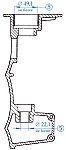
Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере не допускаются (2). Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток можно ремонтировать, прогнав резьбу метчиком номинального размера. Если износ или срыв резьбы резьбовых отверстий более двух ниток, то ее можно ремонтировать следующими способами.
1. Нарезав резьбу увеличенного ремонтного размера.
2. Установкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера.
3. Установкой резьбовых спиральных вставок.
При диаметре втулок опор промежуточного вала (5), передней — более 49,1 мм, задней — более 22,1 мм, их можно ремонтировать следующими способами.
1. Заменить на втулки увеличенной толщины. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала произвести за одну установку для обеспечения соосности.
2. Расточить втулки под ремонтный размер : передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.
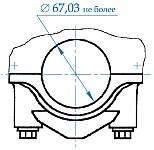
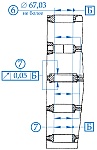
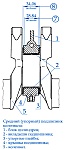
Про диаметре опор под вкладыши коренных подшипников более 67,03 мм их необходимо браковать (6). Замер диаметров опор под вкладыши коренных подшипников необходимо производить на блоке цилиндров собранном с соответствующими крышками коренных подшипников. Если радиальное биение средних опор для коленчатого вала относительно крайних более 0,05 мм, то блок цилиндров необходимо браковать (7).
Поршень двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр поршней менее 91,9 мм для двигателя ЗМЗ-4062 или менее 95,4 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, то вместо них необходимо установить поршни одного из ремонтных размеров (1).
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,048/-0,012 мм
— Второй ремонтный размер : 93,0+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,048/-0,012 мм
— Второй ремонтный размер : 96,5+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,024/-0,012 мм
— Второй ремонтный размер : 96,5+0,024/-0,012 мм
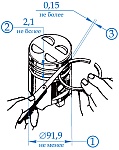
Если ширина канавки под компрессионное кольцо более 2,1 мм (2), или зазор по высоте между канавкой и кольцом более 0,15 мм (3), то поршень необходимо браковать. Если зазор между поршнем и цилиндром более 0,25 мм, то необходимо произвести подбор поршня к цилиндру, выдерживая зазор от 0,036 до 0,060 мм между цилиндром и поршнем.
Шатун двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
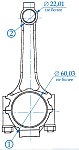
Если диаметр кривошипной головки шатуна более 60,03 мм (1), то необходимо осталить головку шатуна и крышки, и расточить головку совместно с крышкой шатуна в номинальный размер. Если диаметр поршневой головки шатуна более 22,01 мм (2), то необходимо заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун и расточить в номинальный размер.
Промежуточный вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр шеек промежуточного вапа, передней менее 48,95 мм (1), задней менее 21,95 мм (2), то их можно ремонтировать следующими способами.
1. Хромировать шейки промежуточного вапа. Переднюю до диаметра 49,1 мм, заднюю до диаметра 22,1 мм. Затем шлифовать шейки до номинального размера.
2. Шлифовать шейки под ремонтный размер. Переднюю — до 48,8-0,016 мм, заднюю до 21,8-0,013 мм. Соответственно диаметр втулок опор промежуточного вала должен быть для передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.

Коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Трещины любого характера и расположения на поверхности коленчатого вала двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускаются (1). Повреждение или срыв резьбы в отверстиях не более двух ниток можно отремонтировать прогнав резьбу метчиком до номинального размера. Износ или срыв резьбы более двух ниток можно ремонтировать следующими способами (3).
а) В отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок.
б) В отверстиях под пробки и под храповик — нарезанием ремонтной резьбы.

Если диаметр коренных шеек коленчатого вала менее 61,92 мм (4), то необходимо шлифовать коренные шейки под один из ремонтных размеров. Первый ремонтный размер — 61,75-0,035/-0,054 мм, второй — 61,5-0,035/-0,054 мм, третий — 61,25-0,035/-0,054 мм. Если биение коренных шеек более 0,04 им, то коленчатый вал необходимо браковать (5).
Если диаметр шатунных шеек коленчатого вала менее 55,92 мм (6), то необходимо шлифовать шатунные шейки под один из ремонтных размеров. Первый ремонтный размер — 55,75-0,025/-0,044 мм, второй — 55,5-0,025/-0,044 мм, третий — 55,25-0,025/-0,044 мм.
Если длина третьей коренной шейки коленчатого вала между двумя опорными поверхностями более 34,06 мм (8), то коленчатый вал необходимо браковать. Если ширина третьей опоры блока менее 28,84 мм, то необходимо браковать блок цилиндров. При увеличении овальности коренных и шатунных шеек коленвала более 0,01 мм (9), их необходимо шлифовать до устранения дефекта, не выходя из поля допуска на размер коренной шейки : -0,035/-0,054 мм, шатунной : -0,025/-0,044 мм.
Источник