РЕМОНТ ВАЛА ЭЛЕКТРОДВИГАТЕЛЯ.
У валов электродвигателей встречаются следующие дефекты: повреждение приводного конца, износ шеек под подшипники, искривление оси, ослабление посадки сердечника, излом.
Ремонт торца вала. Неглубокие забоины на торце вала устраняют, снимая слой металла на токарном станке. Если уменьшение длины недопустимо, на торец электросваркой сначала наплавляют слой металла. Наплавку ведут от оси вала по спирали (рис.1, а), чтобы уменьшить влияние термических напряжений. Забоины и вмятины на витках резьбы устраняют плашками или резцом на токарном станке. Сорванную резьбу наплавляют и нарезают заново.
Износ посадочных поверхностей и задиры на них происходят при съеме напрессованных на вал деталей. Износ может появиться также из-за свободной посадки на вал сопрягаемой детали. При небольшом количестве забоин и задиров выступающие места сошлифовывают. Если дефекты превышают 20% посадочной поверхности, вал ремонтируют, наплавляя металл электросваркой или методом металлизации. При сварке, если наплавляемая поверхность заканчивается высоким уступом, его стачивают на конус (рис.1, б). Без такой подготовки в месте перехода при сварке возникают значительные термические напряжения, которые могут привести к поломке вала при эксплуатации. Для уменьшения коробления вала наплавляемые валики располагают параллельно оси, и каждый последующий валик 1 и 2, 3 и 4 накладывают диаметрально противоположно предыдущему. После наварки вал обрабатывают на токарном станке и шлифуют.
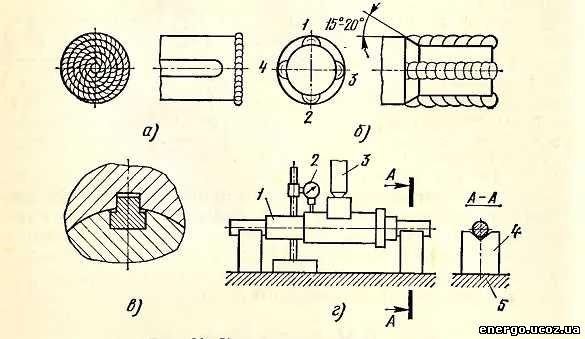
Рис 1. Устранение дефектов вала электродвигателя. а — наплавка торца; б — наплавка посадочных поверхностей; в — ремонт шпоночных соединений; г — правка вала.
Ремонт дефектов износа шейки вала. Шейки валов изнашиваются при монтаже и демонтаже подшипников, а также при проворачивании внутреннего кольца подшипника на валу. Интенсивный износ с задирами происходит при заклинивании подшипника. На износ большое влияние оказывают шероховатость и твердость поверхности. Шероховатость поверхности характеризуется высотой неровностей Rz и средним арифметическим отклонением профиля Ra. Высота неровностей Ra для шеек валов под подшипники качения в соответствии со стандартом должна быть не более 2,5 мкм для подшипников нулевого класса при внутренних диаметрах подшипников выше 80 мм и 1,25 мкм при диаметрах до 80 мм. Для более высоких классов подшипников высота неровностей должна быть еще меньше. Неровности при монтаже подшипников сминаются, что приводит к ослаблению посадки.
Для шеек валов под подшипники скольжения характерно появление задиров из-за плохой подачи смазки к поверхностям скольжения и попадания в подшипник мелких твердых частиц.
Изношенные поверхности валов восстанавливают металлизацией с последующей механической обработкой. Для валов машин, работающих со значительными знакопеременными и ударными нагрузками, применяют вибродуговую наплавку, которая обеспечивает более прочное сцепление наращиваемого слоя с основным металлом.
Ремонт шпоночных соединений. В шпоночных соединениях изнашиваются как сами шпонки, так и пазы под них. Наиболее вероятная причина ослабление посадки охватывающей детали (шкива, муфты) на валу машины. Боковые поверхности шпоночных пазов разрабатываются чаще всего у двигателей, работающих с частыми реверсами.
Изношенные шпонки заменяют новы¬ми, пазы обычно восстанавливают электродуговой сваркой. На боковых стенках наваривают слой металла, затем производят механическую обработку (фрезерование, строжку), выдерживая точные размеры. Иногда ремонт осуществляют без наварки, расширяя и углубляя паз, переходя на больший размер шпонки и дорабатывая паз в ответной детали. Применяя специально изготовленную ступенчатую шпонку (рис.1, в) и прорезая новую шпоночную канавку, паз в ответной детали можно сохранить. Новый паз в валу смещают на четверть окружности относительно старого.
Искривление оси вала. Искривление валов встречается обычно у электродвигателей малой мощности. Валы правят на тихоходном гидравлическом или винтовом прессе после выпрессовки из сердечника или без разборки ротора. Вал 1 (рис.1, г) концами кладут на призмы 4, установленные на столе 5 пресса, и, поворачивая его вокруг оси, устанавливают с помощью индикатора 2 выпуклостью вверх против штока 3 пресса. Правку производят в несколько приемов, контролируя биение после каждого нажима пресса.
Устранение дефекта ослабления посадки сердечника статора электродвигателя. Роторы с 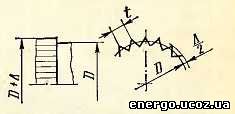 ослабленной посадкой сердечника ремонтируют, заменяя изношенный вал новым или восстановленным. Изношенные поверхности вала восстанавливают напылением или накаткой зубчатым роликом на токарном станке. Накатка необходима для увеличения диаметра, поэтому ее делают с достаточно большой глубиной. Шаг накатки t выбирается в зависимости от диаметра вала. После накатки первоначальный диаметр D (рис. 2) увеличивается на ( 0,25/0,5 ) t. После накатки поверхность шлифуют, снимая неровности и выдерживая заданный размер. На вал в процессе накатки передаются значительные радиальные усилия, поэтому недостаточно жесткий вал накатывают с люнетами, которые предохраняет его от изгиба.
ослабленной посадкой сердечника ремонтируют, заменяя изношенный вал новым или восстановленным. Изношенные поверхности вала восстанавливают напылением или накаткой зубчатым роликом на токарном станке. Накатка необходима для увеличения диаметра, поэтому ее делают с достаточно большой глубиной. Шаг накатки t выбирается в зависимости от диаметра вала. После накатки первоначальный диаметр D (рис. 2) увеличивается на ( 0,25/0,5 ) t. После накатки поверхность шлифуют, снимая неровности и выдерживая заданный размер. На вал в процессе накатки передаются значительные радиальные усилия, поэтому недостаточно жесткий вал накатывают с люнетами, которые предохраняет его от изгиба.
Источник
Ремонт валов электродвигателей и электрических машин
Для роторов (якорей) электрических машин наиболее характерны следующие повреждения: выработка рабочей поверхности шейки и искривление вала, ослабление прессовки пакета сердечника, обгорание поверхности и «затяжка» стальных пластин ротора в результате задевания его за статор при чрезмерном износе подшипников скольжения и вследствие этого «проседаний» вала.
Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для на-плавления металла на вал ротора, вращающегося в центрах токарного станка, применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-БА, ЭМ-6 или газовые ГИМ-1. В последнее время созданы высокочастотные металлизаторы, в которых проволока, проходя через распылительную головку, нагревается токами высокой частоты до температуры плавления. Высокочастотная металлизация значительно сокращает потери металла по сравнению с электродуговой металлизацией, снижает степень окисления частиц металла и в 5 — 6 раз уменьшает выгорание элементов, содержащихся в проволоке.
Искривление вала устанавливают путем проверки его биения в центрах токарного станка. К вращающемуся валу подводят мел или цветной карандаш, закрепленный в суппорте станка. Следы мела на выпуклой части вала помогают обнаружить биение, величину которого определяют индикатором. Отклоняясь по шкале, отградуированной в сотых или тысячных долях миллиметра, стрелка наконечников индикатора, поднесенного к валу, показывает величину его биения.
Ремонт валов зависит от характера повреждения. Мелкие дефекты на шейках валов устраняют наждачной бумагой, слегка покрытой маслом. При наличии шлифовального станка шейки вала шлифуют кругом. При искривлении вала до 0,1 мм на 1 м длины, но не более 0,2 мм на всю длину правка вала необязательна. При искривлении вала до 0,3 % его длины правку вала производят без подогрева, а более 0,3 % длины — предварительно подогревая до 900—1000 °С и осуществляя правку под гидравлическим прессом в два приема. Сначала вал выправляют до тех пор, пока его кривизна не станет менее 1 мм на 1 м длины, а затем протачивают и полируют. При проточке допускается уменьшение диаметра шеек вала не более чем на 6 % от первоначального, допустимая овальность шейки — 0,002, конусность— 0,003 от диаметра.
Трещины в материале вала можно заваривать (с последующей обработкой поверхности) лишь в том случае, если они распространяются вглубь не более чем на 5—10 % диаметра вала и занимают не более 10 % длины окружности (для поперечных трещин) или не более 10—15 % длины ступени вала, на которой они обнаружены (для продольных трещин).
При изломе вала, взамен отломившейся части, изготавливают новую часть с припуском на обработку. Старая и новая части вала могут быть при этом либо обработаны на конус и сварены встык, либо соединены посредством горячей посадки. Для этого в одной из частей вала, предварительно нагревая до температуры 200 — 300 °С, вытачивают хвостик и соответствующее отверстие. По месту стыка дополнительно может быть наложен сварочный шов. Во избежание искривления вала при сварке обращают внимание на равномерный прогрев его диаметрально расположенных частей вала.
Изгиб вала вызывает биение расточки активной стали, поверхности коллектора или контактных колец по отношению к шейкам вала. Эти дефекты обнаруживают индикатором при установке ротора (или якоря) на токарный станок. Незначительное биение, царапины, забоины и шероховатости шеек вала устраняют шлифовкой и полировкой вручную или на станке. Значительные забоины ликвидируют проточкой вала с последующей шлифовкой и полировкой. Сильно изогнутый вал выправляют на токарном станке рычагами, домкратами или при помощи винтового пресса. Если в результате обработки диаметр шеек вала значительно уменьшился (более 6 % от заводского диаметра), его увеличивают путем металлизации с последующей обработкой.
После ремонта роторы электрических машин в сборе с вентиляторами и другими вращающимися частями подвергают статической или динамической балансировке на специальных балансировочных станках.
Статическая балансировка. Для балансировки используют станок, представляющий собой опорную конструкцию из профильной стали с установленными на ней призмами трапециевидной формы.
Статическая балансировка ротора на станке производится в такой последовательности. Ротор укладывают шейками вала на рабочие поверхности призм. Перекатываясь на призмах, он занимает такое положение, при котором наиболее тяжелая его часть оказывается внизу. Для определения точки окружности, в которой должен быть установлен балансирующий груз, ротор перекатывают 5 раз, после каждой остановки отмечая мелом нижнюю «тяжелую» точку. Отметив середину расстояния между крайними меловыми отметками, определяют точку установки уравновешивающего груза.
Правильно сбалансированный ротор после перекатывания в одном и другом направлениях должен во всех положениях находиться в состоянии безразличного равновесия.
Динамическая балансировка. При статическом методе балансировки уравновешивающий груз устанавливают только на одном торце ротора, устраняя таким образом статический дисбаланс. Однако этот способ балансировки приемлем только для коротких роторов тихоходных машин с малой мощностью. Для уравновешивания масс ротора крупных электрических машин (мощностью свыше 50 кВт) с большой частотой вращения (больше 1000 об/мин) применяют динамическую балансировку, при которой уравновешивающий груз устанавливают на торцах ротора. Это объясняется тем, что при вращении ротора с большой частотой каждый его торец имеет самостоятельное биение, вызванное несбалансированными массами.
Ремонт подшипниковых щитов и станин. На подшипниковых щитах и станинах возможно появление трещин, износ посадочных мест подшипников и другие повреждения. Большие трещины, распространяющиеся к месту посадки подшипника, как правило, не заделывают. Щит заменяют новым. Небольшие трещины чугунного корпуса щита устраняют сваркой одним из следующих способов. Трещины чугунного корпуса оплавляют ацети-ленокислородным пламенем или заваривают чугунным электродом. В обоих случаях корпус нагревают до 700 — 800 °С, что дает надежный результат, так как оплавление или сварку ведут при разогретом щите в специальных печах и сваренная деталь остается в печи до полного остывания в течение 24 — 80 ч.
Устранить трещины можно быстрее, заваривая их холодным медным электродом. Последний обертывают полоской белой жести и смазывают жидким стеклом или смазкой ОММ-25, наплавленную медь посыпают бурой, а образовавшийся шов проковывают. После остывания заваренной детали наплывы меди зачищают.
Заваривают трещину следующим образом. Вдоль трещины по обе ее стороны в шахматном порядке ввертывают на резьбе стальные шпильки, проходящие через стенки корпуса насквозь. Концы шпилек с каждой стороны крышки соединяют и сваривают стальными электродами. Такой способ соединения трещин применяют для деталей, не подверженных большим вибрационным или ударным нагрузкам.
Для того чтобы трещина при сварке не распространялась дальше, конец ее засверливают, а для получения его шва кромки стенок завариваемой трещины осторожно (с помощью зубила) скашивают по всей длине под углом 45 — 60°.
Размеры отверстий щитов восстанавливают запрессовкой втулки, наваркой или металлизацией. Перед металлизацией в отверстии нарезают резьбу, затем наносят слой металла с припуском на обработку 0,5 — 0,8 мм на сторону. При металлизации на восстанавливаемую поверхность наносят слой металла пистолетом, в котором проволока диаметром 1 — 1,5 мм расплавляется и выдувается струей сжатого воздуха. Достоинство этого способа заключается в том, что нанесенный слой металла не создает термических напряжений на поверхности, как при наплавке электросваркой.
Источник
Ремонт валов
 Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Валы и оси могут иметь в результате эксплуатации следующие дефекты: износ и задиры посадочных шеек под подшипники; износ и смятие рабочих поверхностей, шпоночных канавок, шлицев, резьбы и т.п.; погнутость и скручивание вала; трещины и изломы. Существуют различные способы ремонта валов и осей, которые зависят от вида дефекта детали.
Перед началом ремонта вала следует проверить состояние центровых отверстий на торцах и при необходимости восстановить их точением на токарном станке.
Скрученность вала более 0,25° на длине 1000 мм считается недопустимым и вал выбраковывается. Валы, оси и цилиндрические гладкие толкатели с дефектами в виде трещин, отколов, выкрашивания, больших задиров также выбраковываются.
Восстановление и правка валов
Прогиб вала или оси устраняют правкой в холодном состоянии или с нагревом. Валы диаметром до 60-80 мм с прогибом до 6-8 мм на 1000 мм длины правят в холодном состоянии с применением винтовых скоб либо под прессом. Валы большого диаметра и с большим прогибом правят в нагретом состоянии (Т=500-650°C). При прогибе вала до 2-4 мм на длине 1000 мм возможна правка способом местного наклепа. Незначительные прогнутости обточенных валов (0,1-0,2 мм на 1000 мм длины) устраняют шлифованием. После правки для снятия внутренних напряжений вал подвергают термической обработке (нагреву до Т=400-450°C с последующей выдержкой в печи при этой температуре в течении 0,5-1 часа).
Посадочные шейки валов восстанавливают до номинальных размеров путем наращивания наплавкой, металлизацией, электролитическим покрытием, полимерами, способами пластического деформирования, точением на ремонтный размер и напрессовкой втулки.
Наиболее распространен метод восстановления размеров шеек вала наплавкой слоя металла. Наплавка в большинстве случаев выполняется по винтовой линии. Не жесткие валы наплавляются продольно, реже наплавка ведется крест-накрест. После наплавки вал очищают от шлака, правят и подвергают термической обработке. Затем вал точится и шлифуется до номинального размера.
При восстановлении шейки вала напрессовкой втулки необходимо предварительно обточить вал так, чтобы толщина стенок втулки была не менее 3 мм.
Шлицевые поверхности валов могут иметь износ, смятие и выкрашивание рабочих поверхностей. Шлицевую часть вала диаметром более 80 мм наплавляют ручной или автоматической наплавкой продольными валиками. Для уменьшения деформаций вала наплавку ведут крест-накрест. Шлицевые поверхности с шириной шлиц до 5 мм чаще заваривают сплошь.
При незначительном износе по ширине (0,1-0,2 мм) шлицы валов восстанавливают раздачей шлицев или электроискровым наращиванием боковых поверхностей с последующим их шлифованием. В отдельных случаях сильно изношенную шлицевую часть вала отрезают, приваривают новый конец заготовки с большим диаметром, обтачивают и нарезают новые шлицы методом обкатки. При любом способе ремонта окончательные размеры шлицев получают механической обработкой.
Шпоночные пазы валов могут иметь такие же неисправности, как и шлицы. Шпоночный паз при износе менее 15% его ширины можно расширить под ремонтный размер фрезерованием. Если геометрическая форма шпоночного паза не восстанавливается фрезерованием, то фрезеруют новый паз, смещенный на 90-120° по отношению к поврежденному, а старый заваривают. На валах крупных размеров изношенный паз заваривают с одной стороны, а затем фрезеруют с противоположной стороны.
Резьба. При незначительном смятии витков и наличии заусенцев, резьбы исправляют прогонкой плашкой на токарном станке или слесарной обработкой вручную. При значительном износе профиля резьбы или при срыве витков резьбовую часть наплавляют с последующей механической обработкой шеек вала резанием и нарезанием новой резьбы номинального размера. В отдельных случаях старую резьбу срезают и на этом месте нарезается резьба меньшего диаметра.
Источник