- Советы по ремонту сварочного полуавтомата
- Составные элементы сварочного полуавтомата
- Характерные неисправности
- Несанкционированное прерывание цикла
- Сильное дребезжание и гудение
- Перегрев устройства
- Не регулируется сварочный ток
- Последовательность действий при ремонте
- Неисправность электрической схемы
- Неисправность механизма подачи проволоки
- Некоторые особенности ремонта
- Полуавтомат не протягивает проволоку
- Полуавтомат не протягивает проволоку — в чем могут быть причины
- Проблемы с двигателем в полуавтомате
- Регулятор скорости подачи проволоки сварочного полуавтомата
Советы по ремонту сварочного полуавтомата
Когда возникает необходимость [отремонтировать сварочный полуавтомат], необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.

В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Чаще всего отказы и неисправности возникают в результате несоблюдения правил эксплуатации устройства.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.
Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
К таким неприятностям может привести ослабление болтовых соединений, которые стягивают листы магнитопровода или сердечника.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
В числе таких причин на первом месте значатся плохие контакты.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Для того чтобы определить исправность элементов, их нужно выпаять и проверить с помощью омметра.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
Некоторые особенности ремонта
Многолетний опыт показывает, что в некоторых случаях сварной шов получается непрочным из-за низкого качества защитного газа.
Или по причине нестабильной его подачи в зону горения дуги.
В таких случаях необходимо провести ревизию всего тракта подачи газа и горелки, которую сварщик держит своими руками в процессе работы.
Этот инструмент всегда нужно содержать в рабочем состоянии. Оберегать его от повреждений и загрязнения.
Все профилактические работы, которые предписаны в инструкции по эксплуатации, нужно выполнять неукоснительно.
При выполнении этих требований сварочный полуавтомат будет действовать безотказно.
Источник
Полуавтомат не протягивает проволоку

Полуавтомат не протягивает проволоку: в чем причины и что делать?
Если полуавтомат не протягивает проволоку или механизм подачи проволоки работает неисправно, то варить нельзя. В большинстве случаев проблему можно решить самостоятельно, без обращения к специалистам сервисного центра.
Перед тем, как искать неисправность, рекомендуется узнать об основных причинах, из-за которых полуавтомат может не протягивать проволоку. Их существует несколько.
Полуавтомат не протягивает проволоку — в чем могут быть причины
Очень часто случается так, что на полуавтомате не работает подача проволоки. Вроде бы и газ идёт, и реле щёлкает, а сварочная проволока не подаётся. Прежде чем проверять электродвигатель и диодный мост полуавтомата на исправность, рекомендуется присмотреться к другим причинам, возможно дело именно в них.

Слишком большой наконечник — если размеры наконечника не будут соответствовать диаметру сварочной проволоки, то, возможно прекращение её подачи. Кроме этого, из-за данной проблемы могут возникнуть проблемы с розжигом дуги, а сварной шов будет неровным и пористым. Поэтому в первую очередь нужно попробовать поменять наконечник под диаметр проволоки. Новый наконечник должен быть без сколов.
Грязная направляющая горелки — частой причиной тому, что полуавтомат не протягивает проволоку, является сильное загрязнение направляющей горелки. Следует прочистить направляющую и убедиться, что её размеры соответствуют диаметру используемой проволоки для сварки полуавтоматом.
Приводной ролик не имеет должного натяжения — если в полуавтомате не работает подача проволоки, то следует убедиться в том, что приводной ролик обеспечивает нормально натяжение. При недостаточном давлении сварочная проволока может прогорать и деформироваться.

Прокручивание кассеты в полуавтомате — также проблема может быть связана и с тем, что проволока просто соскочила с кассеты в результате её прокручивания. Нужно обязательно установить настраиваемый тормоз, который будет предотвращать появление данной проблемы в дальнейшем.
Проблемы с двигателем в полуавтомате
Более сложными проблемами, из-за которых может отсутствовать подача проволоки в полуавтомате, являются проблемы с электродвигателем. В полуавтоматах устанавливается электродвигатель на 12 либо 24 Вольта, так вот, в таком случае, если ничего вышесказанного не помогло, в первую очередь стоит проверить на исправность именно его.

Однако перед этим нужно проверить предохранитель в полуавтомате. Возможно, причина кроется именно в нем. Обычно предохранитель установлен на плате к двигателю. Ну а дальше все по порядку. Проверить следует транзистор, который отвечает за регулировку скорости вращения ротора. Самым простым способом является прозвонить транзистор.

Ну и нельзя обходить стороной также мелочи. Возможно, полуавтомат не протягивает проволоку по причине того, что в нем просто отвалился какой-нибудь разъем. Стоит внимательно всё осмотреть и перепроверить, прежде чем лезть дальше с разборкой.
Источник
Регулятор скорости подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
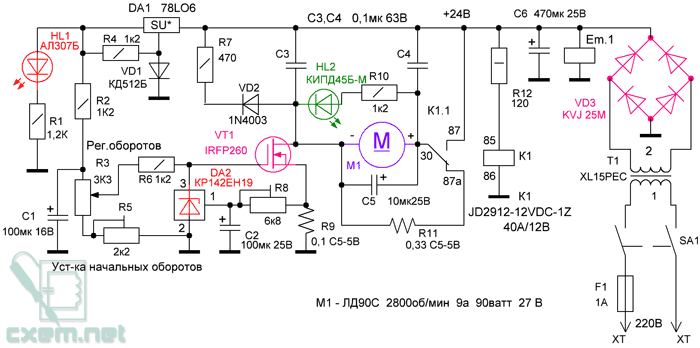
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
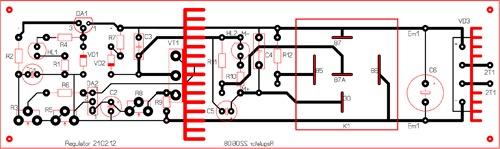
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Источник