- Снимаем и ставим подшипники в паре на вал шкива ЛЕНТОЧНОЙ ПИЛОРАМЫ
- Для просмотра онлайн кликните на видео ⤵
- Ремонт шкива ленточной пилорамы
- Настраиваем ленточную пилораму
- Введение
- Этапы подготовки ленточки
- Подбор и настройка оборудования
- Осмотр деталей механизма
- Проверка ленточной пилы
- Несколько слов о самых популярных моделях ленточных пилорам
- Авангард
- Атлант
- МВ-2000
- Видео в тему
- Купить в интернет-магазине, лучшие цены, недорогая доставка
- Вы здесь
- Настройка ленточной пилорамы — последовательность выставления пильной ленты на шкивах станков. Что нужно делать для эффективной работы пилорамы — настройка ленточной пилорамы
- Выбор типа пилорамы и их особенности
- Выбираем направляющие — все для качества пиломатериала
- Обслуживание и особенности ленточных пил — практические советы
- Заточка зубьев ленточных пил — как делать правильно?
- Качественная разводка зубьев ленточных пил
- Реклама
- Комментарии
Снимаем и ставим подшипники в паре на вал шкива ЛЕНТОЧНОЙ ПИЛОРАМЫ
Для просмотра онлайн кликните на видео ⤵

Ремонт ленточной пилорамы.Подробнее
Проточка маховиков ленточной пилы.Подробнее
Если трясется ленточная пила. Простой способ устранения.Подробнее
ленточный шкив на тормозном дискеПодробнее
Замена подшипников на колесах ленточной пилы DeWait DW 876Подробнее
Ленточная пилорама — 5 часть (приводной вал и шкивы)Подробнее
Установка подшипника на вал в шпинделе у фрезерном станкеПодробнее
Доработка ленточной пилорамы/Finalization of the tape sawmillПодробнее
Замена подшипника на ведомом шкивеПодробнее
Проверка соосности шкивов ленточного пильного станкаПодробнее
Механизм поддержки ленточной пилы. Ч1 | РОЛИКИ ДЛЯ ЛЕНТОЧНОГО ПОЛОТНА #13Подробнее
ленточная пилорама шкребки самодельныеПодробнее
Проточка ведущего колеса пилорамыПодробнее
Проточка шкива ленточной пилы.Подробнее
РВУТСЯ ПИЛЫ НА ЛЕНТОЧНОЙ ПИЛОРАМЕ — ИЩУ ПРИЧИНЫ в ШКИВАХ И РОЛИКАХПодробнее
#натяжной#ролик#пилорама#проточка Натяжной ролик для ленточной пилорамы. Проточка.Подробнее
DIY пилорама на коленке ЧАСТЬ 1 DIY sawmill on the knee PART 1Подробнее
Источник
Ремонт шкива ленточной пилорамы
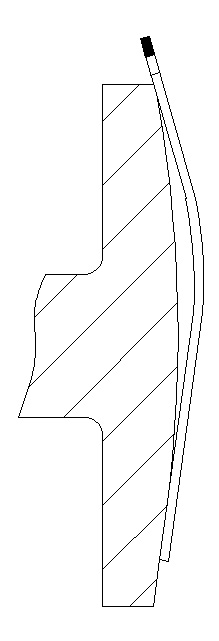
При несоответствии профиля вальцованной ленты и профиля шкива возникают дополнительные изгибы и растяжения ленты, которые приводят к потере устойчивости положения пилы на шкиве и образованиям трещин.
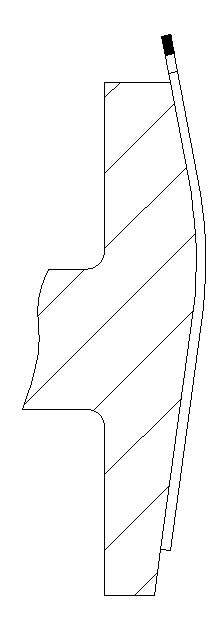
Профиль правильно развальцованной ленты имеет выпуклость, которая должна совпадать с выпуклостью профилированного шкива.
При соответствии профиля ленты и профиля шкива достигается хорошее прилегание ленты к поверхности шкива, и лента выдерживает давление даже при высокой подаче.
Важным параметром в ленточном лесопилении является профиль шкива.
Пильные шкивы имеют профилированную по сфере поверхность, что обеспечивает лёгкое достижение стабильного положения пильной ленты при пилении.
Профилированные шкивы, увеличивают устойчивость ленточного полотна при работе, что позволяет увеличить скорость подачи и продлить срок эксплуатации ленточной пилы.
От состояния рабочих поверхностей пильных шкивов в значительной степени зависит срок эксплуатации ленточной пилы, после 3000-5000 часов работы необходимо восстановить первоначальный профиль.
Какой бы совершенный станок не использовался для распиловки древесины, это всего лишь устройство, приводящее в движение ленточную пилу. Несоблюдение регламента профилирования шкивов ленточнопильных станков приводит к сокращению срока эксплуатации ленточной пилы.
Осуществляем услуги по следующим направлениям:
- Профилирование шкивов ленточных пилорам.
- Профилирование колёс ленточных пилорам.
- Профилирование шкивов ленточнопильных станков.
- Профилирование колёс ленточнопильных станков.
- Бомбировка шкивов ленточных пилорам.
- Шлифовка колёс ленточных пилорам.
- Бомбировка шкивов ленточнопильных станков.
- Шлифовка шкивов ленточнопильных станков.
- Шлифовка колёс ленточнопильных станков.
- Восстановление профиля шкивов ленточных пилорам.
- Восстановление профиля колёс ленточных пилорам.
- Восстановление профиля шкивов ленточнопильных станков.
Источник
Настраиваем ленточную пилораму




Здравствуйте уважаемые подписчики и читатели блога Андрея Ноака! Так как я уже давно работаю с деревом, у меня накопилось много знаний по его обработке. В том числе и на ленточных пилорамах. Правильная настройка оборудования — залог качественного материала на выходе. И в этой статье Вы узнаете, как настроить ленточную пилораму.
Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна». Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.

Этапы подготовки ленточки
Настройка ленточной пилорамы условно делится на несколько этапов:
- Подбор нужных пил и настройка оборудования;
- Осмотр видимых деталей механизма;
- Проверка правильной заточки ленточной пилы.
Обо всем по порядку.
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка. Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
При замене роликов, обратите внимание на посадочные места. Если они разбиты, то нужно провести замену самого ролика. Но если крепление оси и шпильки в норме, а люфт имеется, то менять нужно весь корпус.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами». Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление.
Проверка ленточной пилы

Ленточные пилы для заточки.
Очень часто плохая заточка пилы приводит к появлению дефектов на поверхности доски. Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
Чтобы продлить качественную работу ленточной пилы, нужно учесть еще ряд важных факторов.
К ним относятся порода древесины, диаметр заготовки, давление натяжки которое в идеале должно быть 170-180 бар, скорость распиливания, а также профессионализм самого оператора.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Видео в тему
Подробнее о каждой модели я расскажу в следующей статье, где сравню характеристики и преимущества популярных моделей. Желаю Вам правильной настройки и качественной распилки. С Вами был Андрей Ноак, до свидания и до новых встреч в блоге!
Источник
Купить в интернет-магазине, лучшие цены, недорогая доставка
Вы здесь
Настройка ленточной пилорамы — последовательность выставления пильной ленты на шкивах станков. Что нужно делать для эффективной работы пилорамы — настройка ленточной пилорамы






















Выбор типа пилорамы и их особенности
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%..jpg)
Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре.
Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.

Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).

Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.

Этап 2 Положение колес относительно горизонтально натянутой нити.
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).

Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы

Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Выбираем направляющие — все для качества пиломатериала
.jpg) Почему для ленточной пилорамы нужно приготовить фундамент? Ответ прост: даже минимальный перепад высоты рельсового пути дает ощутимую волну на доске. Продать «волнистый» пиломатериал вы сможете с минимальной для себя прибылью, а то и просто по себестоимости. Так что экономия на фундаментах неоправданна и ведет только к большим убыткам.
Почему для ленточной пилорамы нужно приготовить фундамент? Ответ прост: даже минимальный перепад высоты рельсового пути дает ощутимую волну на доске. Продать «волнистый» пиломатериал вы сможете с минимальной для себя прибылью, а то и просто по себестоимости. Так что экономия на фундаментах неоправданна и ведет только к большим убыткам.
Щелевые направляющие – это еще одно решение, которое призвано уменьшить проблемы, связанные с эффектом волны. Даже при частично неправильной заточке ленточной пилы эти направляющие удержат ее от виляния вверх-вниз. Без них такая пила будет «искать свое место» в бревне, что может дать 2-3 волны на метре пиломатериала, который при таких условиях сразу же можно будет выбрасывать.
Обслуживание и особенности ленточных пил — практические советы
Правильная эксплуатация и регулярное обслуживание ленточных пил, значительно продлевают их срок службы, и позволяют получать стабильное качество поверхности распила. После приобретения ленточных пил, до ввода в эксплуатацию, необходимо их развернуть и дать пилам отлежаться в течение 24 часов, т. к. во время транспортировки ленточные пилы находятся в свернутом виде при котором в металле образуются неравномерные напряжения. Хранить ленточные пилы рекомендуется в развернутом состоянии.
Основными операциями по обслуживанию ленточных пил являются: очистка ленточной пилы и визуальный осмотр; заточка ленточной пилы; разводка зубьев ленточного полотна; ремонт (сварка) полотна ленточной пилы. Ориентировочная продолжительность работы ленточной пилы на деревообрабатывающей пилораме, до проведения технического обслуживания не должна превышать 1-1,5 часов (или не более 1-1,5 м3 круглого леса). Необходимость проведения технического обслуживания может быть меньше, и определяться оператором. Некоторые специалисты рекомендуют после каждых 1-1,5 часа работы на ленточной пилораме, давать пиле отдых 12-24 часа, для того, чтобы ленточная пила «сбросила» накопившиеся в процессе работы усталостные напряжения. Если поверхность распила перестает быть гладкой, появляется волнообразный срез (волнит), ленточная пила смещается назад на пильных шкивах и направляющих роликах, давление в механизме натяжения (сила натяжения) пилы уменьшается, значит пила затупилась или уменьшилась величина разводки зубьев.
Рекомендуемая сила натяжения ленточной пилы составляет 160-190 кгс/см3. Если сила натяжения постоянно уменьшается, значит ленточная пила затупилась. Во время перерывов в работе (подача бревна, кантование, пакетирование досок и др. ) необходимо снимать натяжение пилы, так как в это время пила охлаждается и сокращается (особенно в зимнее время), а это может привести к ее разрыву. Слишком маленькое или слишком большое натяжение пилы приведет к появлению микротрещин..jpg)
В процессе распиловки в зону пиления необходимо подавать смазочно-охлаждающую жидкость (вода, эмульсия, солярка) для охлаждения ленточной пилы, уменьшения трения о древесину, а также для очистки ленточной пилы от налипшей смолы и опилок. Однако, даже идеальное качество ленточной пилы и регулярное обслуживание не гарантирует успеха. Ленточная пилорама, также, должна содержаться в отличном состоянии. Пильные шкивы пилорамы должны содержаться в чистоте.
Очистка шкивов производится с помощью скребков. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики ленточной пилорамы должны быть выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо заменять, так как изношенные направляющие с налипшими смолой и опилками вызывают вибрацию ленточной пилы, что приводит к ухудшению качества распила и уменьшению срока службы пилы.
Вибрацию, также, вызывают эксцентриситет пильных шкивов, люфт или износ в подшипниковых узлах ленточной пилорамы, не затянутые болты, неправильно установленные стойки, а также износ поверхности пильных шкивов и приводных ремней ленточной пилорамы. По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали (см. инструкцию пилорамы).
Ленточная пила устанавливается на пилораме таким образом, чтобы базовая линия зубьев (линия межзубной впадины) выступала за край пильного шкива на расстояние 2-5 мм. Подвижный ролик должен быть установлен как можно ближе к распиливаемому бревну. При распиловке хвойных смолистых пород древесины, ленточное полотно пилорамы покрывается слоем смолы и опилок, при этом пила не режет, а «трет» древесину. Повышение трения приводит к перегреву пилы и быстрому затуплению. Поэтому следует постоянно следить за чистотой ленточной пилы, используя различные жидкости и щетки для очистки пил. При транспортировке и хранении ленточных пил, их следует предохранять от повреждений (царапин, сколов и т.п.), так как в процессе работы они будут служить точками зарождения микротрещин. Пол в мастерской по обслуживанию ленточных пил должен быть деревянным или с резиновым покрытием.
Заточка зубьев ленточных пил — как делать правильно?
В процессе распиловки, зубья ленточных пил подвергаются интенсивному износу и стачиваются, поэтому следует регулярно проводить перетачивание. Тупые зубья приводят к излишнему напряжению в ленточном полотне, и как следствие образования волны на распиливаемом материале, также, возрастает усилие, требуемое для распиловки древесины. Тупые зубья значительно снижают производительность, качество получаемого пиломатериала и срок службы ленточной пилы. Кроме того увеличивается трудоемкость заточки.
Внешними признаками затупления ленточной пилы являются: кончики зубьев становятся круглыми и блестящими; натяжение пилы уменьшается; ухудшение качества поверхности распила, появление волнообразного распила; Средняя продолжительность работы ленточной пилы между заточками не должна превышать 1-1,5 часа или 1-1,5 м3 круглого леса. При значительной затупленности ленточной пилы, заточку лучше проводить за два прохода. В этом случае полотно пилы не будет перегреваться. Перегрев зубьев приводит к изменению твердости зубьев и появлению микротрещин..jpg)
В процессе заточки следует шлифовать всю линию зубьев, включая межзубные углубления, чтобы на поверхность вышел «свежий» материал, т. к. в процессе пиления образуется невидимые микротрещины и их необходимо стачивать. В противном случае, в результате значительных напряжений в углублениях между зубьями при распиловке, микротрещины развиваются в большие трещины и приводят к разрыву ленточной пилы. Кроме того, шлифование всей линии зубьев позволяет сохранить площадь углублений между зубьями и угол зуба, в результате чего пильное полотно эффективно врезается в древесину и полностью удаляются опилки из пропила.
Пила в заточном станке должна быть установлена таким образом, чтобы нижняя часть углубления между зубьями была не выше 2-3 мм от верхней поверхности зажима, иначе в процессе заточки пила будет вибрировать. Все люфты в механизмах должны быть устранены, так как они приведут к неоднородной заточке. Появляющиеся при заточке заусеницы необходимо удалять, поскольку они увеличивают локальные напряжения и приводят к появлению микротрещин в полотне ленточной пилы.
Во многом качество заточки зависит от правильного подбора заточных кругов. Перед использованием шлифовальный круг необходимо проверить на отсутствие сколов и трещин. Для заточки ленточных пил используются круги средней твердости и средней зернистости, толщиной 5-8 мм. Если размер частиц слишком мелкий, связующее вещество слишком твердое или круги слишком толстые — возникает опасность перегрева полотна ленточной пилы. Если размер частиц слишком большой, то они образуют глубокие царапины, которые приводят к появлению трещин на ленточной пиле в процессе распиловки. Если связующее вещество недостаточно твердое, а структура абразива недостаточно плотная, круги быстро изнашиваются, теряют свою форму, что приводит к отличиям в заточке зубьев вдоль полотна.
Для того, чтобы шлифовальный круг производил правильную форму зуба при заточке, он должен иметь профиль, соответствующий профилю зуба ленточной пилы. Оправка круга производится с помощью алмазного камня. Вначале производится оправка кромки — цилиндрической поверхности круга, при этом образуется фаска, параллельная поверхности зажима заточного станка. Далее производится оправка левого угла кромки круга, с маленьким радиусом скругления. И в заключении производится оправка правой части заточного круга под углом, соответствующего углу задней поверхности зуба ленточной пилы. В процессе заточки пил следует постоянно следить за профилем заточного круга, проводить при необходимости повторную оправку, т. к. износ заточного круга приводит к неоднородной заточке по длине пилы и изменению углов зубьев.
При заточке необходимо сохранять передний и задний углы зуба (изменять по мере необходимости). Чем мягче древесина, тем больше должен быть передний угол зуба (атака зуба). В настоящее время на рынке появился достаточно широкий ассортимент ленточных пил, и все они имеют свой индивидуальный профиль (профиль зубьев и впадины) который выбирался на основе определенных расчетов и экспериментов. При заточке очень важно сохранять первоначальный профиль пилы, т. к. его изменение приведет к ухудшению качества распила и значительно сократит срок службы ленточной пилы.
В процессе заточки часто встречаются следующие дефекты и ошибки: Перегрев пилы (ожег) шлифовальным кругом; Появление заусениц; Заточка без охлаждающей жидкости; Царапины и задиры на поверхности зуба, особенно опасны царапины в межзубном углублении; Неправильная регулировка механизмов заточного станка (поверхности зубьев шлифуются не полностью или не равномерно); Люфт в механизмах заточного станка; Неправильный выбор заточного круга; Неправильная оправка заточного круга; Неправильный выбор скоростей подачи пилы и вращения заточного круга; Уменьшение или увеличение рекомендуемого угла наклона (заточки) зуба. Все эти причины значительно снижают срок службы ленточной пилы.
Первым признаком перегрева (ожега) является появление цветов побежалости на поверхности стали полотна, которые указывают на то, что этот участок был перегрет. Наиболее опасен перегрев нижней части межзубного углубления. Критическая ситуация возникает, когда зубья и углубления нагреваются до температуры закалки стали. Соседний холодный металл быстро отводит тепло трения от шлифуемой поверхности. быстрое охлаждение приводит к появлению очень твердой и хрупкой структуры не отпущенного мартенсита. Если этот дефект не устранен, то начнут образовываться микротрещины, и кромка сломается или быстро затупится во время распиловки.
Где купить пилораму и как открыть свое дело пилорама — читайте на нашем сайте.
Качественная разводка зубьев ленточных пил
Разводка зубьев является одним из важнейших факторов, влияющих на распиловочные свойства пилы. При работе на ленточной пилораме, заточке зубьев (а как следствие уменьшения их высоты), разводка также уменьшается и требуется проведение разводки зубьев ленточной пилы. Разводка зубьев — это линейная величина отклонения зуба на заданный угол относительно плоскости полотна пилы. Величина разводки зависит от свойств древесины и диаметра бревна. Чем больше разводка зубьев, тем шире пропил и требуется приложить большее усилие при распиловке, доски остаются плотно прессованные. Слишком маленькая разводка приведет к сильному трению, перегрева ленточного полотна и к появлению волнообразного распила. При разводке, зубья пилы загибаются попеременно налево и направо. Каждый третий зуб оставляют не разведенным, который выполняет роль подчищающего зуба и удаляет опилки из зоны пиления, тем самым расчищая пропил..jpg)
Разводка осуществляется примерно на верхнюю треть высоты зуба. Если зубья разводить на полную высоту — это приведет к появлению волнистой базовой линии полотна и появлению трещин. Точка изгиба (где толкатель разводного станка давит на зуб), должна быть примерно на половине высоты зуба. Если линия изгиба расположена слишком низко, будет гнуться сама лента, а не зуб. Это влечет за собой преждевременный разрыв ленточной пилы. Если точка изгиба расположена слишком высоко, гнется верхняя часть зуба, пила будет неустойчивой, а распиловка волнистой, это снижает скорость пиления, а также возможен излом вершины зуба.
Неправильная заточка и разводка пилы — основная причина преждевременного выхода ленточной пилы из строя. Весь процесс заточки и разводки служит продлению жизни пилы. Зубья должны быть разведены только на необходимую и точно одинаковую для всех зубьев величину, которая выбирается в зависимости от породы (твердости) распиливаемой древесины. Рекомендуемая разводка зубьев вы можете найти в выше опубликованной таблице. При увеличении диаметра бревен, а также при пилении очень смолистых пород, следует увеличивать разводку (принимать верхние значения). Нельзя пилить с одной и той же величиной разводки разные по диаметру бревна, т. к. при пилении бревен диаметром 600 мм образуется в два раза больше опилок, чем при пилении бревна диаметром 300 мм, в таких случаях разводку необходимо увеличивать примерно на 20%.
Реклама
Статистика Видео: 0
Комментарии
Источник