- Ремонт шкивов ленточных пилорам
- Техническое обслуживание шкивов ленточнопильных станков
- Настраиваем ленточную пилораму
- Введение
- Этапы подготовки ленточки
- Подбор и настройка оборудования
- Осмотр деталей механизма
- Проверка ленточной пилы
- Несколько слов о самых популярных моделях ленточных пилорам
- Авангард
- Атлант
- МВ-2000
- Видео в тему
- Регулировка направляющих роликов на ленточной пилораме
- Направляющий ролик
- Установка и регулировка направляющих роликов
- Установка
- Регулировка
Ремонт шкивов ленточных пилорам
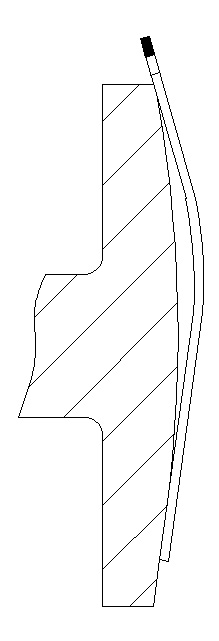
При несоответствии профиля вальцованной ленты и профиля шкива возникают дополнительные изгибы и растяжения ленты, которые приводят к потере устойчивости положения пилы на шкиве и образованиям трещин.
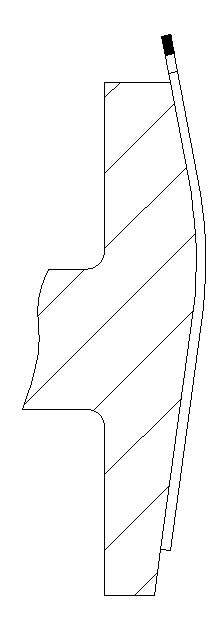
Профиль правильно развальцованной ленты имеет выпуклость, которая должна совпадать с выпуклостью профилированного шкива.
При соответствии профиля ленты и профиля шкива достигается хорошее прилегание ленты к поверхности шкива, и лента выдерживает давление даже при высокой подаче.
Важным параметром в ленточном лесопилении является профиль шкива.
Пильные шкивы имеют профилированную по сфере поверхность, что обеспечивает лёгкое достижение стабильного положения пильной ленты при пилении.
Профилированные шкивы, увеличивают устойчивость ленточного полотна при работе, что позволяет увеличить скорость подачи и продлить срок эксплуатации ленточной пилы.
От состояния рабочих поверхностей пильных шкивов в значительной степени зависит срок эксплуатации ленточной пилы, после 3000-5000 часов работы необходимо восстановить первоначальный профиль.
Какой бы совершенный станок не использовался для распиловки древесины, это всего лишь устройство, приводящее в движение ленточную пилу. Несоблюдение регламента профилирования шкивов ленточнопильных станков приводит к сокращению срока эксплуатации ленточной пилы.
Осуществляем услуги по следующим направлениям:
- Профилирование шкивов ленточных пилорам.
- Профилирование колёс ленточных пилорам.
- Профилирование шкивов ленточнопильных станков.
- Профилирование колёс ленточнопильных станков.
- Бомбировка шкивов ленточных пилорам.
- Шлифовка колёс ленточных пилорам.
- Бомбировка шкивов ленточнопильных станков.
- Шлифовка шкивов ленточнопильных станков.
- Шлифовка колёс ленточнопильных станков.
- Восстановление профиля шкивов ленточных пилорам.
- Восстановление профиля колёс ленточных пилорам.
- Восстановление профиля шкивов ленточнопильных станков.
Источник
Техническое обслуживание шкивов ленточнопильных станков
Техническое обслуживание шкивов ленточнопильных станков
Для поддержания хорошего и стабильного качества работы и долговременной эксплуатации деревообрабатывающее оборудование требует надлежащего ухода. Компания «Ленточка» предлагает комплекс услуг по техобслуживанию ленточных пилорам, в том числе ремонт шкивов. Своевременный ремонт шкива – гарантия успешного ведения бизнеса и безперебойная работа станка.

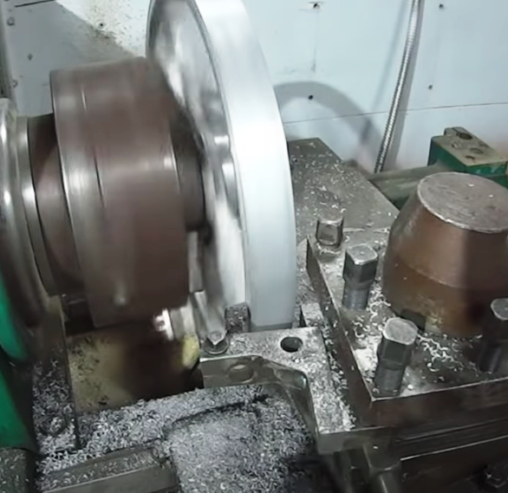
В ленточной пилораме шкивы исполняют роль ведущих колес. По мере износа их рабочей поверхности, профиль шкивов требуется периодически подправлять с помощью квалифицированных специалистов компании «Ленточка». Мы производим ремонт всех типов пилорам, протачиваем шкивы, восстанавливаем посадочные отверстия, ремонтируем трещины и др.
Переработчики леса часто имеют дело со следующими проблемами в работе ленточных пил, связанных с неисправными шкивами, это:
- по заготовкам идет «волна»;
- пилы рвутся;
- получаются некачественные срезы и прочее.
Как правило, подобные огрехи в работе оборудования в 90% случаев указывают на неправильное обслуживание и содержание инструментов и комплектующих.
Что входит в услугу ремонта шкивов
Мы производим на современном оборудовании следующие операции:
- проточку рабочей плоскости шкива;
- балансировку;
- восстановление посадочного отверстия (втулка);
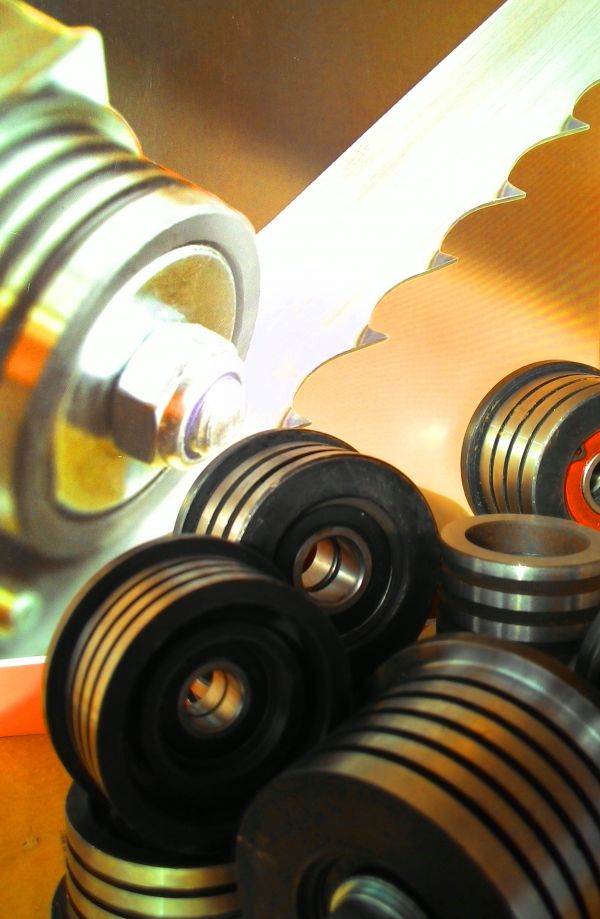
Пильные шкивы должны быть правильным образом сбалансированы, а эту специфическую работу может выполнить только опытный мастер на специальном станке. Наша производственная база имеет в наличии полный комплект необходимого оборудования для производства всех видов услуг, связанных с ремонтом шкивов.
Мы выполняем высокоточную динамическую балансировку шкива в одноплоскостной коррекции.
Если шкивы долго не протачивать и должным образом не настраивать, пилы будут часто рваться и выходить из строя. Поверхность этой детали должна быть исключительно гладкой, без признаков зазубрин и раковин. Мы восстановим поверхности посадочных отверстий на своих токарных, расточных, хонинговальных.
Правильно настроенное ведущее колесо ленточной пилорамы послужит нормальному и точному процессу деревообработки. Все ваши пилы будут пилить даже тяжелую древесину без волн, отлично держать разводку, обеспечивая высокую производительность ленточнопильных станков.
Источник
Настраиваем ленточную пилораму




Здравствуйте уважаемые подписчики и читатели блога Андрея Ноака! Так как я уже давно работаю с деревом, у меня накопилось много знаний по его обработке. В том числе и на ленточных пилорамах. Правильная настройка оборудования — залог качественного материала на выходе. И в этой статье Вы узнаете, как настроить ленточную пилораму.
Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна». Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.

Этапы подготовки ленточки
Настройка ленточной пилорамы условно делится на несколько этапов:
- Подбор нужных пил и настройка оборудования;
- Осмотр видимых деталей механизма;
- Проверка правильной заточки ленточной пилы.
Обо всем по порядку.
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка. Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
При замене роликов, обратите внимание на посадочные места. Если они разбиты, то нужно провести замену самого ролика. Но если крепление оси и шпильки в норме, а люфт имеется, то менять нужно весь корпус.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами». Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление.
Проверка ленточной пилы

Ленточные пилы для заточки.
Очень часто плохая заточка пилы приводит к появлению дефектов на поверхности доски. Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
Чтобы продлить качественную работу ленточной пилы, нужно учесть еще ряд важных факторов.
К ним относятся порода древесины, диаметр заготовки, давление натяжки которое в идеале должно быть 170-180 бар, скорость распиливания, а также профессионализм самого оператора.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Видео в тему
Подробнее о каждой модели я расскажу в следующей статье, где сравню характеристики и преимущества популярных моделей. Желаю Вам правильной настройки и качественной распилки. С Вами был Андрей Ноак, до свидания и до новых встреч в блоге!
Источник
Регулировка направляющих роликов на ленточной пилораме
Регулировка направляющих роликов, или как их ещё называют успокоители, одна из важных операций на ленточных пилорамах. Кроме того, от правильной регулировки роликов, будет зависеть конечный размер материала, а так же качество обработки всего материала.
 Прежде всего, рассмотрим сам направляющий ролик. Его составляющие и возможные неисправности, а так же методы их устранения.
Прежде всего, рассмотрим сам направляющий ролик. Его составляющие и возможные неисправности, а так же методы их устранения.
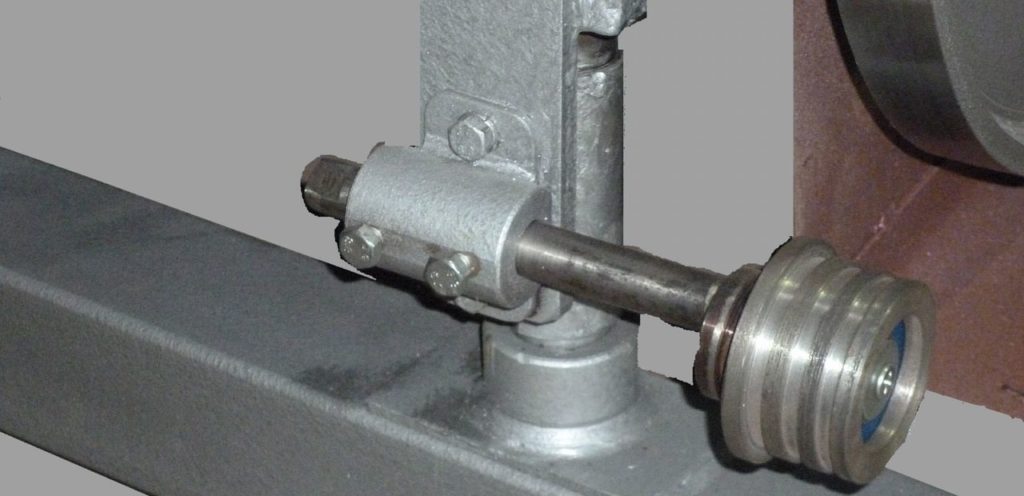
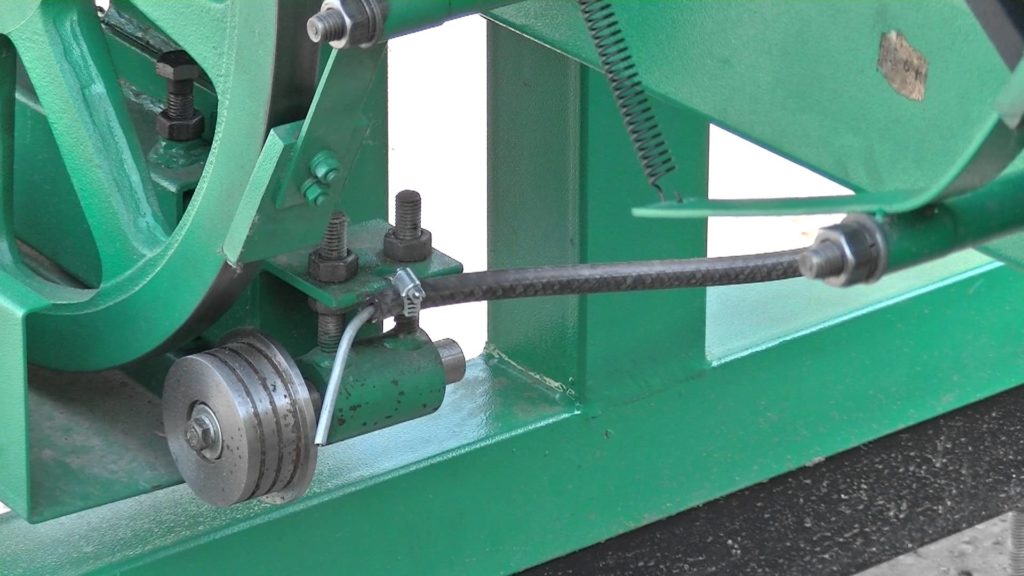
Направляющий ролик
Состоит ролик из нескольких частей, Это, конечно же, сам ролик, подшипники, обычно их два, стопорные кольца и промежуточное кольцо или шайба. Сами подшипники, бывают различной марки в зависимости от вида пилорамы. Также, между ними устанавливается шайба, для пропуска смазки. Все это фиксируется вместе с подшипниками внутри ролика стопорами. Для которых внутри ролика имеются специальные прорези.

Затем ролик с подшипниками набивается на вал и фиксируется на валу болтом, либо гайкой. Также, валы могут быть простыми, прямыми. А могут быть смещёнными в сторону, их называют ещё эксцентриками. Если простой вал регулируется шпильками вверх-вниз. То эксцентрики регулируются просто поворотом вала.

Прежде всего, ролик имеет круглую форму различного диаметра. В то время, с тыльной стороны имеется бордюр для предотвращения схода пильной ленты. Также, на поверхности ролика находятся прорези для выброса опилок. Кроме того необходимо учесть, что во время эксплуатации обязательная чистка этих прорезей, даёт неплохой результат.
Установка и регулировка направляющих роликов
Установка
Прежде всего, перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала. Так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной по ширине. Потому что, во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Также и по диаметру, ролик не должен быть эллипсом.

После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом. В том случае, если держатели на шпильках. Следовательно, несколькими болтами фиксируется, если это эксцентрик.
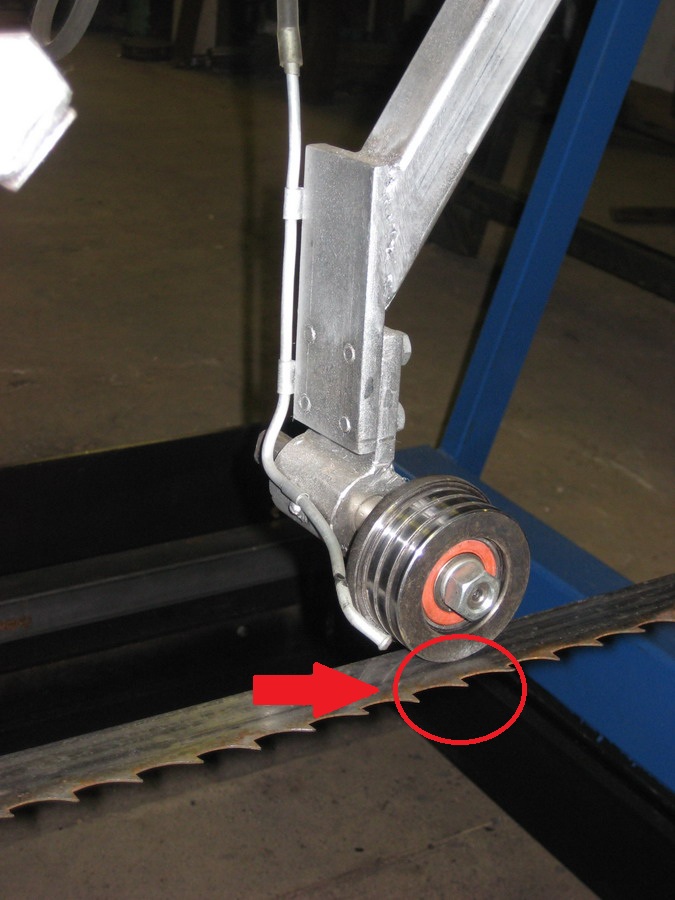
Регулировка
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
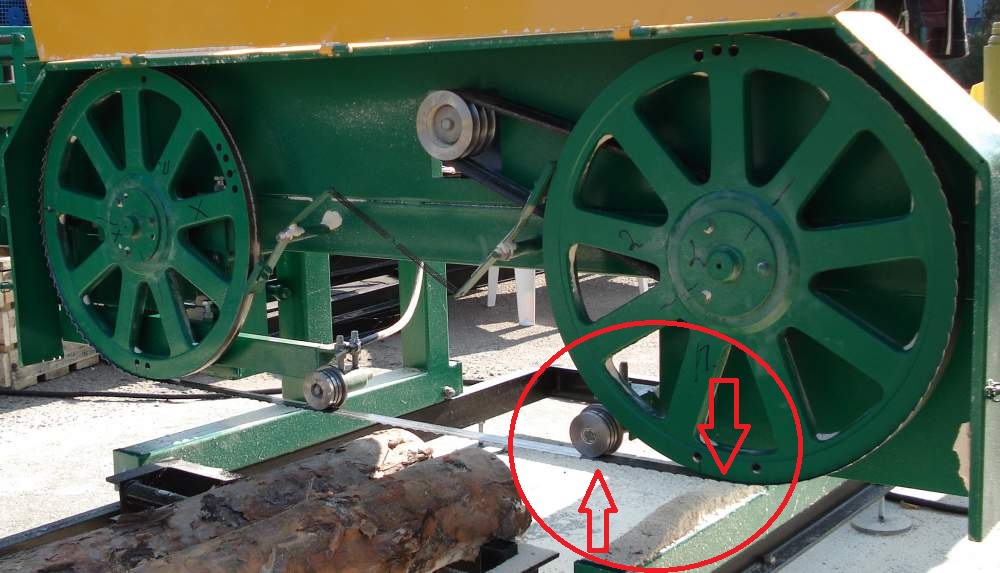
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.
Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы. Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому.

После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.
Источник