- 3В423 станок круглошлифовальный для перешлифовки шеек коленвалов Схемы, описание, характеристики
- Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
- 3В423 станок круглошлифовальный для перешлифовки шеек коленвалов. Назначение и область применения
- Шлифование шеек коленчатых валов на круглошлифовальном станке
- Габарит рабочего пространства станка 3В423 для перешлифовки коленвалов
- Общий вид круглошлифовального станка 3В423
- Процесс шлифовки на круглошлифовальном станке 3В423
- Образец шлифовки на круглошлифовальном станке 3В423
- Расположение составных частей круглошлифовального станка 3В423
- Перечень составных частей шлифовального станка 3В423
- Расположение органов управления круглошлифовальным станком 3В423
- Перечень органов управления шлифовальным станком 3В423
- Расположение органов управления на пульте круглошлифовального станка 3В423
- Перечень органов управления на пульте станка 3В423
- Кинематическая схема круглошлифовального станка 3В423
- Гидравлическая схема круглошлифовального станка 3В423
- Установочный чертеж круглошлифовального станка 3В423
- Технические характеристики станка 3В423
- Список литературы:
- Ремонт шлифовальных станков 3в423
- Шлифовальные станки ремонт и обслуживание от 4 900 руб
- Ремонт шлифовальных станков.
- Виды поломок
- Виды станков
- Самостоятельный ремонт
- Части, из которых состоит станок
- Стоимость ремонта
3В423 станок круглошлифовальный для перешлифовки шеек коленвалов
Схемы, описание, характеристики
Производитель универсального круглошлифовального станка для перешлифовки шеек коленвалов модели 3В423 — Лубенский станкостроительный завод в настоящее время ОАО «Шлифверст».
Завод «Феникс» основан в 1915 году и в 1918 году получил наименование «Коммунар». С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3В423 станок круглошлифовальный для перешлифовки шеек коленвалов. Назначение и область применения
Круглошлифовальный станок 3В423 является дальнейшим усовершенствованием станка модели 3А423.
Шлифовальный станок 3В423 предназначен для перешлифовки коренных и шатунных шеек коленчатых валов длиной до 1600 мм и весом до 150 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3В423 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Разработчик — лубенский станкостроительный завод «Коммунар».
Шлифование шеек коленчатых валов на круглошлифовальном станке
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
- допуск на диаметр 6 — 10 мкм
- допуск на некруглость и нецилиндричность 3 мкм
- шероховатость Ra = 0,63 мкм
- непараллельность осей коренных и шатунных шеек 6—8 мкм
Шлифование шеек коленчатых валов представляет значительные трудности из-за его сложной конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего отношения длины вала к диаметру шеек и поэтому пониженной его жесткости. Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
Габарит рабочего пространства станка 3В423 для перешлифовки коленвалов
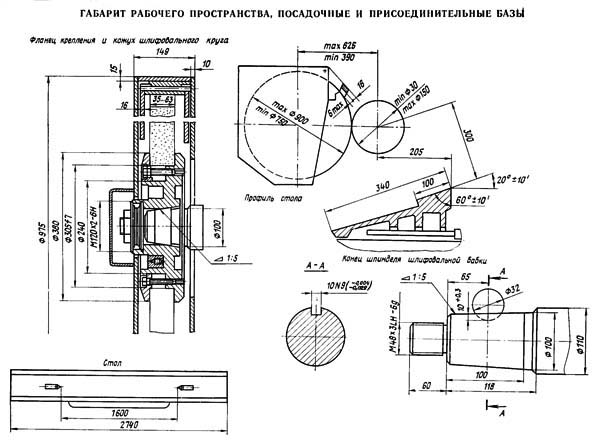
Габарит рабочего пространства станка 3в423
Общий вид круглошлифовального станка 3В423

Фото круглошлифовального станка 3в423
Процесс шлифовки на круглошлифовальном станке 3В423

Процесс шлифовки на круглошлифовальном станке 3в423
Образец шлифовки на круглошлифовальном станке 3В423

Образец шлифовки на круглошлифовальном станке 3в423
Расположение составных частей круглошлифовального станка 3В423
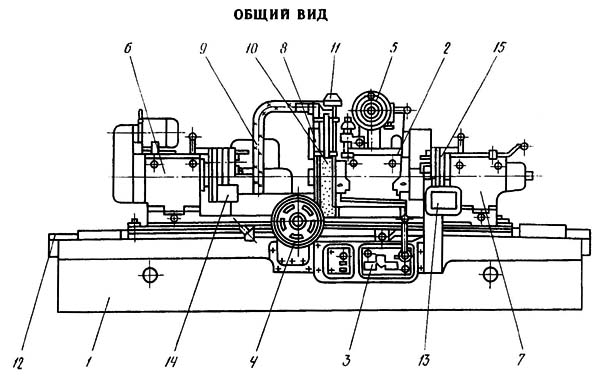
Расположение составных частей круглошлифовального станка 3в423
Перечень составных частей шлифовального станка 3В423
- Станина — 3В423.100-1
- Шлифовальная бабка — 3В423.200-1
- Гидравлическое управления — 3В423.300-1
- Механизм ручного перемещения стола — 3В423.400
- Механизм поперечной подачи — 3В423.500-1
- Бабка передняя — 3В423.610-1
- Бабка задняя — 3В423.710
- Кожух шлифовального круга — 3В423.831
- Охлаждение — 3В423.850-1
- Фланец шлифовального круга — 3В423.860; 3В423.865
- Прибор правки — 3В423.875
- Ограждение — 3В423.910-1
- Электрооборудование — 3В423.95000-2
- Патрон левый — 3В423.936-1
- Патрон правый — 3В423.939
Расположение органов управления круглошлифовальным станком 3В423
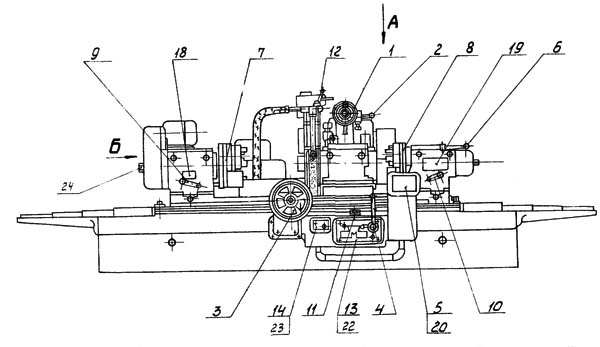
Расположение органов управления круглошлифовальным станком 3в423
Перечень органов управления шлифовальным станком 3В423
- Маховик поперечной подачи шлифовального круга
- Рукоятка толчковой подачи шлифовального круга
- Механизм ручного перемещения стола
- Рукоятка гидравлического перемещения стола, быстрого отвода и подвода шлифовальной бабки
- Пульт управления
- Рукоятка отвода пиноли задней бабки
- Механизм вертикального перемещения левого патрона
- Механизм вертикального перемещения правого патрона
- Рукоятка фиксации планшайбы передней бабки
- Рукоятка фиксации планшайбы задней бабки
- Рычаг реверса стола
- Кран охлаждающей жидкости
- Гидропанель стола
- Дроссель скорости стола
- Шестигранник под ключ для включения муфты привода изделия
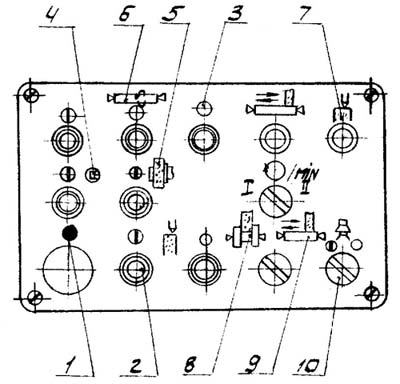
Расположение органов управления на пульте круглошлифовального станка 3В423
Расположение органов управления на пульте станка 3в423
Перечень органов управления на пульте станка 3В423
- Общий стол
- Пуск
- Стоп
- Гидравлика
- Шлифовальный круг
- Вращение изделия
- Правка круга
- Только продольное шлифование
- Освещение
Кинематическая схема круглошлифовального станка 3В423

Кинематическая схема круглошлифовального станка 3в423
Посредством ряда кинематических цепей и гидравлического привода в станке осуществляются следующие движения
- Вращение шлифовального круга
- Вращение изделия
- Ручная поперечная подача шлифовального круга
- Быстрый (гидавлический) подвод и отвод шлифовальной бабки
- Ручное продольное перемещение стола
- Продольное перемещение стола от гидропривода
- Осевое перемещение пиноли задней бабки
- Вертикальное перемещение зажимных патронов
- Автоматическая правка периферии круга
Гидравлическая схема круглошлифовального станка 3В423
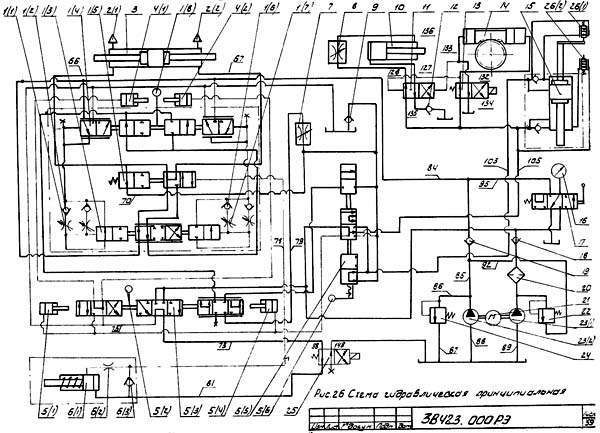
Гидравлическая схема круглошлифовального станка 3в423
Установочный чертеж круглошлифовального станка 3В423
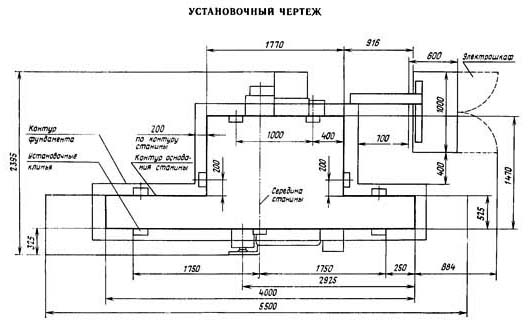
Установочный чертеж круглошлифовального станка 3в423
Технические характеристики станка 3В423
| Наименование параметра | 3В423 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-71 | П |
| Наибольший диаметр устанавливаемого изделия, мм | 580 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 1600 |
| Наибольшая длина устанавливаемого изделия в патронах, мм | 1450 |
| Диаметр шлифования без люнета, мм | 30..150 |
| Диаметр шлифования в люнете, мм | 30..110 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 300 |
| Наибольшая длина шлифования, мм | 1600 |
| Наибольший радиус кривошипа, мм | 105 |
| Наибольшая масса обрабатываемого изделия, кг | 150 |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола от руки/ от гидравлики, мм | 1600/ 1600 |
| Скорость перемещения стола от гидросистемы наименьшая/ наибольшая, м/мин | 0,2/ 4,0 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 2/ 15,2 |
| Наименьший ход стола между упорами, мм | |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 3 |
| Цена деления шкалы поворота верхнего стола, град | |
| Цена деления шкалы поворота верхнего стола (конусность), мм/м | |
| Шлифовальная бабка | |
| Диаметр шлифовального круга — наименьший/ наибольший, мм | 750/ 900 |
| Диаметр шлифовального круга — посадочный, мм | 305 |
| Наибольшая высота устанавливаемого круга, мм | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 740 |
| Конец шлифовального шпинделя, мм | 1:5 |
| Механизм поперечных подач шлифовальной бабки | |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 175 |
| Величина быстрого подвода шлифовальной бабки, мм | 100 |
| Время быстрого подвода шлифовальной бабки, с | |
| Толчковая подача — периодическая подача с реверсированием стола (на один зуб храпового колеса), мм | 0,0025 |
| Цена деления лимба поперечной подачи, мм | 0,005 |
| Цена деления лимба тонкой поперечной подачи, мм | 0,0025 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика (лимба), мм | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | |
| Передняя бабка | |
| Частота вращения изделия (при частоте тока 50 Гц), об/мин | 30; 60; 90; 180 |
| Количество скоростей вращения изделия | 4 |
| Конус шпинделя передней бабки | Морзе 5 |
| Задняя бабка | |
| Величина отвода пиноли задней бабки от руки рычагом/ винтом, мм | 35/ 55 |
| Конус шпинделя пиноли задней бабки | Морзе 4 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель шпинделя шлифовальной бабки М1, кВт | 11,0 |
| Электродвигатель насоса системы охлаждения М2, кВт | 0,25 |
| Электродвигатель магнитного сепаратора М3, кВт | 0,09 |
| Электродвигатель основного насоса гидросистемы М4, кВт | 2,2 |
| Электродвигатель насоса системы смазки шпинделя М5, кВт | 0,09 |
| Электродвигатель насоса системы смазки направляющих стола М6, кВт | 0,09 |
| Электродвигатель привода изделия М7, кВт | 1,75 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 5500 х 2550 х 1670 |
| Масса станка с электрооборудованием и охлаждением, кг | 8180 |
Список литературы:
Связанные ссылки. Дополнительная информация
Источник
Ремонт шлифовальных станков 3в423
Шлифовальные станки ремонт и обслуживание от 4 900 руб
Ремонт шлифовальных станков.
Любой инструмент не вечен, подвержен поломкам и нуждается в периодической замене. То же касается и шлифовальных станков. Но в некоторых случаях для дальнейшего нормального функционирования повреждённой машины достаточно устранить возникшую неисправность, причём сделать это можно и самостоятельно.
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Самостоятельный ремонт
Конечно, доверить ремонт сломанного станка лучше специализированным мастерским. Самостоятельно можно проводить поверхностную диагностику, следить за исправным функционированием агрегата, своевременно очищать элементы станка и работать в соответствии с техникой безопасности. Эти нехитрые действия вполне могут отсрочить или предотвратить появление какого-либо нарушения. Также в инструкции к каждому станку перечислены основные неисправности и методы их самостоятельного устранения. Например, остановка шлифовального круга исправляется натягиванием клиновых ремней, затягиванием гайки крепления круга на валу или промыванием ремней и канавок на шкивах — в зависимости от вероятных причин.
Части, из которых состоит станок
Конструкция шлифовальных станков различных видов неодинакова. Какие-то части повторяются, а некоторые присущи только определённым типам станков.
Основными составными элементами и узлами выступают:
- рабочий стол — может быть горизонтальным и вертикальным;
- патрон или магнитная плита — фиксирует заготовку;
- шпиндельная бабка — служит креплением для абразивного инструмента;
- абразивный инструмент — представляет собой шлифовальный круг или ленту;
- вытяжка — служит для удаления абразивной пыли, характерна для ленточных станков;
- станина;
- гидравлическое управление;
- электродвигатель;
- передняя и задняя бабки;
- кожух;
- насос;
- механизмы для перемещения стола и подачи.
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Источник