- Ремонт шнеков винтовых конвейеров
- Виды оборудования
- Наши работы
- ООО ПЕРС-ЛТД
- Восстановление шнековых транспортеров
- Восстановление деталей шнековых транспортеров, деканторов и центрипрессов
- Ремонт шнеков: причины износа и способы предотвращения
- Предотвращение повреждений шнеков с покрытием MODENGY
- Ремонт шнека
- О компании
- Наша компания рада приветствовать Вас на своем сайте. Мы предлагаем только высококачественный ремонт Вашего экструзионного оборудования.
- УСЛУГИ ПО РЕМОНТУ
- ФОТО НАШИХ РАБОТ
- НОВЫЕ ШНЕКОВЫЕ ПАРЫ
- Новости
- Ножи с твердосплавной наплавкой. Изготовление и ремонт.
- Наша компания освоила производство шнековых пар до 6200 мм
- 30.08.2016 г. специалистами «Полимерные машины» выполнена дефектовка шнековой пары экструдера ARGOS 93-TPI , прибывшей в ремонт.
- Наша компания освоила высококачественное дихромирование шнеков покрытием — твердый хром.
- Статьи
- Анализ шнека и выявление микротрещин
- История развития экструдера
- Ремонт дробилок и шредеров для переработки пластика
- Устройство экструдера
- Разрушение шнека
- Дизайн шнека
Ремонт шнеков винтовых конвейеров
Цилиндрическая деталь является главным рабочим узлом шнека, поэтому максимально важно устранить поломку или дефект вовремя
Деформация поверхности приводит к замедлению рабочего процесса
На валу крепятся витки,. его поломка не позволит дальнейшую эксплуатацию оборудования
Витки с течением времени могут износиться и окраситься, диаметр постепенно становится меньше
Виды оборудования
Комплексы, необходимые для бурения скважин различного назначения
Применяются для горизонтальной транспортировки материалов
Техника для производства гранул
Сельскохозяйственное оборудование для уборки зерна
Используются для операции литья под давлением
Механизмы, предназначенные для обработки материала с помощью давления
Необходимы для производства деталей из полимерных материалов
Машины, применяемая для размягчения сырья
Готовы учесть все Ваши пожелания
Даем гарантию на длительный срок
Компания более 10 лет предоставляет качественные услуги своим клиентам
Команда разнопрофильных профессионалов
Наши работы
Необходимо было произвести ремонт запчасти для бура скважин. Нами проведено восстановление толщины металла и шлифовка гребней
В процессе ремонтных работ мы устранили изгибы и повреждения витков данной детали
Необходимо было восстановить сломанный хвостовик запчасти, далее производилась шлифовка поверхности
Нами было проведено восстановление комплектующих экструдера путем наплавки витков, впоследствии проводилась шлифовка поверхности
Источник
ООО ПЕРС-ЛТД
Ремонт промышленного оборудования восстановление геометрических размеров и технических характеристик изношенных деталей промышленного оборудования методом электродуговой и плазменной наплавок с последующей механической обработкой.
Восстановление шнековых транспортеров
31.08.2016 by admin
Восстановление деталей шнековых транспортеров, деканторов и центрипрессов
Шнековые транспортеры, декантеры и центрипрессы нашли широкое применение во всех сферах жизнедеятельности, где требуется перемещение и разделение многофазных промышленных и биологических сред. Несмотря на разнообразие технических решений данных устройств, их объединяет наличие вращающегося щнека и физические принципы реализации рабочего процесса. Наиболее нагруженной частью шнека является винтовая плоскость, подверженная активному износу трения. Специалисты нашей компании на протяжении двадцати лет реализуют технологию восстановления винтовой плоскости, а также корпусов, цапф, валов и барабанов, входящих в группу сборки.

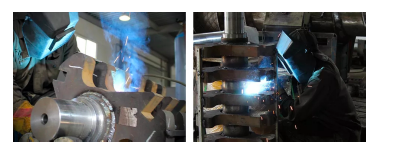
Наплавка винтовой плоскости шнекового транспортера
В основе восстановления телесности деталей лежит электродуговая и плазменная наплавка с последующей механической обработкой, в соответствии с требованиями рабочих чертежей.

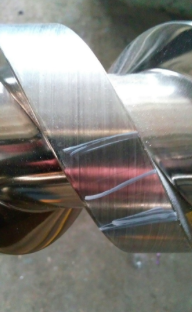
Механическая обработка винтовой плоскости шнекового транспортера
Дополнительная защита винтовой плоскости в зоне максимального износа напорной поверхности и периферийной кромки осуществляется путем установки твердосплавных пластин или газопламенной наплавки порошковых твердосплавных материалов.

Пайка твердосплавных пластин
В состав наносимых материалов могут входить карбиды вольфрама или титана. Использование твердосплавных пластин существенно продлевает ресурс трущихся поверхностей винтовой плоскости. К наиболее абразивостойким материалам относятся композиции, содеражащие карбиды вольфрама. Их применение способствует повышению абразивной стойкости в сочетании с высокой пластичностью и способностью противостоять ударным нагрузкам. Толщина общего слоя покрытия может достигать как долей миллиметров, так и нескольких миллиметров и определяется, исходя из предельных величин допустимого при эксплуатации износа и экономической целесообразности. Применение пайки твердосплавных пластин на серебряные, меднофосфористые и латунные припои для защиты от абразивного износа позволило значительно увеличить межремонтный ресурс некоторых видов оборудования в целюлозобумажной промышленности, производстве строительных материалов, буровом оборудовании и др. Контроль качества на отсутствие дефектов (микротрещин, непропаев и др.) производится визуально и с использованием неразрушающих методов дефектоскопии.

Ремонт импортного шнека
Наш опыт, знание технологии восстановления деталей и выбор самых современных материалов, гарантирует высокое качество ремонта, а также изготовления шнековых транспортеров.
ООО «Перс-Лтд» производит все работы на своей производственной базе в Санкт-Петербурге и предоставляет гарантию на все выполненные работы и материалы в течении 6 месяцев с момента сдачи работ Заказчику.
По требованию заказчика, мы можем выполнить не только восстановление геометрии, защиту трущихся поверхностей, но и динамическую балансировку ротора и полный цикл слесарных работ. Наши работы по восстановлению технического состояния различного оборудования вы можете увидеть в нашей Фото галереи
Комментарии к записи Восстановление шнековых транспортеров отключены
Источник
Ремонт шнеков: причины износа и способы предотвращения

Шнек – металлическая деталь, имеющая форму винтовой нарезки. Данный инструмент применяется в работе многих приборов и механизмов. Он предназначен для транспортировки, нагревания и смешивания полимерных материалов.
Шнек является важной составляющей грануляторов, термопластавтоматов и экструдеров и прочей техники для формовки полимерной массы. Он захватывает гранулы полимера, которые начинают плавиться от теплоты трения. Затем получившийся расплав перемешивается, гомогенизируется, сжимается и впрыскивается в специальную литьевую форму.

Обычно в оборудовании, предназначенном для переработки полимерных материалов, установлен один шнек, но встречаются и многошнековые машины. Устройства также могут быть оснащены дополнительными деталями для разделения твердых и расплавленных полимерных масс.
Техника для формовки полимеров работает в тяжелых высокотемпературных условиях, где налипание и нагорание материала на шнеки становится актуальной проблемой.
Шнеки изнашиваются по разным причинам. В основном это происходит по причине воздействия на него абразивных сред под высоким давлением при низкой переменной частоте. В результате появляются трещины, которые с течением времени становятся все больше. Когда они достигают критического размера, шнек начинает не справляться с рабочей нагрузкой.
Изношенный шток приводит к неравномерной и прерывистой подаче расплавленных полимеров, их перегреву, нагару и налипанию на оборудование.
Но самым неприятным последствием для предприятий станет увеличение количества бракованной продукции, финансовые и временные потери на остановку производственной линии для очистки от нагоревшего материала.

В случае износа, шнек можно просто заменить на новый, что, конечно, является самым эффективным способом решения данной проблемы с технической точки зрения. Однако, такой кардинальный метод – не самый экономичный вариант.
Оптимальным решением в такой ситуации может стать ремонт детали, который включается в себя несколько этапов:
- Первым делом повреждения нужно осмотреть и определить степень износа
- Далее шнек очищается, отцентровывается и шлифуется
- Затем происходит наплавка гребней
- После этого торцы витков и смесителя дорабатываются вручную
- Последним шагом будет нанесение антипригарного покрытия
По большей части данная операция может помочь восстановить работоспособность инструмента. Особое внимание стоит уделить последнему этапу, поскольку некачественно выполненная работа по восстановлению защитного слоя может привести к еще большему количеству брака.
Технические специалисты не рекомендуют восстанавливать поврежденные шнеки больше двух раз, поскольку происходит изменение геометрии детали.
Для того, чтобы минимизировать их износ необходимо наносить специальные защитные материалы. Обычно для этого используют пластичные смазки, но они неустойчивы к смыванию водой, выгорают и требуют частой замены.
Предотвращение повреждений шнеков с покрытием MODENGY
Инновационной альтернативой традиционным смазочным материалам выступают твердосмазочные покрытия. Они образуют устойчивый антипригарный слой, не смываются водой и не разрушаются под воздействием высоких температур и химически агрессивных сред. Такие материалы выпускает компания MODENGY.

Рис. Шнек с покрытием MODENGY 1007
Для нанесения на шнеки отлично подходит покрытие MODENGY 1007. Технология твердой смазки, реализованная в данном материале, обеспечивает уникальные разделительные и защитные свойства покрытия.

MODENGY 1007 работает при температурах от -50 до +350 °С и, в отличие от пластичных смазок, не нуждается в частой замене.
Материал создает на поверхностях деталей крайне устойчивый антипригарный слой. Было отмечено, что его применение сводит на нет нагорание и налипание полимеров на устройства.
Источник
Ремонт шнека
Часто бывает, что шнек, установленный на каком-либо оборудовании, выходит из строя и перестаёт отвечать заявленным техническим характеристикам. В этом случае для большинства потребителей существует лишь два варианта выхода из ситуации.
Первый вариант – это замена шнека целиком. Этот вариант кажется простым, но имеет ряд сложностей в своей реализации. Если речь идёт о сельскохозяйственной технике, то главная сложность – это непомерно высокая цена нового шнека. Будь то выгрузной шнек комбайна, или консольный шнек жатки, зерновой шнек или шнек для комбикорма, его стоимость может доходить до нескольких десятков тысяч. Ещё одна сложность заключается в том, что поставщики шнеков или официальные дилеры предлагают большие сроки поставки ремонтного шнека, что неизбежно приводит к простою техники или оборудования.
Второй вариант – это ремонт или восстановление износившегося шнека. В процессе работы наибольшему износу подвергается именно реборда шнека. Зерно, комбикорм, или строительные смеси (цемент, гипс) служат своего рода абразивом для спирали. И в процессе вращения шнека истерают металлическую ленту (полосу) из которой выполнена навивка шнека. Таким образом, сам вал шнека и посадочные места под подшипники остаются в полностью пригодном состоянии, а замены требует только спираль (реборда, навивка, лента) шнека.
Компания КОНВЕЙЕР-ЕВРОСНАБ имеет богатый опыт ремонта шнеков. Наши специалисты проводят восстановление изделия следующим путём. Сначала срезается изношенная спираль. Затем подготавливается поверхность вала. После этого новая спиральная навивка приваривается к поверхности вала и шнек приобретает первоначальные геометрические параметры и нужные технические характеристики. Далее шнек грунтуется и поставляется клиенту. Срок проведения ремонта шнека составляет несколько рабочих дней.
В случае, если посадочные места шнека требуют восстановления, наши инженеры проводят шлифовку их поверхности, либо изготавливают новые цапфы. Если вам необходимо восстановит или отремонтировать шнек, то звоните в КОНВЕЙЕР-ЕВРОСНАБ, и мы предложим вам максимально короткие сроки.
Источник
О компании
Наша компания рада приветствовать Вас на своем сайте. Мы предлагаем только высококачественный ремонт Вашего экструзионного оборудования.
УСЛУГИ ПО РЕМОНТУ
- Вопросы по ремонтам шнековРемонт плоскощелевых фильер до 2000 мм 350 000 Изготовление и ремонт фильер для ПВХ экструзии и декинга 100000 ВОССТАНОВЛЕНИЕ ШНЕКОВЫХ ПАР ГРАНУЛЯТОРОВ ПВД\ПНДВОССТАНОВЛЕНИЕ ДВУХШНЕКОВЫХ ЭКСТРУДЕРОВПЛАЗМЕННАЯ НАПЛАВКА ШНЕКОВРЕМОНТ ШНЕКОВ ЭКСТРУДЕРОВ CINCINNATI 200000 РЕМОНТ ДВОЙНЫХ ШНЕКОВЫХ ПАР ДЛЯ ЭКСТРУДЕРОВ ПВХЗОНЫ ЗАГРУЗКИ ЭКСТРУДЕРОВ, ИЗГОТОВЛЕНИЕ И РЕМОНТ 60000 РЕМОНТ ШНЕКОВ ДЛЯ ПЕРЕРАБОТКИ РЕЗИНЫ И КАУЧУКОВФИЛЬТРЫ РАСПЛАВА.РЕМОНТ. 100000 Ремонт всех марок винтовых насосов для перекачки нефтепродуктов (мазут, масло, сырая нефть, гудроны)
- Заточка ножей для дробилокИзготовление и ремонт фильер для грануляторов 50000 Хромирование шнеков покрытием — твердый хромРемонт и изготовление сегментов шнеков 20000 Восстановление, хромирование и полировка выдувных фильер 20000 Снятие размеров, изготовление чертежей, проектирование шнековых пар 10000 Ремонт дробилок и шредеровВосстановление валов дробилок и шредеровФрезы для гранулятора ремонт и изготовление 60000 Восстановление комплектующих для узлов механической обвалки прессов типа LIMA AM2CВосстановление шнеков рапсовых прессовРемонт пресса костной муки
ФОТО НАШИХ РАБОТ
:format(png)/32b795b2d2fd783.s.siteapi.org/img/21212d7324b66bdb97410645972f0132e130b948.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/56249d013fb26b16ce713db404a85a798eaa63a0.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/c8f16bb0b1581784640a7ddd95079a879273b325.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/8a9a9291b726e541667ea1e998e4c1cff2d0de8d.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/2d73ca19706c5738f9390f428df201b6ac1e53d4.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/20eb5f3ec99b0808ae5afedb4a55ce980db4bf67.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/f573f729ea529c949c7424a189bff6b853cb6e4a.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/e7a60646bb5e57b91443efc00791bd9bd6ed9c5b.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/f5ea79b0cfb9761834d292af9b8a30bb99143f31.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/0efd4ca29bfd55a2abab3e4b51f157c14543e233.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/13fe4230bd874864c3023cf8bf0324c8e20e6c82.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/b17b7eee8de5816e3b39184ebc5d78f557c6e93c.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/9c27ae6bdc92ac459478c2e61839be06ec980237.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/487e2ee6be70f5ddf38b3be3e3e7869bb0957596.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/3bb3fdaef976a4a2589e66697554d98ee8a0b196.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/96a827e99f40b0d3e60f198a863b60ec6df4b4d2.JPG)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/e8e4f7d644544a52fc2c5d839ae459b298c75165.png)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/be38bfc96b838f801a7db8aac02019ac9d4bfdf4.jpg)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/53b2c37bf67202d5cceaf852d0f264249baf7d52.jpg)
:format(png)/32b795b2d2fd783.s.siteapi.org/img/df38903ff9404d905643fbab0ee0913c2ed30c8d.JPG)
НОВЫЕ ШНЕКОВЫЕ ПАРЫ
:format(png)/32b795b2d2fd783.s.siteapi.org/img/42820fb90e56db510b09e21f1f7f8dc9cf0394f2.jpg)
Новости
Ножи с твердосплавной наплавкой. Изготовление и ремонт.
Наша компания освоила технологию изготовления и ремонта ножей
для дробилок с упрочнением карбид-вольфрамовым сплавом.
Наша компания освоила производство шнековых пар до 6200 мм
Наша компания приступила к выпуску крупногабаритных шнековых пары для грануляторов и экструдеров.
30.08.2016 г. специалистами «Полимерные машины» выполнена дефектовка шнековой пары экструдера ARGOS 93-TPI , прибывшей в ремонт.
По итогу осмотра шнековой пары выявлены следующие повреждения:
— Значительный износ гребней шнеков в зоне высокого давления и в зоне смешения.
— Повреждение хромированного слоя шнеков
— Задиры на гребнях шнеков
— Царапины, коррозия на внутренней поверхности гильзы

Остальные фото в тексте новости
Наша компания освоила высококачественное дихромирование шнеков покрытием — твердый хром.
Гарантия на работы 1 год.
На фото восстановленный шнек индийского экструдера. Сдача работ 12.11.2015.
Статьи
Анализ шнека и выявление микротрещин
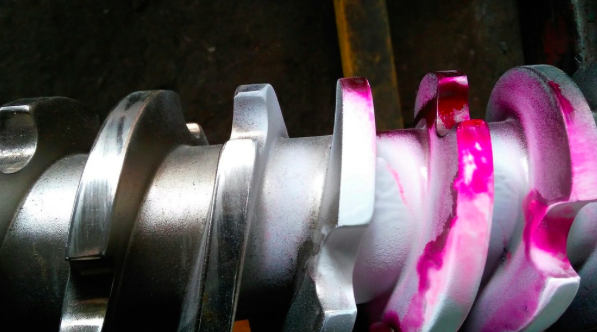
На нашу производственную площадку поступила шнековая пара с локальными трещинами по телу шнека. Ниже можно более подробно ознакомится с требованиями заказчика и перечнем выполняемых работ.
Выполнена дефектовка шнековой пары экструдера Mikrosan MCV 110/22D
Требования при выполнении ремонта :
1. Провести дефектовку, анализ методов устранения дефектов.
2. Заварить все имеющиеся трещины на шнеках, обеспечив отсутствие при ремонте и при дальнейшей эксплуатации образование микотрещин.
3. Устранить разгарную сетку на наконечниках и в зоне выдавливания шнеков.
4. Восстановить геометрию и защитный слой наконечников и витков шнеков.
5. Обеспечить плавные переходы от зоны выдавливания шнеков к наконечникам.
6. Восстановление защитного слоя путем наплавки высокопрочной стали.
7. После устранения трещин необходимо провести опрессовку шнеков давлением не менее 14 бар.
8. После проведенного ремонта наполнить полости темперирования шнеков дистиллированной водой в объеме 50% от общего объема. Обеспечить герметичность, установив резьбовые заглушки шнеков.
По итогу осмотра шнековой пары выявлены следующие повреждения:
1. Обнаружены трещины на витках шнека(около 10), а так же на теле шнека(6 трещин) в межвитковой части.
2. Коррозия на витках шнека
3. Твердость внутреннего диаметра гильзы составляет 68-72 HRC(сделано 6 промеров)
4. Твердость витков шнеков 68-72 HRC (сделано 6 промеров)
5. Твердость тела шнеков 68-72 HRC (сделано 6 промеров)
Результаты дефектовки шнековой пары Microsan 110/22d.
Трещины, образовавшиеся на теле шнеков, возникли вследствие неправильной технологии при изготовлении шнеков. Твердость хромированной поверхности превысило 62 ед, что и привело к деформации поверхности.


История развития экструдера
Одношнековый экструдер как «экструзионное устройство» был разработан во второй половине XIX века и получил широкое распространение в промышленности. Его используют в трех основных отраслях:
• гончарной (керамические соединения):
• резиновой промышленности (натуральный каучук, резина):
• пищевой промышленности (маслосодержащие фрукты, семена масличных
— экстракция биологических масел;
— сепарация материала с использованием перфорированных шнеков;
— переработка мяса с помощью мясорубки.
Подача продукта в одношнековый экструдер кажется, на первый взгляд, несколько необычной. В то время как каждая молекула металла остается в одной и той же плоскости поперечного сечения, материал, тем не менее, транспортируется в осевом направлении. Ниже приведена попытка объяснения: шнек вращается без изменения положения, при этом продукт не вращается, а скользит в осевом направлении, другими словами, он перемещается в осевом направлении. Однако такой так называемый «теоретический» транспорт не существует на практике, поскольку продукт не является твердым телом, а представляет собой высоковязкую жидкость с реологическими свойствами.
Адгезионные и фрикционные характеристики полимерного материала определяют интенсивность течения. Для ньютоновских жидкостей — это половина величины теоретической транспортирующей способности (при постоянном давлении) и даже менее при противодавлении (экструзии), вплоть до нуля. В последнем случае продукт вращается вместе с валом и выход прекращается.
Этот недостаток одношнековых машин, особенно отсутствие очистки вала и большая зависимость транспорта от реологических свойств, заставил изобретателей искать решения этих проблем. Поэтому как вариант решения проблемы — экструдер с сонаправленным вращением шнеков был изначально предложен как самоочищающийся механизм. Шесть патентов в течение 70-летнего периода (1869—1939) показывают, что двухшнековый экструдер оставался в значительной степени на переднем крае инженерной мысли.
В начале 1940-х годов систематические исследования двухшнековых экструзионных систем начались на заводе IG в Вольфене, Саксония-Анхальт. Они включали комбинированный физический, математический, инженерный и механический анализ, выполненный W . Meskat , A . Geberg , R . Erdmenger и их сотрудниками. Команде была поручена разработка надежного «механического устройства» для химических процессов с высоковязкими продуктами.
Работа была продолжена фирмой Bayer AG в Леверкузене ориентированными на газработку технологии группами в составе новой структуры «прикладной физики».
Эта команда, работающая в химической промышленности, в первую очередь решала проблемы технологии систем с высокой вязкостью, особенно для развивающихся химических процессов фирмы Bayer AG . Механический аспект разрабатывался в соответствии с требованиями с той или иной степенью глубины.
Ремонт дробилок и шредеров для переработки пластика
Типовая технология ремонта ротора дробилки:
Разборка, дефектовка, определение объема работ, снятие размеров и составление конструкторской документации.
Изготовление нового вала ротора дробилки.
Изготовление бил ротора.
Сборка и сварка нового ротора.
Ремонтные работы по корпусы дробилки (заварка трещин, восстановление отверстий).
Сборка ротора и статора.
Примеры выполненных работ:
Ремонт дробилки и изготовление нового ротора Zerma GSH 600/800
В ремонт поступила дробилка для переработки пластмасс Zerma GSH 600/800 со сломанными билами. Слом билы произошел при работе в штатном режиме. Посторонних предметов, способных увеличить нагрузку и привести к слому ротора, не обнаружено. Дробилка была приобретена на вторичном рынке. Подробной информации о предыдущих ремонтах нет. Перед нами поставили задачу изготовить новый ротор дробилки и провести восстановительные работы по корпусу дробилки.
Фотографии до ремонта:

Ремонтируемый ротор дробилки имел цельнолитую конструкцию с механически обработанными наклонными пазами для крепления ножей клиновыми зажимными планками.
Недостаток оригинальной конструкции: ослаблен зуб билы в месте фрезерованной поверхности под размещение регулировочного винта и контргайки. Мы изменили конструкцию ротора на сборно-сварную. Было усилено место излома введением радиусной галтели, увеличивающее опасное сечение. Это стало возможным благодаря применению винтов регулировочных со специальными компактными контргайками, расположенными под углом к вертикальной поверхности пазов крепления ножей. При этом диапазон радиального регулирования ножей сохранили. А старой конструкции, имеющей резьбовые отверстия под регулировочные винты, расположенные параллельно боковой поверхности пазов для размещения винта и контргайки были исполнены глубокие пазы, ослабляющие тело бил.
Разборка, дефектовка, определение объема работ, снятие размеров и составление конструкторской документации.
Изготовление нового вала ротора дробилки.
Изготовление бил ротора.
Сборка и сварка нового ротора.
Ремонтные работы по корпусы дробилки (заварка трещин, восстановление отверстий).
Сборка ротора и статора.
Фотографии процесса ремонта дробилки:


Устройство экструдера
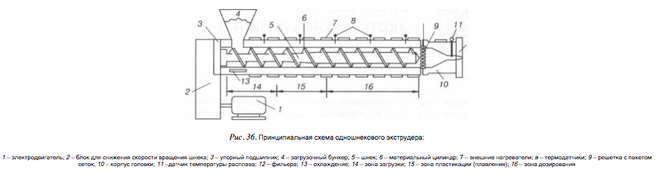
Основным рабочим узлом экструдера является материальный цилиндр (6) и вращающийся шнек (5). Привод шнека осуществляется от электродвигателя (1) постоянного или переменного тока с регулируемой скоростью вращения. Между электродвигателем и шнеком устанавливается блок (2) для снижения скорости вращения шнека в допустимых пределах и обеспечения на валу шнека необходимого значения крутящего момента. Понижение скорости вращения шнека может осуществляться с помощью ременной передачи и редуктора с косозубой передачей. Шнек опирается на упорный подшипник ( J ), воспринимающий осевую составляющую сил, возникающих от развиваемого при работе давления. Эта сила может достигать нескольких тонн в зависимости от размера шнека и давления на входе в головку. По величине осевой силы (если на экструдере установлен соответствующий датчик) можно судить о давлении перед входом в головку.
Основное условие продвижения материала по каналу шнека — максимальное трение о поверхность цилиндра и минимальное по поверхности шнека. Если материал будет прилипать к поверхности шнека, то выход его из экструдера прекратится [5].
Чаще всего цилиндр имеет гладкую внутреннюю поверхность, но известны и другие конструкции, например, с мелкими пазами или с винтовой нарезкой, отличной от нарезки шнека. Основное их назначение увеличить трение о поверхность цилиндра и снизить максимальные пики давления.
Разрушение шнека
Шнек может разрушиться вследствие многократного изгиба, к которому приводит его плохое центрирование с цилиндром. Наиболее часто разрушение происходит в зоне загрузки шнека, где площадь поперечного сечения с точки зрения прочности минимальна и где возникает самый высокий локальный крутящий момент. Например, во время запуска экструдера нагреватели цилиндра должны быть включены, и машина должна выдерживаться при рабочей температуре в течение нескольких часов в зависимости от ее размера. Этот период теплового прогрева позволит расплавить полимерный материал в цилиндре до вязкости, близкой к наблюдаемой во время процесса. Когда шнек начнет вращаться, нагрузка на двигатель и крутящий момент на шнеке будут близки к нормальным значениям. Однако если экструдер не прогреть достаточно долго, то вязкость материала при «холодном пуске» двигателя может быть еще очень высокой. Если двигатель достаточно большой, или материал, из которого изготовлен шнек, не согласован с характеристиками передачи, то крутящий момент в зоне загрузки шнека может вызвать такое напряжение на скручивание, которое превысит допускаемое напряжение, что станет причиной разрушения шнека. Когда конструкционный материал шнека соответствует характеристикам передачи привода, при превышении допустимой нагрузки на двигатель контроллер машины выключит двигатель. Во многих случаях шнек сможет выдержать несколько таких холодных пусков, прежде чем разрушиться.
Выбор конструкционного материала шнека достаточно критичен для обеспечения необходимой прочности при неблагоприятных обстоятельствах типа холодного пуска экструдера. Кроме того, материал имеет приемлемую стоимость. Выбор материала шнека зависит от размера и мощности двигателя, максимальной скорости вращения шнека при номинальной скорости вращения двигателя, глубины канала в зоне загрузки.
Дизайн шнека
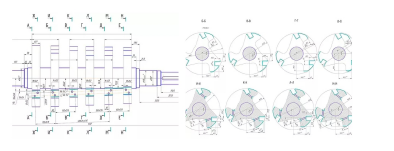
При моделировании дизайна шнеков существуют определенные ограничения. Идеальным вариантом моделирования был бы точный прогноз конфигурации шнека (в том числе, всех материалов и размерных характеристик) для заданного процесса, а также возможность рассчитать ожидаемые условия переработки, используя параметры процесса. Но эти соотношения являются очень сложными, и такой вид комплексной модели не существует.
Идеальным вариантом для модели, позволяющей представить чисто математическую конструкцию шнека,был бы прямой путь направо, см на рис.
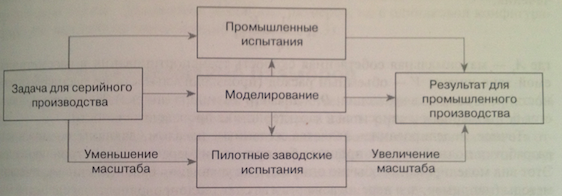
Однако на практике, как правило, требуется проведение испытаний. Моделирование не в состоянии имитировать весь процесс, но это полезная одготовка для производстенных испытаний. Оно может служить для определения некоторых деталей или зон шнека, с тем чтобы избежать худшего результата.
Во многих случаях невозможно точно предсказать, как именно будет вести себя конечный продукт в конкретной шнековой машине для конкретной производственной операции или операции модификации.
Перед тем как начать изготовление экструдера или скомпоновать его на промышленном уровне, обычно проводят испытания в меньшем масштабе. Моделирование может помочь этому процессу. Уменьшение масштаба используется в начале для того, чтобы решить, на каком уровне должны проводиться «миниатюрные» испытания.
Источник