- Подшипники токарно-винторезного станка 1К62. Регулировка шпиндельных узлов
- Подшипники токарно-винторезного станка 1К62
- Схема расположения подшипников на токарно-винторезном станке 1К62
- Подшипники шпинделя токарно-винторезного станка 1к62
- Регулирование подшипниковых опор шпинделя токарно-винторезного станка 1К62
- Технические характеристики подшипника 3182120
- Размеры и характеристики подшипника 3182120 (NN3020K)
- Технические характеристики подшипника 46215
- Размеры и характеристики подшипника 46215 (7215А):
- Условные обозначения подшипников — ГОСТ 3189-89
- Расшифровка цифрового обозначения подшипника № 4-3182120:
- Упрощенная таблица классов точности подшипников
- Передняя бабка токарного станка. Устройство и технология ремонта
- Устройство передней бабки токарно-винторезного станка
- Схема кинематическая токарно-винторезного станка
- Передняя бабка (коробка скоростей) токарно-винторезного станка
- Кинематическая цепь движения резания токарно-винторезного станка
- Механизм переключения фрикционов в шпиндельной бабке токарно-винторезного станка
- Передняя (шпиндельная) бабка токарно-винторезного станка
- Ремонт корпуса передней бабки токарного станка
- Сборка узлов передней бабки станка
- Сборка вала фрикциона
- Сборка шпинделя токарно-винторезного станка
Подшипники токарно-винторезного станка 1К62. Регулировка шпиндельных узлов
Подшипники токарно-винторезного станка 1К62
Схема расположения подшипников на токарно-винторезном станке 1К62

Схема установки подшипников токарно-винторезного станка 1К62
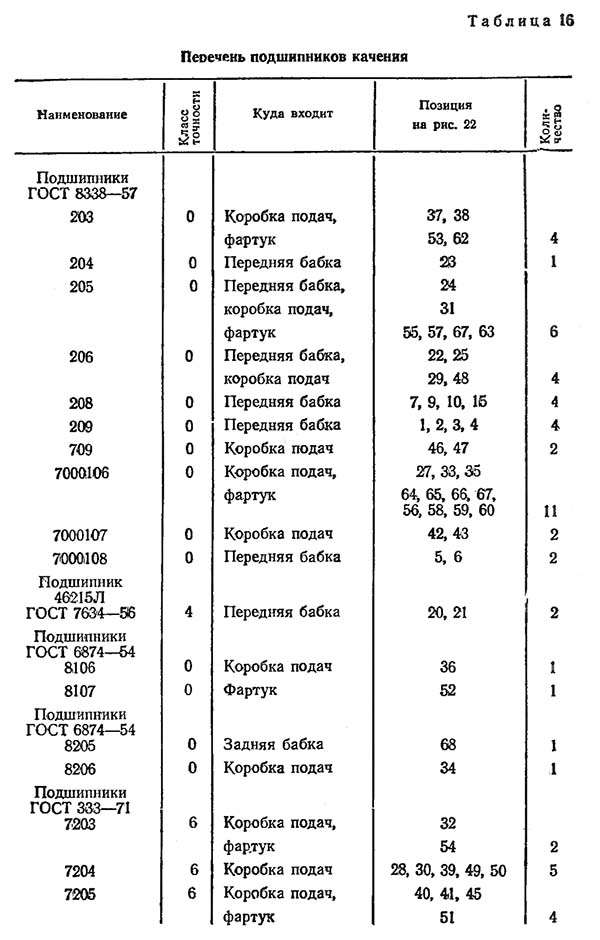
Перечень подшипников токарно-винторезного станка 1К62

Перечень подшипников токарно-винторезного станка 1К62
Подшипники шпинделя токарно-винторезного станка 1к62
- 19. Передний подшипник 4-3182120У — двухрядный роликовый радиальный, ГОСТ 7634—56, класса точности 4
- 20. Задний подшипник 4-46215Л — шариковый радиально-упорный однорядный, ГОСТ 7634—56, класса точности 4
- 21. Задний подшипник 4-46215Л — шариковый радиально-упорный однорядный, ГОСТ 7634—56, класса точности 4
Регулирование подшипниковых опор шпинделя токарно-винторезного станка 1К62

Опоры переднего и заднего концов шпинделя станка 1К62
Подшипниковые опоры шпинделя (передний — роликовый и задние — радиальные упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировать подшипники следующим образом:
Передний подшипник шпинделя регулируется гайкой 11 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 4 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя 9.
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхности внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 4.
Радиальные упорные подшипники задней опоры шпинделя регулируются вне корпуса бабки гайкой 13 через тепловой компенсатор 1. Натяг регулирует осевой зазор и осуществляется поворотом гайки вправо на угол 18—20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 3.

Шпиндель токарно-винторезного станка 1К62
Технические характеристики подшипника 3182120
Подшипник № 4-3182120 — это двухрядный роликовый радиальный класса точности 4, ГОСТ 7634—56, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Комплект тел качения с внутренним кольцом способны перемещаться относительно наружного в обе стороны. Двухрядные роликовые подшипники способны обеспечивать высокую грузоподъемность и жесткость при своих незначительных размерах (прежде всего, расстояние между наружным и внутренним кольцами). Этот тип, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным, вторым или четвертым классом, поскольку основная область применения — прецизионные станки, при работе которых недопустимо высокое биение. Продукция низких степеней точности (6) доступна с хранения.
Основным производителем подшипников подобной конструкции всегда считался московский ГПЗ-1, сейчас же его производство перевели в город Волжский, на филиал Завода Авиационных Подшипников при 15 ГПЗ (все заводы объединены под эгидой Европейской Подшипниковой Корпорации), так что подшипники с маркировкой ГПЗ-1 реализуются с хранения (или же бывает еще контрафакт). В настоящее время изготавливается две разные модификации — 2-3182120К, 4-3182120К, которые отличаются по классу точности. Помимо указанных заводов, данный тип выпускал и 10 ГПЗ (Ростов-на-Дону). После развала отечественной промышленности на рынке переизбыток подшипников этого типа, которые были сняты с оборудования, распроданы из складских остатков и т.д. Среди такой продукции может встречаться как очень качественная и недорогая, так и негодная к эксплуатации.
Купить заводские подшипники, длительная работоспособность которой гарантирована производителем, с минимальными торговыми наценками можно у официальных представителей ЕПК (ориентировочная цена — около 6500 рублей, причем класс точности влияет на нее не сильно), неликвидную продукцию и подшипники с хранения можно купить в фирмах, расположенных в крупных промышленных центрах прошлого.
Импортные подшипники этого типоразмера имеют обозначение NN3020K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В России наиболее распространена продукция следующих производителей — FAG, SKF, NACHI, IBC. Также, как и отечественные подшипники, импортные также широко реализуются из числа неликвидов, прежде всего, это продукция восточно-европейских производителей — URB (Румыния) и FLT (Польша), выпущенная и завезенная в страну еще во времена существования Союза. Под видом импортных могут продавать и китайские подшипники CX, SZPK, ZWZ и другие.
Размеры и характеристики подшипника 3182120 (NN3020K)
- Внутренний диаметр (d): – 100 мм;
- Наружный диаметр (D): – 150 мм;
- Ширина (H): – 37 мм;
- Масса: – 2,17 кг;
- Размеры ролика: — 11х11 мм;
- Количество роликов: — 60 шт;
- Грузоподъемность динамическая: — 160 кН;
- Грузоподъемность статическая: — 247 кН;
- Максимальная номинальная частота вращения: — 6000 об/мин.
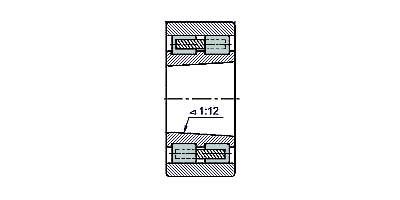
Схема подшипника 3182120

Фото подшипника 3182120
Технические характеристики подшипника 46215
Подшипник 46215 шариковый радиально-упорный однорядный неразъемный со скосом на наружном кольце ГОСТ 7634—56.
Подшипник представляет из себя шариковый однорядный радиально-упорный подшипник с углом контакта 26°. Этот угол — не что иное, как угол между прямой, проходящей через центр шарика и точкой контакта его с дорожкой качения. Как следует из названия этого типа — действующие нагрузки как радиальные, так и осевые. Притертая друг к другу пара таких подшипников по схеме «тандем» поставляется в комплекте и имеет номер 446215.
Производится данный тип в Самаре на СПЗ-4. Однако более качественные и дорогие подшипники радиально-упорного типа выпускает саратовский завод ОАО «СПЗ» (бывший 3 ГПЗ). В его номенклатуре находится сразу несколько модификаций этого типа: Т-46215Е5, 4-46215Е5, 6-46215Е5, 46215Е5, Т-46215Л, 4-46215Л, 6-46215Л (отличаются степенью точности и материалом сепаратора). Если же Вам будут предлагать 1 ГПЗ — то будьте уверены: это старые подшипники, качество которых может быть непредсказуемым.
Импортные подшипники (например, SKF и FAG), этого типа имеют маркировку по ISO — 7215A. Сепаратор из латуни отражается наличием в номере буквы М.
Размеры и характеристики подшипника 46215 (7215А):
- Внутренний диаметр (d): – 75 мм;
- Наружный диаметр (D): – 130 мм;
- Ширина (высота) (Н): – 25 мм;
- Масса: – 1,28 кг;
- Диаметр шарика: – 17,462 мм;
- Количество шариков в подшипнике: – 16 шт.;
- Диаметр борта наружного кольца: – 113 мм;
- Диаметр борта внутреннего кольца: – 92 мм;
- Грузоподъемность динамическая: – 78,4 кН;
- Грузоподъемность статическая: – 53,8 кН;
- Номинальная частота вращения: – 6300 об/мин.
- Производитель — ГПЗ-3;

Схема подшипника 46215 (7215)

Фото подшипника 46215 (7215)
Условные обозначения подшипников — ГОСТ 3189-89
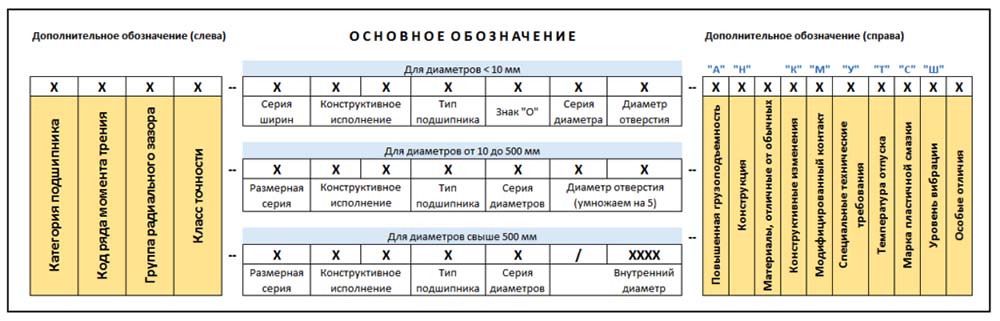
Российская система маркировки подшипников качения. Основное и дополнительное цифровое обозначение:
Условные обозначения подшипников
Расшифровка цифрового обозначения подшипника № 4-3182120:
Расшифровка обозначения всегда должна начинаеться с правой края маркировки:
— код внутреннего диаметра внутреннего кольца — число в обозначении (20) умножаем на шаг 5 мм, в нашем случае диаметр равен 100 мм.
— обозначение серии диаметров внешнего кольца совместно с седьмым знаком (3000100), обозначающим серию ширин (высот), определяет размерную серию (габарит) подшипника, ГОСТ 3478
— условное обозначения типа подшипника. В нашем случае — Роликовый радиальный с короткими цилиндрическими роликами
— конструктивное исполнение подшипника по ГОСТ 3395. В нашем случае: (182000) Подшипник радиальный роликовый с короткими цилиндрическими, двухрядный с коническим отверстием 1:12, с бортами на внутреннем кольце, ГОСТ 7634
— Обозначение серии ширины (3000100). Совместно с третьим знаком, обозначающим серию диаметров, определяет размерную серию (габарит) подшипника.
— Обозначение класса точности подшипника по ГОСТ 520-2002. В нашем случае — 4 класс точности — высокий.
Упрощенная таблица классов точности подшипников
Современная система маркировки подшипников (ГОСТ 520-2002), принятая в нашей стране различает следующие классы точности (в порядке уменьшения допусков и повышения точности):
8, 7, 0, нормальный, 6X, 6, 5, 4, Т, 2
- Высшие классы точности — 5, 4, Т, 2 прецизионные.
- Низшие классы точности — 0, нормальный, 6Х подшипники общего применения. (Класс 6Х — обозначается как Х. Нормальный класс, аналог обозначения 0, может не обозначаться)
- Дополнительные классы точности (ниже нулевого) — 7, 8
Подшипники более высоких классов точности 4, Т, и 2 могут стоить в разы дороже, чем более низких классов — 5, 6, 0.

Буквенные обозначения класса точности подшипников

Современные обозначения класса точности подшипников

Классы точности подшипников для шпинделей станков
Источник
Передняя бабка токарного станка. Устройство и технология ремонта
Устройство передней бабки токарно-винторезного станка
Передняя бабка или шпиндельная бабка токарно-винторезного станка представляет собой литую чугунную коробку, внутри которой размещается коробка скоростей — механизм переключения скоростей шпинделя.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Шпиндель — основной узел передней бабки (шпиндельной бабки). Передний конец шпинделя имеет внутреннюю коническую расточку с конусом Морзе № 5, в которую вставляется передний центр и различные приспособления для закрепления заготовок. На переднем конце шпинделя имеется посадочный конус, по которому устанавливаются патроны для закрепления заготовок.
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Токарно-винторезные станки имеют практически однотипную компоновку. Передняя шпиндельная бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Движение передается от шкива клиноременной передачи. Взаимодействие зубчатых колес объяснено при описании кинематической схемы. Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики. В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца. Валы коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами. Так как валы — длинные, у них предусмотрена средняя опора.
В левой части фрикционной муфты, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами. Ступица колеса на валу является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик). Маховиками и рукоятками переключают блоки колес.
В некоторых станках коробка скоростей размещена в тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом.
Схема кинематическая токарно-винторезного станка

Передняя бабка (коробка скоростей) токарно-винторезного станка
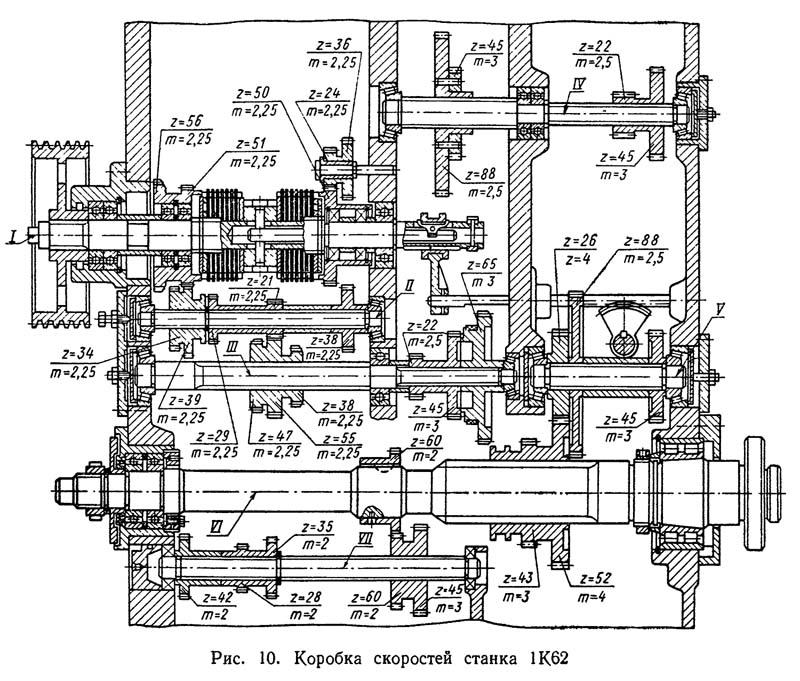
Передняя бабка. На рис. 10 показана передняя бабка с коробкой скоростей. Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56—z = 51, или через колесо z = 50 и промежуточный блок z = 24—z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47—z = 55—z = 38. В левом положении блока г = 43—г = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65—z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Кинематическая цепь движения резания токарно-винторезного станка

Механизм переключения фрикционов в шпиндельной бабке токарно-винторезного станка
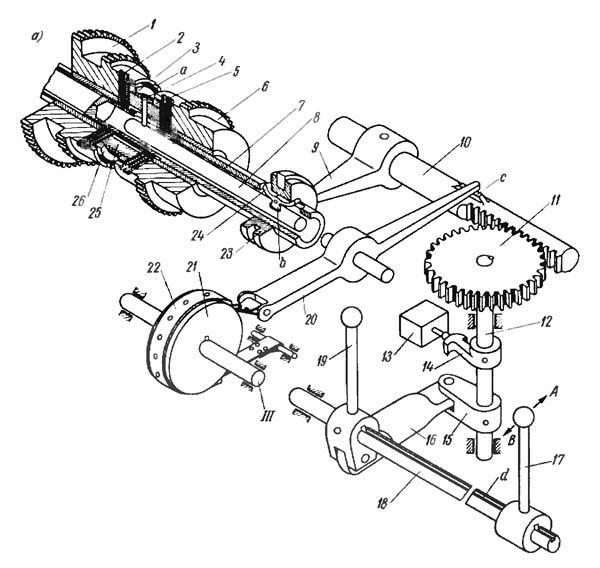
Рис. 17. Механизм переключения фрикционов в шпиндельной бабке токарно-винторезного станка 1к62
Механизм переключения фрикционов. Многодисковые фрикционы для включения прямого и обратного вращения шпинделя управляются рукоятками 19 и 17 (рис. 17, а). Рукояткой 19 пользуются при настройке станка, а во время работы используют рукоятку 17, которая всегда перемещается вместе с фартуком вдоль валика 18. Последний по всей длине имеет шпоночный паз d и связан с рукояткой 17 скользящей шпонкой.
При повороте рукоятки 17 в направлении стрелок А и В поворачивается валик 18, а вместе с ним и рукоятка 19. Последняя через тягу 16, коромысло 15 и валик 12 вращает шестерню 11, находящуюся в зацеплении с рейкой 10. На левом конце рейки 10 закреплена вилка 9, которая своим кольцевым сектором входит в выточку муфты 23. Перемещение муфты 23 вдоль полого вала 7 вызывает небольшой поворот собачки 24, которая, входя нижним выступом b в поперечный паз тяги 8, заставляет последнюю переместиться на небольшую величину вдоль своей оси. Тяга 8 с помощью сквозного штифта 4 связана с муфтой 25, благодаря чему последняя также получает небольшие перемещения вдоль оси вала 7.
При перемещении муфты 25 влево включается фрикцион прямого вращения шпинделя, при перемещении муфты 25 вправо — фрикцион обратного вращения шпинделя.
Фрикционы состоят из дисков 2 с наружными выступами, которыми они входят в пазы а ступиц шестерен 1 и 6, и дисков 26 с внутренними выступами, которыми они связаны со шлицами полого вала 7. При сжатии дисков муфтой 25 между ними возникают силы трения, которые и обеспечивают передачу крутящего момента от вала 7 к шестерне 1 или 6. Для регулировки силы сжатия дисков как при сборке, так и по мере их износа предусмотрены резьбовые кольца 3 и 5. Для быстрой остановки станка служит установленный на валике III (см. также рис. 16) ленточный тормоз. Включение тормоза связано с переключением фрикционов. В нейтральном положении фрикционов рейка 10 выступом с нажимает на конец двуплечевого рычага 20, который затягивает ленту 22 на тормозном барабане 21 и останавливает привод станка. При включении одного из фрикционов выступ рейки 10 сходит с конца рычага 20 и последний освобождает ленточный тормоз.
На станке модели 1К62 предусмотрено реле времени для автоматического отключения электродвигателя от сети при работе станка на холостом ходу в течение более чем 3—8 мин. Для этой цели на валике 12 установлен кулачок 14, который при нейтральном положении фрикционов, т. е. при работе станка на холостом ходу, включает реле 13, заранее настроенное на определенное (в пределах 3—8 мин) время. По истечении этого времени реле отключает цепь питания электродвигателя.
При включенных фрикционах кулачок 14 отходит в сторону и реле времени блокируется.
Передняя (шпиндельная) бабка токарно-винторезного станка

Ремонт корпуса передней бабки токарного станка
Восстановление отверстий под подшипники качения шпинделя путем расточки и последующей запрессовки втулок в корпус передней бабки производится в редких случаях при наличии большого износа отверстий, который нельзя компенсировать соответствующей регулировкой подшипников.
При условии установки подшипников шпинделя в специальных корпусах (станках) и фланцах износ отверстий под подшипники компенсируется заменой соответствующих корпусов и фланцев с последующей пригонкой внутреннего диаметра по подшипнику и выверкой радиального биения (допускаемое отклонение 0,01 мм).
При восстановлении отверстий методом расточки и установки компенсационных втулок ремонт корпуса передней бабки производят следующим образом.

Первоначально зачищают шабером задиры на опорных поверхностях 8 и 10 (рис. 59, о) корпуса передней бабки 3 и в отверстиях под подшипники 1 и 4. Затем производят расточку изношенного отверстия (в нашем случае отверстие переднего подшипника 4) на горизонтально-расточном станке 6 для последующей запрессовки втулки.
Корпус передней бабки устанавливают на стол 9 горизонтально-расточного станка опорными поверхностями 8 и 10. Производят выверку точности установки с помощью индикаторов 2 и 5 на оправке 7, закрепленной в шпинделе расточного станка (ось шпинделя должна быть параллельна опорным поверхностям 8 и 10). Выверку установки производят по невыработанным поверхностям отверстий 1 и 4 (допускаемое отклонение 0,05 мм на длине детали, точность установки 0,01 мм).
После закрепления корпуса передней бабки токарного станка на столе 9 горизонтально-расточного станка производят расточку изношенного отверстия для запрессовки втулки, причем внутренний размер втулки следует брать с припуском под расточку, а наружный диаметр втулки должен быть равен внутреннему плюс 15—16 мм (допускаемые отклонения: радиальное биение — не более 0,01 мм; непараллельность оси отверстия опорным поверхностям 8 и 10 основания передней бабки — не более 0,01 мм на длине 300 мм).
После запрессовки втулки 1 (рис. 59, б) необходимо ее расточить и подрезать торец для запрессовки подшипника (допускаемое отклонение — радиальное биение — не более 0,01 мм).
Корпус передней бабки устанавливают на отремонтированные направляющие станины и производят выверку правильности установки и шабровки опорных поверхностей 8 и 10 (рис. 59, а). Затем в конусное отверстие шпинделя вставляют контрольную оправку 1 (рис. 59, в) и с помощью индикатора 3, установленного на мостике 2, проверяют параллельность оси шпинделя в горизонтальной и вертикальной плоскостях, при этом мостик с индикатором передвигают по направляющим станины на длине оправки.
При наличии отклонений выше допустимых дефект устраняется путем шабрения основания корпуса (опорных поверхностей) передней бабки.
Допускается непараллельность оси шпинделя: в вертикальной плоскости свободный конец оправки может быть только выше горизонтальной оси (0,02 мм на длине 300 мм); в горизонтальной плоскости — не более 0,02 мм на длине 300 мм, причем свободный конец оправки может быть отклонен только в сторону резца.
После шабрения количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм.
Для ремонта направляющих передней бабки необходимо установить шпиндель в свои опоры (подшипники). Бабку со шпинделем располагают на направляющих станины, выверенных по уровню, а в конусное отверстие шпинделя вставляют контрольную оправку (рис. 59, в). На каретку суппорта или на универсальный мостик 2 устанавливают стойку с индикатором 3, измерительный штифт которого последовательно подводят к верхней и боковой образующим оправки. Затем определяют отклонения от параллельности при перемещении каретки по направляющим станины. Шабрят направляющие по отпечаткам краски с учетом отклонений, отмеченных по контрольной оправке. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм. Допускается непараллельность в вертикальной плоскости не более 0,02 мм на длине 300 мм. Свободный конец оправки может быть наклонен только вверх. Допускается непараллельность в горизонтальной плоскости не более 0,01 мм на длине 300 мм. Свободный конец оправки может отклоняться в сторону резца.
Сборка узлов передней бабки станка
Сборка узлов при капитальном и среднем ремонте станка имеет свою особенность. Она заключается в том, что восстановление первоначальных размерных цепей, нарушенных вследствие износа ряда деталей, осуществляется не по чертежу, а производится нередко по месту. При этом слесарю-ремонтнику, в отличие от сборщика, приходится определять формы и размеры компенсаторов для установки их в ремонтируемом узле.
Сборку передней бабки выполняют после того, как она полностью укомплектована всеми деталями, в том числе вновь изготовленными, отремонтированными (восстановленными) и теми, которые определены годными для дальнейшей эксплуатации.
Детали, поступившие на сборку, должны быть без забоин и заусенцев и чисто вымыты.

Сборку рекомендуется производить в следующей последовательности: валик 4 (рис. 62); рукоятки 1 и 2 переключения («нормальный шаг», «увеличенный шаг»); рейка 12; рукоятка 14 переключения перебора; рукоятка переключения скоростей 3; валик 7, 13, 9; вал 8 фрикциона; валик 6; шпиндель 5; вал 11 (узел перебора); валик 10 переключения перебора; плунжерный насос с пластинчатым фильтром; трубки маслопроводов; крышка корпуса бабки.
Наиболее сложными узлами передней бабки являются вал 8 фрикциона и шпиндель 5, сборка которых рассмотрена ниже.
Сборка вала фрикциона

До установки узла вала в корпус передней бабки станка производят подгонку деталей и их сборку на верстаке следующим образом:
- В зубчатые колеса 5 и 8 (рис. 63) фрикционных муфт запрессовывают втулки. Просверливают отверстия и прорубают во втулках смазочные канавки. Пришабривают отверстия втулок по шлифованным шейкам вала 11. Вращение зубчатых колес на валу должно быть легким и плавным. Опробование производится вручную.
Вращение шкива вместе с валом должно быть легким, без заеданий
Сборка шпинделя токарно-винторезного станка

К сборке шпинделя токарно-винторезного станка (рис. 64) приступают, убедившись после соответствующих проверок в том, что все детали шпинделя исправны или отремонтированы. Необходимо также проверить правильность посадки зубчатых колес на шпинделе, состояние шеек шпинделя. В пазу шпинделя устанавливают шпонку 20.
Сначала собирают заднюю опору шпинделя. В стакан 18, скрепленный с корпусом бабки винтами 17, устанавливают уплотнение 15 и затем радиально-упорный шарикоподшипник 16; его располагают так, чтобы наиболее тонкий торец наружного кольца подшипника был направлен в сторону уплотнения 15. Затем устанавливают промежуточное кольцо 10 и подшипник 9, у которого тонкий торец наружного кольца должен быть обращен в противоположную сторону от уплотнения сторону. Подшипники закрепляют гайкой 19, которую стопорят винтом 8.
Для удобства сборки придают шпинделю 2 вертикальное положение и устанавливают на нем роликоподшипник 3 и кольцо 5; затем навинчивают гайку 6 до легкого соприкосновения ее с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его передней стенке, надевают на шпиндель двухвенцовое зубчатое колесо 22 с закрепленной с помощью пружины 23 втулкой 24 и зубчатое колесо 21. После этого заводят конец шпинделя в заднюю опору и вводят переднюю опору в отверстие корпуса; при этом несколько сдвигают наружное кольцо 4 подшипника в сторону корпуса.
Установив на конце шпинделя кольца 11 и 12, навинчивают ключом гайку 13, пока шпиндель не станет на свое место, что определяют по усилию затяжки и по вращению шпинделя. Сначала замечается осевое перемещение шпинделя при его равномерном вращении, в дальнейшем осевое перемещение шпинделя прекращается и его вращение становится тугим.
При установке шпинделя сдвигают с помощью специальной втулки кольцо 4 так, чтобы оно расположилось на уровне внутреннего кольца подшипника.
Закончив установку узла, монтируют зубчатое колесо 21 на шпинделе и завинчивают стопор 7. Чтобы предотвратить возможность самоотвинчивания, вводят в канавку зубчатого колеса и шлиц стопора специальное пружинное кольцо. Завершают сборку креплением фланца 1.
Теперь можно приступить к регулированию опор шпинделя, которое начинают с задней опоры. Несколько отвинтив гайку 13, проворачивают шпиндель для того, чтобы внутренние кольца шарикоподшипников заняли нормальное положение (шпиндель тогда начинает легко вращаться); потом завинчивают стопорный винт 14.
Переднюю опору регулируют завинчиванием гайки 6 со стопором 25. Внутреннее кольцо 3 подшипника тогда начинает надвигаться на конус шпинделя и все больше расширяется, благодаря чему соединение получается правильным и надежным.
Проверку зазоров шпинделя производят в соответствии с описанием в гл. I (см. рис. 6).
Вращение шпинделя должно быть плавным, без заеданий.
При регулировке шпинделя следует обратить внимание на совмещение сцепления зубьев зубчатых колес шпинделя по ширине с сопрягающими зубчатыми колесами других валиков. Проверяют также положение маслосбрасывающей канавки шпинделя относительно фланца 1, которая должна располагаться так, как показано на рис. 64. В противном случае при работе шпинделя масло будет выбрасываться наружу.
Собранную переднюю бабку проверяют на вращение вручную на всех скоростях. Заедание и стуки не допускаются. Переключение рукояток должно быть легким, с усилием до 3 кг.
Источник