- Ремонт шпоночного паза коленвала
- Деталь, насаженная на вал: например, шкив или зубчатое колесо
- Применение:
- Причина:
- Способы ремонта шпоночных соединений:
- Выравнивание положения призматической шпонки
- Последовательность действий:
- Сильно изношенное шпоночное соединение
- Создание новой шпоночной канавки на валу
- Последовательность действий:
- Вариант 1
- Вариант 2
- Вариант 3
- Последовательность действий:
- Выберите подходящий ремонтный состав, исходя из степени износа детали
- Результаты
- Активная защита от износа
- Описание:
- Причина:
- Дадим вторую жизнь любой изношенной детали!
- Контакты
- Поиск
- Реставрация разбитого шпоночного паза на коленвалах Volkswagen
- Volkswagen Passat Variant GT › Logbook › Разбило шпоночный паз. Нужен совет!
- Volkswagen Passat Variant 1990, engine Gasoline 2.0 liter., 115 h. p., Front drive, Manual — vehicle breakdown
- Comments 10
Ремонт шпоночного паза коленвала
Хочу поделиться с читателями сайта способом восстановления посадочного места под шкив коленвала .
У многих эта поломка отняла много времени и денег на ремонт. Предлагаю пусть и не очень грамотный, но довольно быстрый способ.
При ослаблении или обрыве болта, удерживающего шкив, разбивается шпоночный паз на коленвалу и, почти всегда, сам шкив. Добираемся до шкива (разобрав часть салона), снимаем его. Если посадочное место разбито, то на токарном станке протачиваем шкив до исчезновения шпоночного паза. Изготавливаем втулку, внутренний диаметр 29,5 мм, а внешний диаметр по ступице шкива. Вставляем, обвариваем электросваркой и делаем новый шпоночный паз, предварительно наметив его расположение. Далее приступаем к восстановлению коленвала . Шкив, болтаясь на валу, сминает одну стенку шпоночного паза, остальные остаются целыми. Шпонка, слегка помятая, достается вам при разборке для образца. По гнезду на коленвалу изготавливаем из графитовой щетки для электродвигателя или из угольного электрода большой круглой батарейки новую шпонку, чуть уже чем была. Затем вставляем угольную шпонку в паз на валу и аккуратно обвариваем электросваркой. Графит не сгорает под действием высокой температуры, и мы получаем новое гнездо, которое остается лишь доработать болгаркой и напильником. Затем, изготовив или подобрав другую шпонку, собираем узел. Шкив должен садиться на коленвал с натягом. Болт, удерживающий шкив, тоже изготовлен токарем. Вся процедура, включая высверливание обломка болта и токарные работы, заняла около 10 часов. Пара болт-вал при эксплуатации ржавеет по резьбе, поэтому после сборки необходимо замазать болт любым герметиком . При аккуратно сделанной работе получается не хуже, чем в Японии!
Таким способом восстановлено уже три автомобиля. К сожалению, нет фотоснимков этой процедуры, так было бы нагляднее. Мой бас после такого ремонта прошел 60 тыс. км.
Деталь, насаженная на вал: например, шкив или зубчатое колесо
- Износ шпонки или шпоночного паза
- Ремонт изношенных шпонок
- Защита новых и восстановленных деталей от износа, истирания и химического воздействия
Применение:
Ниже описан ремонт призматических шпонок, однако аналогичным образом можно ремонтировать и другие шпонки. Пример шпонок, которые можно восстановить похожим методом:

- Сегментные шпонки
- Клиновые врезные шпонки
- Конические шпонки
Причина:
- Неточная обработка приводит к ослаблению крепления деталей; это влечет за собой возникновение микро-перемещений, а значит и износа
- Знакопеременные нагрузки

Способы ремонта шпоночных соединений:
Выравнивание положения призматической шпонки
Метод ремонта: восстановление; установка шпонки (изношенная канавка)
Применяемый состав: Loctite 648 (50 мл, 250 мл)
Зазор (вид посадки): Переходная посадка / Посадка с зазором
Степень износа: Сильно изношенная шпоночная канавка
Время полимеризации (Сталь): 12 часов*
*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
Сильно изношенное шпоночное соединение
- Разберите узел

- Подберите шпонку следующего стандартного размера
- Расточите изношенную шпоночную канавку до размеров новой шпонки
- Сточите выступающую часть новой шпонки сверху и с боков таким образом, что бы ее размеры соответствовали размерам шпоночной канавки насаживаемой детали
- Зашкурьте поверхности, на которые будет нанесен клей
- Очистите эти поверхности средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063) 150 мл или 400 мл
- Нанесите Loctite 648 (Локтайт 648) на поверхности шпоночной канавки вала
- Вставьте шпонку в шпоночную канавку вала
- Удалите лишний состав
- Если на шпонку действуют большие нагрузки, то дополнительно на всю поверхность вала, контактирующую с насаживаемой деталью, нанесите состав Loctite 648 (Локтайт 648)
- Соберите узел с уже установленной шпонкой
- Удалите лишний состав
- Дождитесь полной полимеризации клея

Создание новой шпоночной канавки на валу
Если износ деталей слишком сильный, может потребоваться создание новых шпоночных канавок; в этом случае старые канавки могут быть заполнены следующим способом.
Метод ремонта: создание новой шпоночной канавки
Применяемый состав: Loctite Hysol 3478 A&B Superior Metal
Зазор (вид посадки): Переходная посадка / Посадка с зазором
Степень износа: Сильно изношенная шпоночная канавка
Время полимеризации (Сталь): 24 часа*
*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
- Разъедините детали
- Очистите эти детали средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063) 150 мл или 400 мл
- Loctite 3478 (Локтайт 3478) в шпоночные канавки вала и втулке. Не оставляйте пустот
- Дайте составу полимеризоваться в течение 24 часов
- Если необходимо наличие круглой поверхности, обработайте полимеризовавшийся состав
- Проточите новые шпоночные канавки на валу и втулке
- Снова очистите детали Средством для очистки и обезжиривания Loctite 7063 (Локтайт 7063)
- Нанесите небольшое количество резьбового фиксатора Loctite 243 (Локтайт 243) на стенки новой шпоночной канавки
- Вставьте шпонку в шпоночную канавку
- Удалите лишний клей
- Соберите узел
- Дайте составу полностью полимеризоваться


Вариант 1
Метод ремонта: склеивание
Применяемый состав: Loctite 660 + Loctite 7649
Зазор (вид посадки): Средний зазор
Степень износа: до 0,25 мм
Время полимеризации (Сталь): 12 часа*


Вариант 2
Метод ремонта: склеивание
Применяемый состав: Loctite Hysol 9466 A&B
Зазор (вид посадки): Средний зазор
Степень износа: от 0,2 до 0,5 мм
Время полимеризации (Сталь): 24 часа*

Вариант 3
Метод ремонта: восстановление
Применяемый состав: Loctite Hysol 3478 A&B
Зазор (вид посадки): Большой зазор
Степень износа: от 0,5 мм
Время полимеризации (Сталь): 24 часа*


*Нагревайте соединение для скорейшей полимеризации состава
Последовательность действий:
Выберите подходящий ремонтный состав, исходя из степени износа детали
- При необходимости разберите узел. Однако ремонт можно производить и без извлечения вала
- Обработайте поверхность рашпилем или вращающимся режущим или сверлильным инструментом
- Очистите поверхности средством для очистки и обезжиривания Loctite 7063
- Нанесите тонким слоем сухое смазывающее средство Loctite 8192 на шпонку, втулку и на другие поверхности, где не требуется приклеивание
- Обработанные таким образом детали следует оставить в покое на 15-30 минут при комнатной температуре
- Шпателем нанесите ремонтный состав. На дно канавки наносите тонкий слой клея, а на боковые стенки – более толстый. Это позволит шпонки сесть достаточно глубоко в канавку и оставить небольшой зазор
- Удалите лишний состав с краев шпоночной канавки
- Незамедлительно придайте правильное положение шпонке, валу и втулке друг относительно друга
- Дождитесь полной полимеризации клея
Результаты
- Узел восстановлен и готов к работе без проведения капитального ремонта
- Шпонка закреплена в шпоночной канавке
- Исключен повторный износ
Активная защита от износа
Описание:
- Закрепление шпонки в шпоночной канавке на новых деталях
- Исключение микроперемещений, приводящих к износу
Причина:

В новом узле зазор между шпонкой и стенками шпоночной канавки обычно очень мал или отсутствует вовсе. Однако со временем изнашивание может повлечь потерю прочности и разбалтывание шпоночной канавки.
Дадим вторую жизнь любой изношенной детали!
Контакты
Адрес компании:
г. Киев, просп. Отрадный, 107
Моб. Тел.:
Поиск
Реставрация разбитого шпоночного паза на коленвалах Volkswagen
 К нам регулярно обращаются владельцы дизельных VW с просьбой восстановить или перерезать шпоночный паз на коленвалах 1.9 TD, 1,9 TDI и других подобных моторах(способ крепления шестерни у большинства валов VW-Audi одинаковый – шпонка или лыска на валу). Иногда обращаются с просьбой переделать крепление шестерни, с шпонки на сектор.
К нам регулярно обращаются владельцы дизельных VW с просьбой восстановить или перерезать шпоночный паз на коленвалах 1.9 TD, 1,9 TDI и других подобных моторах(способ крепления шестерни у большинства валов VW-Audi одинаковый – шпонка или лыска на валу). Иногда обращаются с просьбой переделать крепление шестерни, с шпонки на сектор.
Причина поломки – особенности конструкции и неквалифицированный ремонт. При снятии шестерни ее необходимо менять на новую и ставить новый болт коленвала. Эти условия зачастую игнорируются, старая шестерня ставится на место и затягивается уже вытянутым болтом, момент затяжки которого недостаточен. Последствия такого ремонта – встречи клапанов с поршнями, после срезания шпонки на шестерне.
После поломки, на СТО, как правило производят замену шестерни, болта, затягивают посильнее. Некоторые вырезают паз с другой стороны болгаркой. Результат ремонта: 20-30 тыс пробега и паз разбивает повторно. Ведь шестерня держится не на шпонке, а на силах трения о поверхность торца вала, которая уже сильно изношена. Пятна контакта недостаточно и новый паз будет разбивать повторно. Иногда ремонт доходит до замены коленвала.
Наше предприятие освоило технологию ремонта коленвалов с такими дефектами. При ремонте полностью восстанавливается геометрия вала, выдерживаются заводские размеры и посадки. Технология позволяет восстановить даже сильно разрушенные валы после кустарного ремонта и повторных поломок. Точность размеров после ремонта гарантирует правильную фиксацию шестерни и положение ремня ГРМ соответственно.
- Вал очищается от остатков старой шестерни, и зачищается. Коренная шейка и посадка под сальник закрывается от брызг сварки.
- Шпоночный паз, и торец вала полностью наплавляют. Сварка ведется короткими участками с продолжительным охлаждением, для исключения нагрева вала.
- После наплавки вал выставляют в токарный станок. Торец вала протачивается на минимальных оборотах. Допуск на размер -0,05. Длину проверяют глубиномером, проверяют биение торцевой поверхности.
- Шлифовка. Биение обрабатываемой поверхности относительно коренных шеек не превышает сотки. Размер шлифуемой поверхности делается под новую шестерню ,-0,01-0,02 для установки «от руки».
- Нарезка шпоночного паза. Выставляем в фрезерном станке и нарезаем. Можно нарезать там же где и был, или развернуть на 180 градусов.


Паз под шпонку 1,9 TD после восстановления.
Источник
Volkswagen Passat Variant GT › Logbook › Разбило шпоночный паз. Нужен совет!

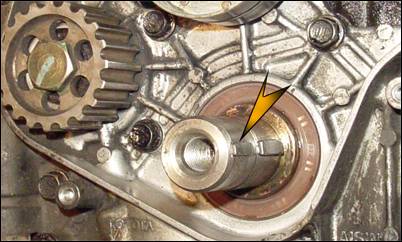
Привет! Новости не очень хорошие. Ехал на обед с работы и на 60 км.ч заглохла машина, открыв капот, увидел что снова сломало болт коленвала. После снятия ремня и шестерни видно, что слизало один край паза под шпонку, кусок болта остался внутри. История повторилась как 2 года назад. Надеюсь еще, что клапана не согнуло. Проверить пока не могу без установки ремня грм.
Нужен совет, кто как восстанавливал паз под шестерню?
Как можно выровнять торец без снятия коленвала?
Возможно ли сделать срез под дизельную шестерню? Надежнее ли такая конструкция?

Volkswagen Passat Variant 1990, engine Gasoline 2.0 liter., 115 h. p., Front drive, Manual — vehicle breakdown
Comments 10

Та же беда меня постигла на днях так у меня еще болт обломился разобрал двигатель и сам вал отдал токарю что бы сделал новый паз надеюсь завтра вернут вал посмотрим что получится пока собираю запчасти

Без снятия колена или вообще замены на дизельное, всё остальное от лукавого.
Как это делал я:
www.drive2.ru/l/455243994461374030/

Слушай диванных побольше, на затяжке будет держаться до поры до времени, завод придумал эту «недо» шпонку не зря !
www.drive2.ru/l/6120010/ — вот мой вариант лечения, все работает до сих пор, если будут вопросы или что не понятно — пиши

Да, шпонка не несёт нагрузки, я снял шестерню, и не было шпонки(слизалр) у предыдущего хозяина, а держалось все на затяжке.В итоге отец наварил и потом зубильцем лишнее откололи.и напильником доработали

Я делал без снятия коленвала, снимал только крышку сальника. Делал подложку из деревяшки- имитирующую шпонку на шкиву. Наваривал полуавтоматом, а после часа два сидел с напильником и придавал точную геометрию, периодически мерия размеры штангелем и уголком. Основной нюанс- коленвал имеет фаску (ступеньку), которая деформируется при срывании шпонки. Так же сам торец коленвала может деформироваться, для этого нужен уголок. Если исправить геометрию коленвала, то все будет хорошо. Занятие муторное. Проще отдать профессионалам, чтобы наварили и придали геометрию на станке!
Так же, сам болт играет важную роль! Так как по сути шпонка не несёт никакой нагрузки (не должна!). Вся нагрузка лежит на болте- шпонка только фиксирует точное положение шкива. На более современных моторах вовсе нет шпонки- все шкивы устанавливаются под конус.

тогда по сути мне можно паз не выводить. а главное плоскость выровнять? почему тогда болт ломает?
Болт потому и ломает, что геометрия посадочного места нарушена. При затягивании болта, шкив садится не ровно/не плотно.
У меня срывало два раза шпонку. После первого тупо восстановил паз на коленвале. Проехал всего около 10т.км.((( во второй раз решил задуматься- как же так? Замерил и понял свою ошибку. С тех пор проехал порядка 80 т.км… А после сменил двигатель по пречине трещины в ГБЦ (есть запись в БЖ). Тот двигатель лежит в ожидании переоборудования под январь. При установке репера, буду снимать шкив. Самому интересно, есть ли изменения на коленвале спустя такой пробег?!))
Источник