§ 1. Неисправности штампов и пути их устранения
В зависимости от сложности и объема работы ремонт штампов может быть текущим (мелкий ремонт), средним и капитальным.
Текущий ремонт заключается в устранении мелких дефектов, например переточка затупившейся матрицы или пуансона, замена пружин, упоров, фиксаторов или проколочных пуансонов. Такой вид ремонта выполняется обычно непосредственно в штамповочном цехе, на специально отведенном ремонтном участке.
Средний ремонт состоит чаще всего в замене одной из основных рабочих частей штампа и нескольких вспомогательных деталей и выполняется обычно в инструментальном цехе.
Капитальный ремонт связан с полной разборкой штампа и заменой значительного числа основных и вспомогательных деталей. Трудоемкость такого ремонта может составлять 60—75% общей трудоемкости изготовления штампа.
При капитальном ремонте заменяют пуансоны и матрицы (или их секции) и большую часть вспомогательных деталей. Верхняя и нижняя плиты штампа при этом сохраняются.
Перед ремонтом штампы и бракованные детали тщательно осматривают, чтобы установить вид и причины брака и определить содержание ремонта. При этом составляют карту дефектов либо акт о выходе штампа из строя в результате аварии.
Если штамп вышел из строя в результате аварии (например, сломалась матрица) и ремонт связан с необходимостью изменения конструкции, то на штамп составляют ремонтные чертежи и разрабатывают новый технологический процесс изготовления вышедших из строя деталей.
При разработке технологического процесса на капитальный ремонт штампа прежде всего решается вопрос о целесообразности ремонта, так как иногда его трудоемкость может оказаться близкой к трудоемкости изготовления нового штампа, а срок работы отремонтированного штампа всегда меньше, чем у нового.
Необходимо стремиться к снижению трудоемкости ремонта за счет использования имеющихся деталей вместо их изготовления. Например, лопнувшую матрицу можно отремонтировать, напрессовав на нее обойму из незакаленной или цементованной конструкционной стали.
При ремонте штампов станочные работы составляют примерно 35%, а слесарные — 65%.
Для всех конструкций штампов применяют следующие виды ремонтов: после десяти мелких ремонтов выполняют один средний ремонт, а после двухтрех средних — один капитальный. Общее
количество ремонтов зависит от типа штампа и материла, из ‘которого изготовлены его рабочие части.
В табл. 8 приведены типичные примеры брака штамуемых деталей или неполадок при штамповке, зависящие от неисправности штампов, и указаны способы их устранения.
Некоторые из этих неполадок по характеру и причинам возникновения сходны с неполадками, возникающими при плохом качестве изготовления штампов, но способы их устранения имеют свои особенности, поскольку штампы уже были в употреблении.
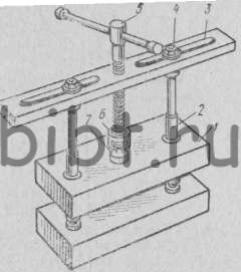
Рис. 95. Приспособление для снятия верхней плиты штампа
При выполнении любого ремонта слесарю приходится снимать верхнюю плиту штампа с колонок. Для этого удобно пользоваться специальным приспособлением, показанным на рис. 95.
Приспособление предназначено для снятия верхней плиты 1 с направляющих колонок 2 и нижней плиты штампа в процессе сборки и центрирования пуансонов с матрицей. Установка этого приспособления не требует много времени, и в процессе снятия плиты исключается перекос колонок относительно втулок.
В окнах пластины 3 приспособления можно свободно перемещать и закреплять в нужном положении стойки 4. В центре пластины имеется отверстие, в котором нарезана двухзаходная резьба. В это отверстие ввернут винт 5, в нижней части которого имеется плавающий наконечник 6 с выступами, охватывающими хвостовик 7. При повороте рукоятки винта 5 выступы наконечника охватывают хвостовик и тянут плиту 1 вверх, а стойки 4, упираясь в колонки 2, легко и без перекоса опускают их.
Таблица 8 Неисправности штампов и способы их устранения
| Неисправности | Характер и причины их возникновения | Способы устранения | |||||||||||||||
| Дыропробивные, вырубные и обрезные штампы | |||||||||||||||||
| Гибочные и формовочные штампы | |||||||||||||||||
| Услуга | Цена |
| Ремонт штампов (матриц, пуансонов) | от 10000 руб. / шт. |
| Ремонт прессформ | от 10000 руб. / шт. |
| Ремонт редукторов | от 4000 руб. / шт. |
| Ремонт валов | от 3500 руб. / шт. |
| Ремонт ходовых винтов (включая правку) | от 10000 руб. / шт. |
| Ремонт узлов станков | от 10000 руб. / шт. |
| Ремонт шнеков | от 20000 руб. / шт. |
| Сварка корпусов | от 5000 руб. / шт. |
* Заказы принимаются от 1 штуки
* Точную цену изделий можно узнать, отправив заявку с приложением чертежей, эскизов или фотографий
* Минимальная сумма заказа — 3500 рублей


Мы производим ремонты валов – восстановление посадочных мест под подшипники, замену хвостовиков валов, восстановление первоначальных диаметров валов путем хромирования с последующей шлифовкой.
Производим ремонт корпусов – растачиваем изношенные посадочные места, вставляем втулки и растачиваем новые посадочные места под новые подшипники.
Выполняем правку ходовых винтов, валов, устраняя биение, изготавливаем новые бронзовые гайки к ним.
Ремонтируем матрицы и пуансоны – устраняем задиры и сколы путем шлифовки, при необходимости изготавливаем новые пуансоны по образцам сломанных или изношенных.
Также часто приходится сталкиваться с конструктивными огрехами или недоработками самих производителей отдельных деталей и узлов различных механизмов в этом случае заказчику мы предлагаем упростить или доработать (усилить саму конструкцию, использовать другие материалы, повысить твердость и т.д.) детали или узлы.
К сожалению для заказчиков, не все подлежит ремонту. В частности, нельзя восстановить сломанные зубья у шестерни, червячного колеса или зубчатой муфты. Такие детали ремонту не подлежат. А шестерни с круговым зубом делаются только парами, т.к. режущий инструмент (фреза) у каждого производителя индивидуален.
Минимальный срок изготовления — 2-3 рабочих дня и зависит от особенностей конкретного изделия, наличия подходящей заготовки и прочих факторов.
Источник
§ 8. Эксплуатация и ремонт штампов для горячей штамповки
Затраты на изготовление, эксплуатацию и ремонт штампов для горячей штамповки составляют значительную часть себестоимости производства поковок (до 20%, а иногда и более). Рациональное использование штампов, их правильное содержание, своевременность и высокое качество ремонта могут снизить себестоимость продукции горячештамповочного цеха.
Молотовые и горячештамповочные штампы являются быстроизнашивающейся оснасткой. Экономия расхода штампов достигается улучшением их конструкции, использованием износоустойчивых сталей, применением наиболее совершенных методов изготовления, повышением стойкости, своевременностью и высоким качеством ремонта.
Для правильной эксплуатации штампов необходимы следующие условия: хорошее состояние кузнечно-прессового оборудования (в особенности направляющих устройств и мест крепления штампов), правильное хранение штампов и подготовка их к работе, правильная установка штампов и надежное их крепление, хорошее охлаждение и смазка ручьев штампов при штамповке, своевременная и тщательная очистка штампуемых заготовок от окалины, возникшей на предыдущих операциях, тщательное удаление окалины из ручьев штампов, постоянный контроль за состоянием штампов, правильная организация учета работы штампов.
На каждый штамп выписывают паспорт, в котором указывают назначение штампа, время изготовления, основные размеры кубиков, марки стали, режимы термической обработки, место, время и условия эксплуатации, место хранения на складе, количество отштампованных поковок, причины выхода штампа из строя и т. д.
В паспорте штампа накапливаются данные о его работе, стойкости, о количестве и характере ремонтов.
Для увеличения срока эксплуатации штампов восстанавливают изношенные ручьи наплавкой; улучшают технологию изготовления штампов; применяют электроискровой и электроимпульсный методы обработки ручьев штампов, что увеличивает в 2 раза их стойкость по сравнению со штампами, изготовленными механической и слесарной обработкой; применяют вкладыши, изготовленные горячим или холодным выдавливанием, что в несколько раз повышает стойкость вставок по сравнению со вставками, обработанными на металлорежущих станках.
Чтобы повысить износостойкость штампов, улучшают их конструкции усилением быстроизнашивающихся частей штампа, изменяют величины штамповочных уклонов и радиусов закруглений, применяют выталкиватели и съемники, увеличивают число ручьев или изменяют их форму, повышают требования к качеству отделки ручьев.
Для снижения сроков выхода штампов из ремонта изготовляют запасной комплект быстроизнашивающихся деталей штампа (например, формообразующих вставок), которые изготовляют одновременно с основным комплектом. При испытании готового штампа испытывают и сдают комплект запасных деталей к нему.
По мере износа штампы ремонтируют. Различают капитальный (возобновление) и текущий ремонт штампов. В зависимости от того, как часто детали штампа изнашиваются и подвергаются возобновлению, они делятся на постоянные и сменные.
К постоянным относятся такие детали, после износа которых штамп не годится к употреблению (например, кубики верхней и нижней части штампа).
К сменным относятся такие детали, которые после износа заменяются новыми. После замены изношенной детали штамп продолжает работать.
Постоянные детали штампов изготовляют и ремонтируют индивидуально или, если однотипных штампов несколько, партией, а сменные — всегда партией или серийно. В связи с этим при конструировании штампа определяют для каждого штампа, какие детали его будут постоянными, а какие сменными, и при ремонте штампов используют заготовки, полуфабрикаты, шаблоны и приспособления, специально предназначенные для этих деталей.
В штампах для горячей штамповки ремонт чаще всего заключается в восстановлении правильной формы и размеров ручьев. При работе в результате динамических нагрузок и теплового воздействия раскаленной заготовки штампы нагреваются. Горячий металл заготовки, деформируясь, перемещается по ручьям штампа и изнашивает их. Правильно сконструированный и хорошо изготовленный штамп должен проработать без ремонта определенное время и дать установленное количество штамповок. Часто после непродолжительной работы вновь изготовленного штампа начинают обнаруживаться дефекты в его работе, например застревание поковок в ручье штампа. Если на этом штампе продолжать работу, то может наступить такой момент, когда поковку вообще нельзя будет удалить из штампа.
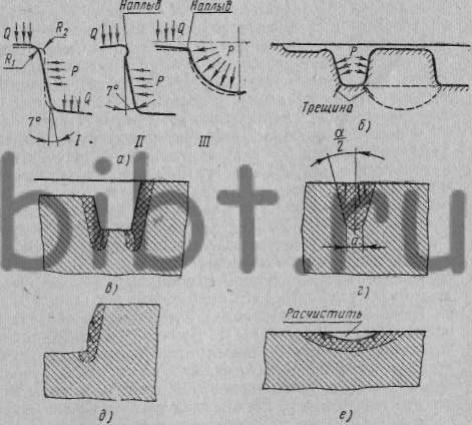
Рис. 111. Образование дефектов в ручьях штампов (а, б) и схемы зачистки дефектных мест под наплавку (в, г, д, е)
Особенно сильно изнашиваются выступающие части ручьев и в первую очередь узкие (например, ребра, бобышки), а также углы кромок. Изменение ручьев штампа обычно происходит таким образом, что размеры вертикальных стенок от действия боковых сил Р (рис. 111, а) увеличиваются в ширину, а горизонтальные места под действием вертикальных сил Q подвергаются наклепу и растекаются в стороны, т. е. в тех направлениях, где они встречают наименьшее сопротивление.
В процессе работы в месте перехода ручья в полость облойной канавки, т. е. в том месте, где имеется соответствующий радиус закругления углов R1 (схема I), происходит уменьшение радиуса закругления R1 и образуется наплыв или «грибок» (схема II), зажимающий поковку в штампе.
Этот наплыв происходит тем быстрее, чем меньше был сделан радиус закругления R1 на новом штампе и чем меньше был штамповочный уклон. С этой точки зрения выгодно увеличивать штамповочный уклон и выполнять увеличенный радиус наружного закругления в штампе. Но это увеличение имеет предел, переходить который нельзя. Применение штамповочного уклона больше 7° изменяет форму детали и повышает расход металла на нее, а увеличение радиуса закругления затрудняет работу обрезного штампа и приводит к короблению детали при обрезке.
Штампы с ручьями в виде горизонтального цилиндрического гнезда (схема III) обладают наибольшей стойкостью. Стенки такого ручья имеют повышенную сопротивляемость к воздействию усилий Р, наплыв образуется очень медленно, и поэтому такие штампы выдерживают более длительный срок эксплуатации.
Одним из часто встречающихся дефектов является утолщение облоя (на ленточке облойной канавки), что затрудняет в дальнейшем его обрезку. Это утолщение образуется от того, что металл штампа под действием вертикально направленных сил в этой части испытывает повышенные нагрузки и от действия сил трения текущего под большим давлением металла поковки истирается.
Менее всего изнашивается дно ручья. Здесь действующие вертикальные силы только наклепывают металл штампа, что повышает его стойкость.
Наиболее опасно появление трещин во внутренних углах ручьев (рис. 111,б). Причина появления трещин — неодинаковый нагрев отдельных мест ручья штампа раскаленной заготовкой и вертикальные усилия при штамповке. Трещины появляются чаще в тех местах штампа, где в дне ручья имеются закругления с малым радиусом. Поэтому радиусы закругления в таких местах нужно делать увеличенными.
Если заготовка кубика под штамп была не полностью прокована, в массе металла остаются недостаточно уплотненные места. Во время работы штампа ручьи, расположенные в таких местах, дают «просадку», что приводит к порче штампа.
На рис. 111, в, г, д, е показаны схемы расчистки дефектных мест в ручьях ковочных штампов.
Текущий ремонт штампов заключается в устранении износа ручьев и других частей штампа. При ремонте восстанавливают правильные размеры и форму ручьев, устраняют наплывы на наружных закруглениях, придают стенкам полости правильную форму вместо вогнутой, получившейся в результате работы штампа, зачищают штрихи на ленточке облойной канавки, зачеканивают образовавшиеся трещины.
Мелкий ремонт можно выполнять на месте, не снимая штампа с молота или пресса. Его выполняют тогда, когда поковки начинают «залипать» в штампе или когда выемки поковок получаются неправильными. Это значит, что появились наплывы, задиры, забоины, некоторые участки ручьев штампа смялись от чрезмерного разогрева.
При текущем ремонте штампов трудности возникают в связи с тем, что материал штампа становится очень твердым вследствие наклепа ручьев штампа и закалки их охлаждающими жидкостями в процессе горячей штамповки. Наклепанные места на ручьях штампа обрабатывают абразивными кругами, установленными на переносных шлифовальных машинах.
Стенки и ребра выправляют тонким абразивным кругом на вулканитовой связке, а в тесных местах — маленькими фасонными абразивными головками и специально изогнутыми напильниками. Радиусы закруглений подгоняют по радиусным шаблонам. Ленточку облойной канавки исправляют шлифованием абразивным кругом и наждачным полотном.
При зачистке ручьев не следует снимать большой слой металла с тем, чтобы размеры поковки после ремонта не могли измениться больше, чем в пределах допусков. Очень важно, чтобы при зачистке ручьев риски от абразива по их направлению совпали с направлением течения металла при штамповке.
Трещины обычно зачеканивают красной медью. Для этого берут проволоку красной меди требуемого диаметра, накладывают ее на ремонтируемую трещину и зачеканивают чеканом или затупленным зубилом. Зачеканка не устраняет трещины и не предотвращает разрушения штампа, она только предупреждает застревание поковки в штампе и образование на ней следов от трещины в виде рваных выступов.
Текущий ремонт включает также замену сломанных или изношенных сменных деталей.
В зависимости от образовавшихся дефектов мелкий ремонт штамповочных ручьев выполняют по нескольку раз (до 5), прежде чем штамп потребует капитального ремонта.
Капитальный ремонт штампа выполняют при значительном износе ручьев. При ремонте штамп снимают с пресса и передают в инструментальный цех.
При работе штампа происходит увеличение ручьев, а ремонты штампа еще больше искажают их. Поэтому, когда размеры ручья выходят за пределы допуска на размер поковки, приходится полностью возобновлять ручей. Возобновление ручьев и связанные с этим переделки других элементов штампа и являются капитальным ремонтом.
Штамп отжигают. Отожженные половинки штампа строгают и шлифуют по плоскостям разъема на глубину, позволяющую сделать разметку с последующим выполнением всех механических, слесарных и термических операций, которые применяются при изготовлении нового штампа.
Если в штампе имеются трещины, то нужно учитывать и этот дефект и строгать плоскости разъема на глубину, достаточную для удаления трещин.
Таким образом возобновляют все ручьи штампа и подправляют строганием или фрезерованием и шлифованием хвостовик, контрольные углы и углубления для сухаря.
Восстановление штампов обновлением ручьев механическим способом за счет углубления их в тело штампа ведет к большому расходу штамповой стали. Чтобы сократить расход кубиков для штампов (особенно для среднегабаритных и крупногабаритных штампов) и повысить стойкость штампов, на многих заводах восстанавливают изношенные штампы наплавкой ручьев.
Если штамп изготовлялся методом электроэрозионной обработки, сохраняют электрод-инструмент и им после строгания плоскости разъема углубляют ручей на нужную величину и затем отделывают его слесарной доработкой.
Капитальный ремонт сборных штампов для горяче-штамповочных прессов и горизонтально-ковочных машин заключается в замене сменных деталей — ручьевых вставок, пуансонов, подкладных плит и износившихся деталей крепления. Иногда выравнивают поверхность матриц, пуансонодержателей или обойм, служащих для крепления сменных деталей.
При ремонте или возобновлении штампов пользуются техническими условиями и чертежами на их изготовление, так как размеры и качество штампов после ремонта не должны отличаться от размеров и качества новых штампов. Это в особенности важно соблюдать при ремонте сборных штампов, допуски на размеры которых отличаются большой точностью.
Источник