Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей — отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
Штангенциркули — это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать — списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным — большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом «авиационном бензине» Б-70, либо в растворителе «Калоша» («Галоша»), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.

Проводится внешний осмотр и устранение внешних дефектов — забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга — вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке — на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение — ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля — используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.

Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
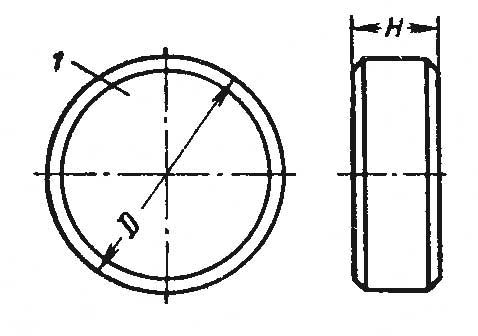
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D — диаметр,
30 мм, Н — толщина,
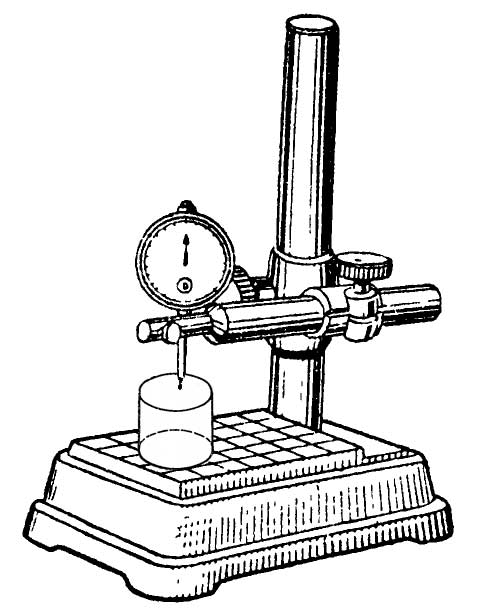
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.

В зависимости от степени износа — проверяем на просвет — используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
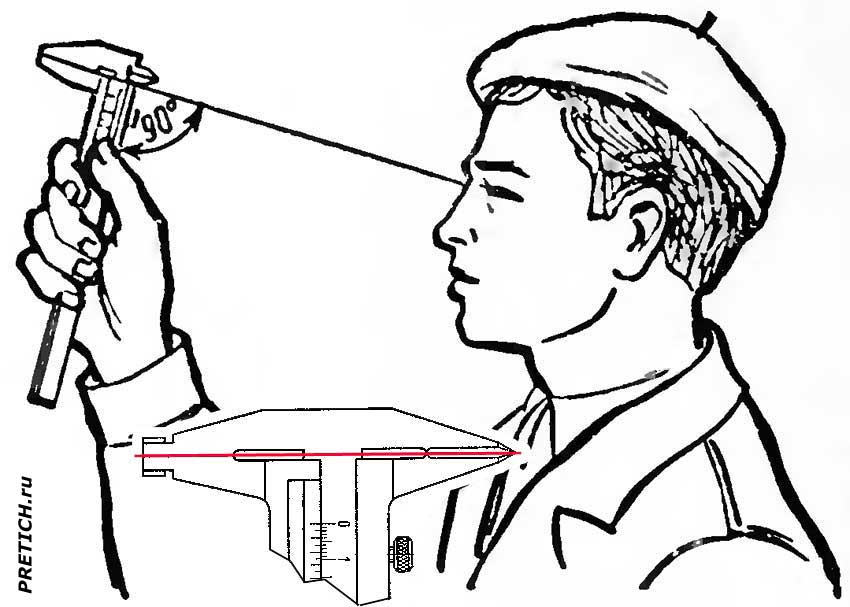
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
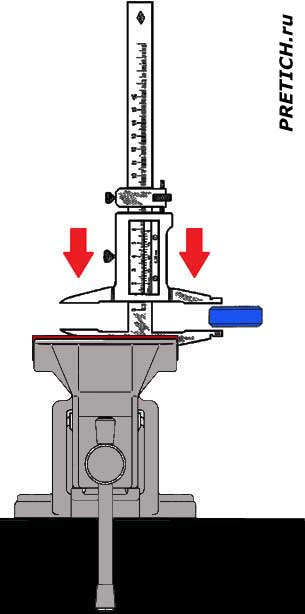
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт — этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки — прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
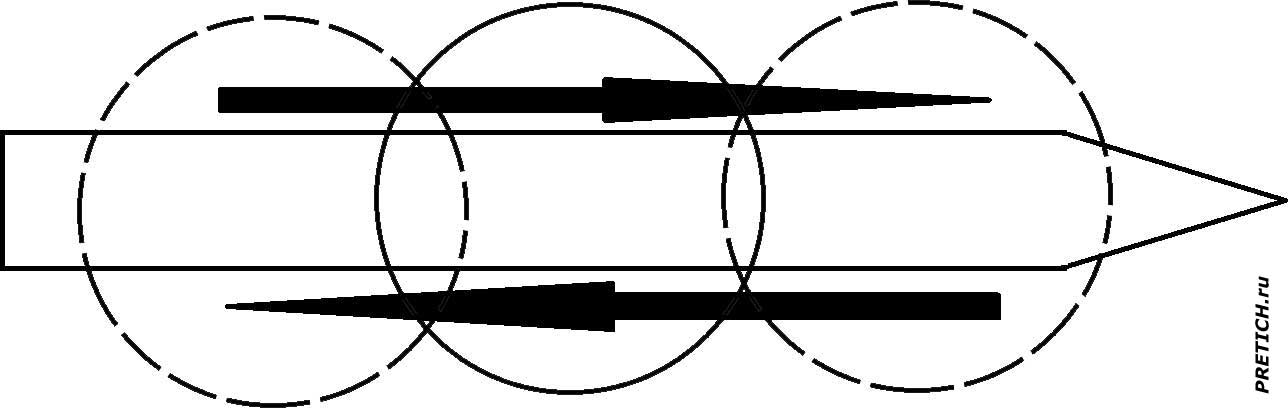
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин — образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки — проходим все губки с двух сторон латунным притиром — он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений — они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер — измеренный микрометром — наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем — все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе «Колумбиком» немного иначе. Основные проблемы: зачастую не регулируемый нониус — значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы «бывалых», вроде постучать молотком по губкам — не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно «поведет» через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус — снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея — наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую «бахрому», которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений — их одновременно используют как разметочный инструмент. Измерительная плоскость «заострена» и легко вырабатывается, а использование их как чертилки — лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же — идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая — ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа — проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком — оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия — это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.

| Комментарии |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |
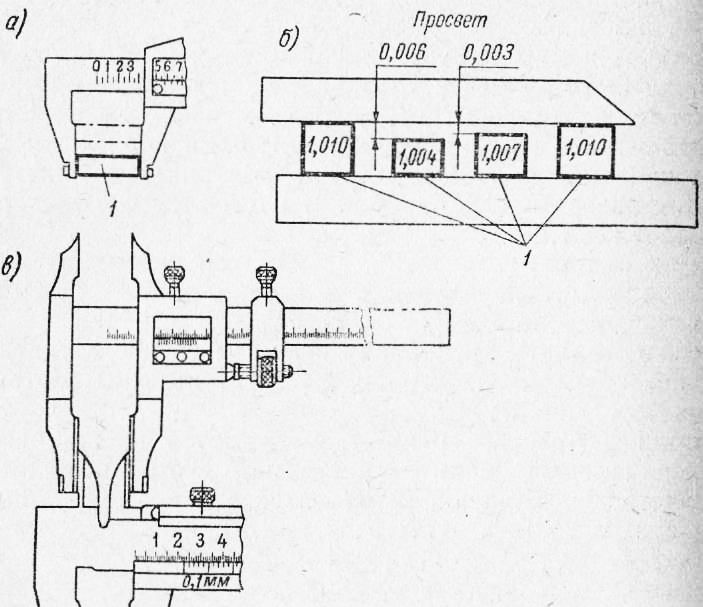
| Вы не зарегистрированы? Забыли пароль? Источник Как восстановить шкалу на штангенциркулеОбработка дерева и металлаНеисправности штангенинструментов и их проверка. Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм — концевыми мерами длины 3-го класса. Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины. Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки. Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм — 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.
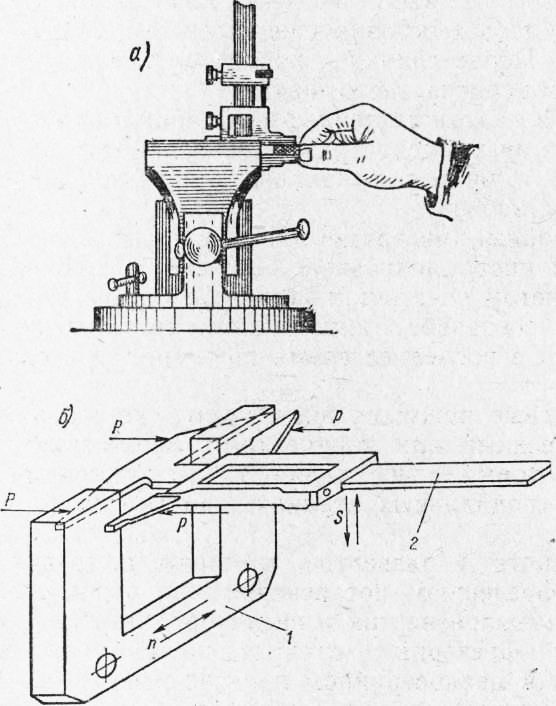
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры. Износ штанги устанавливают лекальной линейкой на просвет. Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.
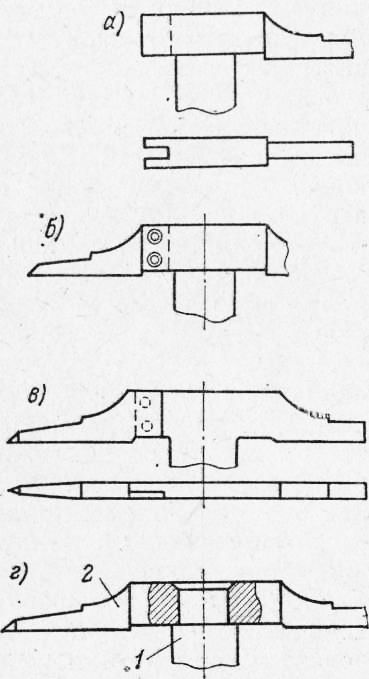
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны. Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют. При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5—3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р—2—3 кг/см2. При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20. Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки. Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.
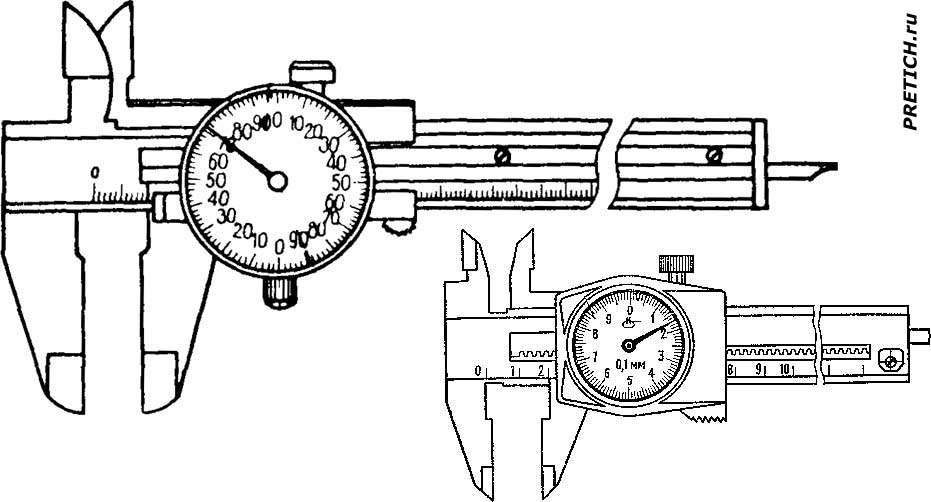
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят. Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят. Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку. С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта. Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок. Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом. Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении. Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей. Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса. Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости. Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами. Так уж повелось (по-крайней мере у автора), что точность измерений производится: линейкой до сантиметров с половинкой, штангельциркулем до миллиметров, а вот десятые и сотые доли миллиметра «ловятся» исключительно при помощи микрометра. Что мешает использовать для измерения десятых частей миллиметра штангенциркуль, ведь он для этого, и предназначен, «навскидку» ответить будет затруднительно. Часто даже знающий устройство этого измерительного инструмента поостережется указать зафиксированный штангенциркулем размер с точностью до десяток – ибо мелковата по своей природе шкала (нониус) «отвечающая» за определение десятых частей миллиметра. Допускаю, что именно по этой причине часть штангенциркулей стали выпускать оборудованными циферблатной шкалой и даже оснащёнными электронным дисплеем (электронные).
А что мешает сделать апгрейд уже имеющемуся в пользовании штангенциркулю и тем самым приблизить точность его измерений к измерениям циферблатного и электронного измерительного инструмента, например, оснастить его увеличительным стеклом? Подсел к компьютеру и принялся рисовать уже посетившее воображение приспособление. Схема доработки
Эскиз сделал в разрезе, где цифрой:
В соответствии с готовым эскизом насобирал «по сусекам» наиболее подходящие компоненты будущего держателя.
В текстолитовом кубике (в прошлом какой-то детали корпуса электронного устройства, а в будущем станине держателя) увеличил при помощи напильника имеющийся паз до размеров соответствующих подвижной рамке штангенциркуля и просверлил по центру отверстие диаметром 3 мм для винта крепления.
На боковой стороне сделано резьбовое отверстие М4 под винт крепления оправы с увеличительным стеклом. С окончанием изготовления станины трудоёмкие операции, требующие точности и тщательной подгонки заканчиваются.
Из куска мягкой пластмассы была сделана оправа (в дополнение к уже существующей). В пластмассовой пластине просверлено два отверстия. Меньшее под винт крепления оправы, большее под уже имеющуюся оправу (в которую она вкручивается по резьбе, что даёт возможность регулировать резкость).
Приспособление в собранном, согласно чертежа, виде. Специально резьбу в дополнительной оправе не нарезал, её сделала резьба старой (металлической) оправы при первом вкручивании. Для этого и была подобрана пластина из мягкой пластмассы, а отверстие выполнено на 0,5 мм меньше необходимого. Наглядно видно, что риски нониуса (название шкалы для определения десятых долей мм) увеличены до размера более комфортного наблюдения. Это даёт возможность уверенно определять измеряемый размер с точностью до «десяток». И даже более того – теперь можно легко при помощи измерения отличить провод с размером 0,85 мм от 0,80 мм. Порядок снятия показаний штангенциркуля
Приспособление легко устанавливается и снимается и может использоваться только в том случае, когда это необходимо. Автор проекта – Babay iz Barnaula. Основными дефектами штангенинструмента, которые могут быть устранены при ремонте, являются ошибки в делениях нониуса, кривизна направляющего ребра штанги, качка и перекос рамки, непараллельность измерительных поверхностей, их повреждение, износ основания и др. Проверку правильности ребер штанги и измерительных плоскостей губок производят с помощью блоков концевых мер, зажимаемых между измерительными плоскостями при передвижении рамки через каждые 10 мм длины штанги. В любом положении рамки на штанге сила нажима измерительных плоскостей на блок должна быть одинаковой на всей плоскости меры. Если касание измерительных плоскостей с каким-либо блоком у острых и тупых губок различно в различных положениях рамки, это означает, что искривлена штанга. Если при любых положениях рамки раствор острых губок меньше раствора тупых или наоборот, то неисправны губки штангенциркуля. Чтобы исправить штангу, ее рабочее ребро проверяют на краску на проверочной плите, и выпуклости убирают личным напильником или доводкой. Затем второе ребро штанги делают строго параллельным рабочему ребру также при помощи напильника или доводки. После этого производят доводку измерительных плоскостей губок. Для их доводки штангенциркуль закрепляют в тисках со свинцовыми губками (фиг. 177,а). Доводку производят чугунным притиром (фиг. 177, б). Притир зажимается между губками, для чего рамку подводят вплотную к притиру и закрепляют микрометрическую подачу рамки. Притир должен без особых усилий передвигаться вперед и назад между губками. Фиг. 177. Перекос губок установить нетрудно. Для этого достаточно зажать между губками блок концевых мер и если одна из сторон блока отойдет от одной из боковых сторон губок, то перекос установлен. Перекос рабочих плоскостей губок по отношению к штанге исправляют при помощи шлифования на плоскошлифовальном станке. После шлифования производят доводку грубой пастой ГОИ одновременно острых и тупых губок и полирование их стеклянными притирами с тонкой пастой. Доводка губок считается законченной, если притир проходит с одинаковым усилием в обоих концах. После доводки губок проверяют совпадение нулевого деления штанги с нулевым делением нониуса. Для этого губки плотно сдвигают и зажимают подвижную рамку штангенциркуля. Убедившись, что между губками нет просвета, освобождают винты, скрепляющие рамку с нониусом. Затем передвигают рамку с нониусом в ту или другую сторону с таким расчетом, чтобы первое и последнее деление нониуса точно совпало с первым и другим соответствующим делением штанги. Также обращают внимание на то, чтобы вторые и третьи риски от начала нониуса были расположены одинаково со вторыми и третьими рисками от конца нониуса по отношению к соответствующим рискам на штанге. После этого закрепляют винты и, проверив еще раз совпадение делений, установку нониуса считают законченной. В том случае, если при установке нониуса не удается его переместить за счет зазора в отверстиях для винтов, отверстия подвергаются расширению при помощи надфиля. Очень часто происходит поломка губок штангенциркуля. При исправлении этого дефекта принимают одно из трех решений, изображенных на фиг. 178: укорачивают длину губок (фиг. 178, а), удаляют одну пару губок (фиг. 178,6) или делают вырез для вставки новой губки (фиг. 178, в). Иногда взамен сломанной губки приваривается новая. Фиг. 178. Исправление дефектов у штангенциркулей облегченного типа производят, главным образом, рихтованием с последующей доводкой измерительных плоскостей. Так, если уже при износе рабочих поверхностей губок нулевой штрих нониуса не совпадает с нулевым штрихом штанги, то после доводки измерительных плоскостей эта ошибка будет еще больше. Поэтому ее исправляют рихтованием. Неподвижную губку кладут на закаленный брусок, укрепленный в тиски, и ударяют по ней в месте а (фиг. 179) для того, чтобы ее носик подался вниз. Удары производят с обеих сторон штангенциркуля. То же проделывают и с губкой подвижной рамки, ударяя по ней в месте б. Острые концы губок рихтуются в местах а и б. Фиг. 179. После рихтования спиливаются и доводятся измерительные плоскости до совпадения делений штанги и нониуса, а в заключение зачищаются забоины и полируются все плоскости мелкой шкуркой. Исправление основания штангенрейсмаса производят притиркой на притирочной плите при помощи шлифовальных порошков. Источник |