Техническое обслуживание и текущий ремонт системы смазки
Система смазки предназначена для подвода масла к трущимся поверхностям деталей двигателя, что уменьшает трение между ними и износ, способствует охлаждению нагретых поверхностей и удаляет продукты износа из зон трения. Она состоит из масляного картера, масляного насоса, фильтров, масляного радиатора, масляных каналов, клапанов, датчиков давления (для двигателей с воздушным охлаждением и датчиков температуры масла), указателя уровня. Основными неисправностями системы смазки являются: негерметичность системы, низкое или повышенное давление масла и его загрязненность (табл.2.3).
Диагностирование системы смазки осуществляется визуально (по наличию подтеканий) и переносными приборами. Места течи определяют по пятнам и подтекам масла на двигателе и под автомобилем при его стоянке.
Таблица 2.3 – Признаки неисправности системы смазки
| Признак | Неисправность | Способ устранения |
| 1. Давление масла превышает допустимые значения | Неисправен датчик или указатель давления. Загрязнены каналы смазки. Используется вязкое масло. Загрязнение масляного фильтра. | Заменить датчик или указатель давления Промыть систему смазки. Заменить масло в соответствии с рекомендациями. Замена или очистка фильтрующего элемента. |
| 2. Низкое давление масла | Низкий уровень масла. Разрегулирован или изношен редукционный клапан. Неисправен масляный насос. Износ коренных и шатунных шеек Засорена сетка маслозаборника | Долить масло. Отрегулировать или заменить редукционный клапан. Заменить шестерни или масляный насос в сборе. Произвести ремонт кривошипно-шатунного механизма. Очистить сетку маслозаборника |
| 3. Загрязнение масла | Засорены фильтрующие элементы. | Заменить или очистить фильтрующие элементы. |
| 4. Снижение уровня масла. | Негерметичность системы смазки. Угар масла. | Заменить сальники коленвала и уплотнение поддона, клапанных крышек и т.д. Заменить маслосъемные колпачки и (или) провести ремонт цилиндро-поршневой группы. |
Наличие утечек способствует снижению уровня масла в поддоне картера. При проверке уровня масла автомобиль должен находиться на ровной горизонтальной площадке. После остановки двигателя должно пройти 3…5 минут, чтобы масло стекло в поддон картера. Затем вынимают и протирают щуп, замеряют уровень масла, который должен находится между метками «min» и «max». При необходимости масло доливают через маслозаливную горловину.
Если давление масла занижено или завышено, его проверяют с помощью механического манометра, устанавливаемого на место масляного датчика, так как автомобильные указатели давления могут иметь значительную погрешность. Техническое состояние насоса можно определить только после его снятие на стенде (рис.2.25)
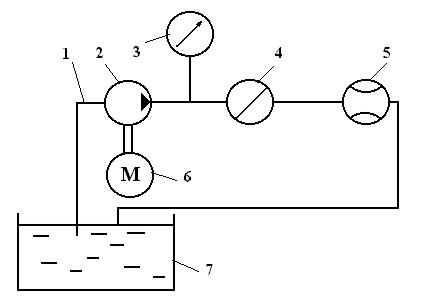
1 – всасывающая магистраль; 2 – испытуемый насос; 3 – манометр; 4 – двухходовой кран; 5 – расходомер; 6 – электромеханический привод насоса; 7 – расходный бак с маслом
Рисунок 2.25 – Схема установки для испытания насосов
При включенном приводе и закрытом кране 4 определяют давление начала открытия редукционного клапана, которое должно быть в пределах 0,35…0,45 МПа. Наиболее чувствительным параметром, комплексно оценивающим состояние насоса является его производительность. Она характеризует степень износа шестерен и корпуса насоса. Включив привод 6 и открыв кран 4 с помощью расходомера 5 определяют производительность в л/мин. Нормативное значение составляет 10…30 л/мин (большие значения соответствуют двигателям грузовых автомобилей).
Степень загрязненности фильтра можно оценить по его температуре. Если фильтр холодный, то он сильно засорен и масло проходит через редукционный клапан, минуя фильтр.
В процессе работы в системе смазки накапливаются осадки, состоящие из продуктов износа деталей и окисления масла. Они уменьшают проходные сечения, способствуя повышению давления масла, загрязняют само масло, снижая его смазывающие свойства. Поэтому периодически осуществляется замена масла, сопровождаемая промывкой системы и заменой либо очисткой фильтроэлементов. Перед этим рекомендуется оценить степень загрязнения масла одним из существующих методов: капельной пробы, замера кинематической вязкости, ультразвуковым и др. Метод капельной пробы заключается в заборе из картера двигателя нескольких капель моторного масла, которые наносятся на фильтровальную бумагу. Масляное пятно не будет иметь механических и абразивных включений, если масло не загрязнено. Кинематическую вязкость масла можно приближенно определить с помощью полевого вискозиметра (рис. 2.26). Метод основан на визуальном сопоставлении скорости падения стального шарика в вертикально установленной пробирке, куда залито проверяемое масло, со скоростью падения таких шариков в эталонных пробирках с маслами, вязкость которых равна 4, 6, 10, 16 и 22 мм 2 /с. Все пробирки помещены в металлическую оправу.
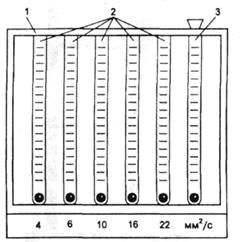
1 – оправка; 2 – эталонные пробирки; 3 – пробирка с испытуемым маслом
Рисунок 2.26 – Полевой вискозиметр
Перед началом испытаний вискозиметр выдерживают в помещении для выравнивания температуры масел во всех пробирках. Вискозиметр поворачивают на 180° и наблюдают за падением шариков, определяя, какому из масел соответствует вязкость испытываемого масла. Опыт необходимо провести 2. 3 раза. Вязкость масел не всегда совпадает со значениями 4, 6, 10, 16, 22 мм 2 /с. Поэтому положение шарика соотносят с двумя ближайшими положениями шариков в эталонных пробирках и примерно оценивают вязкость испытываемого масла.
При ультразвуковом методе берут пробу моторного масла (примерно 50 миллилитров) и помещают в призматическую емкость, имеющую в верхней части вибратор и приемник ультразвуковых колебаний. Формируют единичный импульс частотой 25 кГц. Ультразвуковая волна проходит через масло и, отражаясь от границы раздела двух сред (масла и дна емкости), возвращается к верхней крышке. Чем грязнее масло, тем больше ослабевает эхо – импульс, фиксируемый приемником. Можно фиксировать каждое отражение, можно выборочное, например 3-е, 5-е и т.д. Многие современные автомобили имеют индикатор загрязненности моторного масла. В этом случае масло необходимо заменять при загорании соответствующей лампочки на панели приборов.
Замена масла в двигателе проводится при техническом обслуживании примерно через каждые 10…15 тыс. км пробега автомобиля или один раз в год (в инструкциях по эксплуатации каждой модели автомобиля указаны более точные значения пробегов). Если применяются синтетические или полусинтетические масла, то сроки их замены могут быть увеличены.
Отработавшее масло сливают из системы смазки прогретого двигателя, так как в этом случае оно сливается быстрее, более полно и вместе с ним из системы удаляется большее количество загрязнений. Большинство современных двигателей имеет два фильтра: полнопоточный (грубой очистки) и центробежный (тонкой очистки). У полнопоточных фильтров заменяют фильтрующие элементы, а центробежные разбирают, осматривают и промывают. Полнопоточный масляный фильтр меняют не только из-за его загрязненности, но и в связи с тем, что в фильтре остается до 0,3 л загрязненного масла.
В обычных условиях эксплуатации, когда центрифуга работает исправно, в колпаке ротора скапливается 150…200 г отложений, а в тяжелых условиях — до 600 г (4 мм толщины слоя отложений соответствует примерно 100 г). Отсутствие отложений указывает, что ротор не вращался, и грязь вымыта циркулирующим маслом. Это может быть либо из-за сильной затяжки барашковой гайки кожуха, либо в результате самопроизвольного отворачивания гайки крепления ротора.
У правильно собранного и чистого фильтра после остановки двигателя ротор продолжает вращаться 2…3 мин, издавая характерное гудение.
Перед заливкой свежего масла систему смазки необходимо промыть. Если в двигателе использовалось синтетическое масло, имеющее в своем составе моющие средства, то промывка не производится, если минеральное, то промывка осуществляется через 2…3 замены, если полусинтетическое — через 5…6 замен. Промывка осуществляется следующим образом. После сливания отработавшего масла, не снимая масляный фильтр, в двигатель заливают специальную промывочную жидкость или промывочное масло (ВНИИНП-ФД, МПС-1, МПТ-2М, «Олиофиат Л-20» и др.). При отсутствии такого масла можно использовать смесь, состоящую из 50 % моторного масла и 50 % дизельного топлива, или маловязкое масло типа веретенного (МГ-22А). Промывочное масло заливают до отметки «МIN» на щупе. Запускают двигатель, оставляют его работать примерно 10 мин, потом глушат и сливают промывочное масло. По окончании промывки снимают масляный фильтр.
После замены фильтра в двигатель заливают свежее масло до середины между отметками «МIN» и «МАХ». Двигатель запускают и оставляют его работать на минимальных оборотах примерно 1 мин. После выключения двигателя через 3…5 минут (чтобы все масло стекло в масляный картер) проверяют уровень масла и при необходимости пополняют его.
После длительной эксплуатации или при недостаточной производительности масляный насос снимают и разбирают, все его детали промывают в керосине и продувают сжатым воздухом. При наличии трещин в корпусе или крышке насоса эти детали заменяют. Осматривают ведущую и ведомую шестерни насоса. Измеряют диаметр шестерен и определяют зазор между осью и ведомой шестерней, который должен находиться в пределах 0,017. 0,057 мм, а также зазор между валиком насоса и отверстием в корпусе, который должен находиться в пределах 0,016. 0,055 мм. При наличии значительного износа их заменяют на новые. Обе шестерни, установленные в корпусе насоса, должны легко вращаться рукой при прикладывании усилия к ведущему валику. Щупом проверяют зазор между корпусом насоса и зубьями шестерен (рис. 2.27).
Также проверяют зазор между зубьями шестерен, который не должен превышать 0,20 мм. С помощью линейки и щупа измеряют зазор между торцами шестерен и плоскостью корпуса насоса. Предельно допустимый зазор составляет (в зависимости от марки насоса) 0,15. 0,20 мм, номинальный — 0,05. 0,16 мм.
Крышка насоса может иметь неплоскостность до 0,05 мм. Если она больше, то крышку фрезеруют или шлифуют; при этом толщина припуска на обработку не должна превышать 0,2 мм.
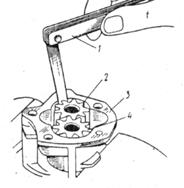
1 – щуп; 2 – ведущая шестерня; 3- корпус насоса; 4 – ведомая шестерня
Рисунок 2.27 – Измерение зазора между корпусом насоса и зубьями шестерен
При ремонте насосов с приводом от распределительного вала дополнительно измеряют износ зубьев ведомой шестерни привода насоса зубомером. При уменьшении толщины более чем на 0,15 мм шестерню заменяют. Определяется также зазор между опорной шайбой и торцом корпуса привода (не должен превышать 0,25 мм).
Редукционный клапан при ремонте масляного насоса разбирают, промывают растворителем его гнездо. На клапане и гнезде не должно быть продольных рисок. Небольшие царапины и сколы плунжерных клапанов можно зашлифовать наждачной бумагой. Проверяют упругость пружины клапана. При нажатии на пружину с усилием 40 Н ее длина должна уменьшиться не более чем на 11. 13 мм.
После ремонта систему смазки заполняют свежим маслом соответствующей марки.
Источник
Тема 1.10 Монтаж централизованных смазочных систем
Подготовка к монтажу централизованных систем смазки. Изготовление и травление трубопроводов
1 Подготовка к монтажу централизованных систем смазки.
2 Изготовление и травление трубопроводов
1 Подготовка к монтажу централизованных систем смазки.
Подготовку начинают после того, как получена и изучена документация и составлена спецификация оборудования, труб, фитингов и материалов, необходимых для выполнения работ. Спецификацию составляют для каждой системы. Потребность в оборудовании, трубах и фитингах должна быть определена заранее. Одновременно готовят инструмент, состоящий из обычного слесарного набора, режущего инструмента для конических резьб, трубных ключей и приспособлений для гнутья труб в холодном и горячем состоянии.
На площадке вблизи монтируемого объекта выбирают место для мастерской по изготовлению трубопроводов и нестандартного оборудования и ревизии машин. Мастерскую оснащают металлообрабатывающими и трубогибочными станками и верстаками. Рядом с мастерской устраивают склад; в открытой части его хранят трубы на стеллажах (по диаметрам). В закрытой части склада, оборудованной полками, хранят детали оборудования, арматуру и фитинги. В районе мастерской и склада организуют площадку для протравки, нейтрализации, промывки и смазки труб.
Трудоемкость работ по монтажу смазочных систем характеризуется данными о фактических трудовых затратах на изготовление трубопроводов и монтаж смазочных систем густой и жидкой смазок приведенными в табл. 52.
На основании этих фактических затрат труда и числа смазываемых точек определяют потребность в рабочих, которых организуют в бригады по 6—7 человек каждая.
2 Изготовление и травление трубопроводов
Мазепроводы изготовляют по рабочим чертежам на поточных линиях, которыми предусматривается механизированное выполнение всех операций. Изготовление начинают с резки труб на заданные длины и зачистки заусенец. Режут трубы маятниковыми пилами, а заусенцы зачищают приспособлением для раззенковки, вставленным в электросвер- лильную машинку. Труба должна быть перерезана под прямым углом. Затем на концах труб нарезают резьбу, выполняя эту операцию на специальном станке за один проход. Режущий инструмент должен строго соответствовать диаметру труб; отклонения приводят к резьбе с рваными нитками.
Концы труб и режущий инструмент перед нарезкой смазывают натуральной олифой, а после окончания нарезки протирают тряпками. Значительную часть работы по изготовлению трубопроводов составляет гнутье труб диаметром менее 40 мм, которое выполняют на гидравлическом трубогибочном станке. Колена для труб диаметром более 40 мм получают готовыми.
Радиус колен принимают равным трем-четырем диаметрам труб. Трубы диаметром до 1 12» гнут в холодном состоянии, свыше l k» — с нагревом. Нагревают трубу до вишнево-красного цвета, что соответствует температуре около 800° С. Длину нагреваемой части трубы отмечают мелом, при этом для гнутья трубы под углом 90° принимают шесть-восемь диаметров трубы, под углом 45° — три диаметра.
Резьбовые соединения труб на фитингах и сварные соединения при помощи автогенной сварки должны обеспечивать непроницаемость соединений. Внутренний проход труб должен быть чистым. Исправлять дефекты сварки чеканкой или подваркой не допускается: места со старой сваркой должны быть вырублены. Коническая трубная резьба обеспечивает достаточную плотность соединения без уплотнений шеллаком, суриком и паклей.
После изготовления трубы подвергают травлению в 20%-ном растворе соляной или серной кислоты, применяя для этого деревянные или металлические ванны размером 0,8Х0,6Х (10-М5) м. Чтобы исключить потери кислоты, деревянные ванны замачивают водой. Металлические ванны изготовляют из труб диаметром 600—700 мм, разрезая их вдоДь образующей и вваривая донышки по торцам. Для защиты от коррозии их поверхность покрывают слоем горячего битума толщиной 5—8 мм. При температуре раствора 20° С продолжительность травления составляет 6—8 ч. Процесс протравки протекает интенсивнее при нагревании раствора до 40—60° С и периодическом встряхивании труб, находящихся в ванне. Трубы малых диаметров (7г—2″) загружают в ванны пакетами по 15—20 труб.
После травления трубопроводы помещают в ванну с 3%-ным раствором каустической соды, в котором их выдерживают в течение 1—2 ч для удаления остатков кислоты, т. е. для нейтрализации. Затем трубы промывают водой и просушивают горячим воздухом или пользуются другим способом. Просушенные трубы смазывают маслом, окуная их в ванну. Подготовленные трубы защищают от пыли, песка, грязи деревянными пробками, так как загрязнение может привести к тому, что в подшипники попадут посторонние предметы и выведут их из строя. Поэтому при монтаже смазочных систем должны предъявляться строгие требования к соблюдению чистоты. После протравки трубопровод собирают и промывают керосино-масляной смесью.
Применение для протравки труб ортофосфорной кислоты позволяет упростить технологию изготовления мазепроводов В этом случае сразу после изготовления трубопровод собирают, продувают сжатым воздухом и протравливают в собранном виде, прокачивая сначала 15—20%-ную ортофосфорную кислоту в течение 1—2 ч, а затем 2%-ную в течение 1 ч. После последнего прокачивания на внутренних поверхностях труб образуется защитная фосфатная пленка, исключающая в течение длительного времени окисление. Травление труб ортофосфорной кислотой сокращает трудоемкость работ примерно на 25—30%: исключаются полностью операции нейтрализации после травления, промывка, сушка, смазка и промывка собранных трубопроводов керосино-масляной смесью.
Мы рассмотрели особенности изготовления трубопроводов мелких диаметров для систем жидкой и густой смазок. Трубопроводы крупных диаметров для жидкой смазки изготовляют так же, как и другие трубопроводы.
Монтаж и наладка централизованных систем смазки
1 Монтаж централизованных систем смазки
2 Наладка централизованных систем смазки
1 Монтаж централизованных систем смазки
Монтаж и наладка централизованных систем смазки состоят из трех операций: монтажа смазочного оборудования, монтажа трубопроводов и установки питателей, разводки труб к смазываемым точкам. Каждый вид работ можно выполнять независимо. Маслосмазочное оборудование подвергают ревизии, пользуясь при этом специальными салфетками; применять хлопчатобумажные концы, ворс которых может попасть в подшипники и засорить их, не разрешается.
Механизмы и нестандартное оборудование смазочных систем прокатных цехов, устанавливают в специальных помещениях — маслоподвалах. Там, где число механизмов незначительное, например в доменных цехах, механизмы устанавливают около машин, к которым подают смазку. Оборудование в подвалы подают мостовыми кранами, а ставят на болты фундаментов полиспастами. Все механизмы устанавливают по уровню и по заданной на чертежах привязке. Точность привязки должна обеспечивать взаимное расположение машин и возможность обслуживать их с соблюдением правил техники безопасности. Такие механизмы, как насосы, компонуют с двигателями в один агрегат в мастерской, и на фундаменты ставят уже насосные установки с отрегулированным положением электродвигателя и с натянутыми тексропными ремнями.
Перед монтажом аппаратуру и арматуру централизованной системы подвергают испытанию. Резервуары для масла, воды и эмульсии испытывают на непроницаемость, а змеевики в них — на прочность. Резервуар переворачивают вверх дном и сварные швы покрывают разведенным мелом. После подсыхания побелки резервуар ставят в рабочее положение и сварные швы обильно смачивают керосином. Это повторяют несколько раз; затем резервуар ставят вверх дном и осматривают побелку. Если швы не потемнели, резервуар считается пригодным для монтажа. Пожелтевшие местами швы вырубают и повторно заваривают; испытания повторяют до получения положительного результата. Проверку герметичности резервуара со змеевиком дополняют испытанием ручным насосом на давление 10 кГ1см 2 .
Холодильники, подогреватели масла, эмульсии и воды также подвергают гидравлическому испытанию; для этого полости попеременно заполняют водой и гидропрессом создают необходимое давление. Трубопроводная арматура (краны, вентили, задвижки, регуляторы давления, обратные клапаны и др.) после ревизии подлежат испытанию на герметичность. Арматуру для этого заполняют водой из водопровода, а затем гидропрессом создают необходимое давление; о герметичности судят по показаниям манометра гидропресса и по утечке через верхний кран, служащий для проверки заполнения арматуры водой.
Монтаж основных трубопроводов выполняют по схеме, предусмотренной проектом; их укладывают по заданному направлению с учетом расположения оборудования, на котором закрепляют. Трубопрбводы должны быть прямолинейными. Крепление к конструкциям или оборудованию выполняют на кронштейнах скобами и винтами. Магистральные трубы соединяют на фланцах, соединительных гайках и автогенной сваркой. Подгонять концы труб следует таким образом, чтобы внутрь не попали наплывы и грат. Сварочные стыки надо располагать так, чтобы обеспечить возможность разработки трубопроводов.
Трубопроводы жидкой смазки монтируют в траншеях, на подвесках или опорах с уклоном от 1 :40 до 1 :60, согласно проекту. После монтажа систему подвергают испытанию на непроницаемость. Для этого нагнетательный трубопровод при помощи имеющихся задвижек отключают от станции и оборудования. Сливной трубопровод отсоединяют от резервуара и глушат также места слива масла из оборудования. Воздух для опрессовки подводят через нагнетательный трубопровод, который соединяют со сливным. Проверяют качество сварки и соединений мыльным раствором, для чего при помощи кисти смачивают швы, фланцевые и резьбовые соединения. Нагнетательный трубопровод испытывают на давление 5 кГ/см 2 . Отсутствие пузырьков в местах, смоченных мыльным раствором, свидетельствует о положительном результате испытаний. Сливной трубопровод испытывают на давление 1 кГ/см 2 . Во время испытания дефектные места отмечают мелом, а затем, когда давление снято, исправляют.
2 Наладка централизованных систем смазки
После монтажа и протравливания системы промывают; отсоединив отводы от магистральных трубопроводов к питателям, освободившиеся концы заглушают деревянными пробками. Магистральные трубопроводы закольцовывают так, чтобы промывочная смесь поступала в один конец, а возвращалась из другого. Возможность застаивания промывочной смеси на отдельных участках трубопроводов исключают, подобрав такое число закольцовок, которое обеспечивает нормальную циркуляцию, смеси. Промывку ведут в течение 24 ч смесью, состоящей из 50% керосина и 50% маловязкого минерального масла. После промывки системы и устранения дефектов при холостом опробовании машин, во время которого регулируют подачу смазки и работу питателей, осуществляют наружный осмотр и сдают системы в эксплуатацию.
Питатели проверяют на срабатываемость; при обнаружении заедания штоков или чрезмерного выпуска мази питатели разбирают, промывают бензином, устраняют дефекты и вновь собирают, проверяя повторно.
Золотники и поршни питателей имеют зазоры 0,003—0,005 мм, поэтому обращаться с ними надо осторожно. До установки на место питатели регулируют на заданный объем подачи мази. После установки питателей их соединяют с магистралями и выполняют подвод от них к смазываемым точкам. Детали трубопроводов перед постановкой на место также промывают и заполняют мазью.
Систему заряжают мазью в два приема. Отводы к питателям и подводы от них к точкам заряжают перед постановкой их на место. При зарядке ожидают, чтобы из второго конца трубы вышло 10—15 г мази, которую убирают в специальную тару. Магистральные мазепроводы заряжают после промывки, используя для этого специальный насос или автоматическую станцию. Каждый мазепровод заряжают отдельно, ставя на трубе от насоса сетчатый фильтр. Второй конец мазепровода оставляют открытым для выпуска воздуха. После выхода из этого конца 70—100 г мази ставят пробку. При длине мазепроводов более 100 м зарядку проводят частями. По мере заполнения магистрального мазепровода подсоединяют питатели.
При монтаже небольших систем применяют такой способ производства работ, который не требует промывки трубопровода. Заключается он в том, что мазепроводы сразу после протравки заполняют мазью. При заполнении систем мазью необходимо следить за наполнением подшипников и не допускать в них избытка мази.
Наладка и сдача системы заключается в проверке срабатывания питателей и в определении давления в системе, необходимого для нормального ее действия. При нагнетании мази по одному из мазепроводов штоки индикаторов всех питателей должны находиться’ в одном положении; при нагнетании.по второму мазепроводу штоки индикаторов тех же питателей должны изменить положение. Величину давления, при котором должна работать станция, определяют в момент срабатывания наиболее удаленных питателей плюс 3—5 ат.
Неполадки централизованных смазочных систем, их причины и способы их устранения
1 Испытание систем
2 Неполадки централизованных смазочных систем
1 Испытание систем
В системах с автоматическими станциями ставят автоматические регуляторы и настраивают их на требуемое в системе давление. В системах с ручными станциями отклонения от нормальной работы системы показывает манометр, установленный на станции.
Системы густой смазки на плотность испытывают рабочей средой при давлении, превышающем нормальное на 25%, которое колеблется от 80 до 120 кГ/см 2 . Падение давления указывает на утечки, которые немедленно устраняют. После испытания на плотность систему настраивают на рабочее давление и повторно проверяют срабатывание питателей. Если подшипник переполнен мазью, то питатель не срабатывает. Чтобы это установить, отсоединяют подвод к нему и проверяют работу питателя. После испытания, повторной проверки срабатывания питателей, а также наружного осмотра системы сдают в эксплуатацию.
2 Неполадки централизованных смазочных систем
Неполадки, встречающиеся при наладке централизованных смазочных систем, сведены в табл. 1. Если необходимо очистить засоренный мазепровод, то мазь из него удаляют, подогревая трубу газовой горелкой (или как-либо иначе). После этого мазепровод продувают сжатым воздухом.
Источник