Ремонт способами ремонтных размеров
При ремонте методом ремонтных размеров одну из износившихся деталей соединения обрабатывают до исчезновения следов износа или до получения определенного заранее установленного размера, а вторую, чаще всего более дешевую, заменяют новой. Например, изношенную шейку вала обрабатывают до исчезновения следов износа и комплектуют ее с новой втулкой, обеспечивающей с полученным размером шейки вала требуемую посадку. Такой ремонт может производиться последовательно несколько раз, причем диаметр вала постепенно будет уменьшаться, а диаметр отверстия ремонтируемой детали — увеличиваться. Таким образом, детали сопряжения будут иметь размеры, отличающиеся от первоначальных. Эти новые, заранее установленные размеры деталей соединения принято называть ремонтными.
Различают три вида ремонтных размеров: стандартные, регламентированные, свободные.
Стандартные ремонтные размеры, изготовляемые промышленностью, применяют при ремонте поршней, поршневых пальцев, толкателей, вкладышей, поршневых колец.
Рекламные предложения на основе ваших интересов:
Регламентированные ремонтные размеры устанавливаются техническими условиями на восстановление деталей. При этом механическую обработку производят до достижения заданной величины.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и чистоты рабочей поверхности деталей. Сопряженную деталь подгоняют к восстановленной до свободного ее размера, оставляя припуск для окончательной подгонки по месту.
Основными особенностями метода ремонтных размеров являются: простота и доступность его применения в условиях ремонтных мастерских, а также возможность обеспечения взаимозаменяемости деталей одного ремонтного размера и обеспечение зазора в соединении, равного номинальному.
Число ремонтных размеров и их величины должны быть определенными, так как только в этих случаях возможно изготовление взаимозаменяемых ремонтных деталей, используемых в качестве запасных частей.
Рис. 1. Схемы обработки вала и отверстия под ремонтный размер
Несмотря на некоторые недостатки, например ослабление сечения детали и увеличение номенклатуры деталей, усложняющие их учет, метод ремонтных размеров находит широкое применение при ремонте таких групп деталей, как цилиндр—поршень — кольцо, шатуны — вкладыши — коленчатый вал и др.
На рис. 1 показаны схемы одностороннего износа вала и подшипника, согласно которым можно определить диаметры ближайших ремонтных размеров. Рассмотрим методику определения величины и числа ремонтных размеров на примере соединения, в котором вал подвергается ремонту, а подшипник заменяется.
Величина отклонений в размере ремонтных деталей указывается на них в виде ремонтных увеличений или уменьшений от номинального размера. Ремонтное уменьшение (разность между номинальным и ремонтным размерами) указывается со знаком минус, а ремонтное увеличение (разность между ремонтным и номинальным размерами) со знаком плюс. Например, при ремонтном интервале, равном 0,25 мм, увеличение для первого ремонтного размера равно +0,25, для второго —1-0,5, для третьего — +0,75 мм и т.д.
Некоторые запасные детали изготовляются заводами-изготовителями в виде полуфабрикатов в неокончательно обработанном виде или полуобработанными.
Эти детали обозначают добавлением к номеру основной детали буквы Р или РП (ремонтная полуобработка) и цифры, соответствующей порядковому номеру ремонтного размера.
Техническими условиями на ремонт строительных машин допускается уменьшение диаметра вала не более чем на 10 % первоначального его размера. При условии проверки на прочность допустимы и большие уменьшения диаметра вала. Минимальная толщина стенок отверстий (гильз, втулок) определяется из условий их прочности.
Метод дополнительных деталей, являющийся разновидностью метода ремонтных размеров, широко распространен при восстановлении под ремонтный размер цилиндров блоков, прошедших последний ремонтный размер, гнезд клапанов, посадочных отверстий под подшипники коробок передач, задних мостов. Метод предусматривает замену изношенной части детали дополнительной, специально для этой цели изготовленной. Наиболее часто таким образом ремонтируют отверстия деталей. В ступицу шкива, шестерни или другой детали, предварительно расточенную до некоторого размера, запрессовывают ремонтную втулку или гильзу.
Если в ступице имеется отверстие для смазки, то запрессованную деталь по торцу прихватывают сваркой в нескольких точках или фиксируют резьбовыми штифтами. После этого втулку растачивают под требуемый размер, сверлят отверстие для смазки и прорубают смазочные канавки.
Для восстановления резьбовых отверстий применяют резьбовые втулки (ввертыши), в которых после установки на место нарезают резьбу номинального шага.
Изношенные участки плоских поверхностей деталей ремонтируют установкой накладок и планок. При этом дефектные участки строгают или фрезеруют, затем из полосовой стали изготовляют и тщательно подгоняют накладки. Их закрепляют винтами или сваркой и обрабатывают вровень с неизношенными поверхностями детали. Способ дополнительных деталей прост и экономичен, так как позволяет сохранить и использовать оставшуюся неизношенной работоспособную часть детали.
Источник
Ремонт способом ремонтных размеров
Способ ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более дорогую и сложную, подвергают механической обработке до установленного ремонтного размера, а другую заменяют восстановленной или новой, изготовленной также по ремонтный размер.
Этим способом восстанавливают многие сопряжения, например, сопряжение цилиндр -поршень, коленчатый вал -вкладыш. Цилиндр растачивается, коленчатый вал шлифуется до очередного ремонтного размера, а поршень и вкладыш заменяют на новый этого же ремонтного размера.
Ремонтным размером называется заранее установленный размер, отличный от заводского номинального, под который восстанавливается посадка.
При этом способе восстанавливается правильность геометрической формы и шероховатость поверхности детали без сохранения начальных размеров путем снятия механической обработкой изношенного поверхностного слоя. При восстановлении посадки под ремонтный размер с основной детали снимают слой металла с сохранением первоначального допуска на размер, так как ремонтный размер, как правило, находится в тех же интервалах, что и номинальный размер детали. Сопряженная деталь изготовляется под ремонтный размер основной детали с сохранением первоначального допуска.
Ремонтные размеры валов меньше номинальных, а отверстий больше.
Различают три вида ремонтных размеров:
Детали со стандартными ремонтными размерами (поршни, поршневые пальцы, вкладыши) выпускаются промышленностью. Сопряженные с ними дета-
ли обрабатывают под этот стандартный ремонтный размер. Недостатком данного способа является то, что ля получения стандартного ремонтного размера необхо- ‘ димо снимать большое количество металла, в результате чего срок службы детали сокращается.
Регламентируемые ремонтные размеры предусматриваются техническими условиями на восстановление ряда деталей, например, опорные шейки кулачковых валов их втулок, клапанов и их направляющих. Этот способ имеет те же недостатки что и способ ремонта с использованием стандартных ремонтных размеров.
Свободные ремонтные размеры предусматривают обработку до получения правильной геометрической формы и нужной шероховатости поверхности детали. Сопрягаемая деталь подгоняется к восстановленной до свободного размера. При свободных размерах изготовить деталь заранее с окончательными размерами нельзя. Положительной стороной его является то, что при обработке лишний металл детали не снимается и, следовательно, увеличивается срок ее службы. Недостаток — ограничивается взаимозаменяемость.
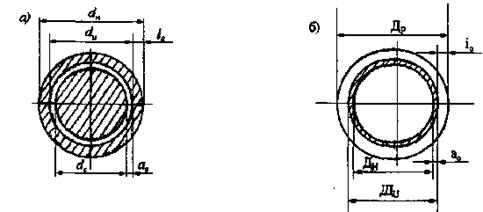
Рисунок 42 Обработка вала «а» и отверстия «в» под ремонтный размер
Рассмотрим методику определения ремонтных размеров на примере сопряжении вал — втулка (Рис. 42).
На рисунке «а» показано сечение нового вала dн и сечение изношенного вала dи, имеющего неравномерный износ. Наибольший односторонний износ составляет lв.
Минимальный припуск на одну сторону при обработке вала под ремонтный размер определяют по формуле

где Rz — макронеровности изношенной поверхности; Т — толщина дефектного слоя детали перед ремонтом; р — прогиб вала; Е — неточность базирования вала на станке в связи с повреждением базовых поверхностей.
Ориентировочно припуск на сторону при чистовой обточке и расточке составляет 0.05 . 0.1 мкм, при шлифовании — 0.03 . 0.05 мм.
Значение первого ремонтного размера для рассмотренного случая определяется по формуле

 Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)
Величина i устанавливается путем измерения детали. Припуск на обработку устанавливается с учетом величины искажения геометрической формы, характера обработки, типа оборудования, размера, материала детали и других факторов (допустимый прогиб вала, глубины рисок и т.д.)

Величина ω характеризует ремонтный интервал для вала. На рисунке «б» показан ремонтный размер Dp при восстановлении отверстия втулки; ia — наибольший односторонний износ отверстия; а — снимаемый слой металла при обработке отверстия под ремонтный размер; Dн — номинальный размер детали. Ремонтный размер для отверстия втулки

Расчетные формулы для определения ремонтных размеров будут иметь вид: для валов

аналогично для отверстий

где n — число ремонтных размеров, которые можно определить по формулам:

Последний ремонтный размер обуславливается прочностью детали, глубиной закаленного или цементационного слоя и другими условиями. Способом ремонтных размеров можно восстанавливать и резьбовые соединения.
Способ ремонтных размеров получил широкое распространение на ремонтных предприятиях в силу его простоты и дешевизны. Однако этот способ имеет и существенные недостатки:
•нарушает взаимозаменяемость деталей;
•усложняет материально-техническое снабжение производства, т.к. возрастает запас деталей одной номенклатуры, но разных ремонтных размеров;
•снижается срок службы из-за изменения размеров деталей машин; усложняется дефектация, комплектование деталей перед сборкой и др.
Дата добавления: 2016-06-29 ; просмотров: 5659 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Способ ремонтных размеров
Способ ремонтных размеров, благодаря свой простоте, доступности и надежности, получил широкое распространение в ремонтном производстве. В этом случае соединению возвращается начальный зазор, а детали получают требуемую геометрическую форму. Благодаря исправлению геометрической формы и получению необходимого качества поверхности почти полностью восстанавливается первоначальная надежность соединения [4].
При этом способе одну из деталей изношенного соединения сохраняют для дальнейшей работы, а другую — заменяют. Деталь, оставленную для дальнейшей работы, подвергают механической обработке по изношенной поверхности до ремонтного размера. Задача механической обработки — восстановить геометрическую форму поверхности, сохранив ее координацию по отношению к другим посадочным поверхностям детали при минимальном съеме металла и сохранении первоначальных условий соединения.
Последнее условие позволяет рассчитывать ремонтный размер оставленной детали по обрабатываемой поверхности.
Для расчета первого или очередного ремонтного размера введем обозначения:
i – удвоенный максимальный радиальный износ в сечении;
D – припуск на обработку;
w – разность ремонтных размеров.
– для охватываемой детали (вал)
 , , | (2.1) |
 , , | (2.2) |
 , , | (2.3) |
 , , | (2.4) |
– для охватывающей детали (втулка):
 , , | (2.5) |
 , , | (2.6) |
 , , | (2.7) |
 . . | (2.8) |
Рассчитанные указанным способом размеры для каждой детали конкретного соединения служат ее ремонтными размерами по поверхности соединения. Вопрос о том, какая деталь соединения подлежит замене и какая ремонту, решается соображениями экономического характера: более дорогую оставляют, дешевую заменяют. Оставленную деталь обрабатывают по соединяемой поверхности до очередного ремонтного размера.
Зная предельные размеры, нетрудно рассчитать количество ремонтных размеров:
– для охватываемой детали (вал)
 , , | (2.9) |
– для охватывающей детали (втулка)
 , , | (2.10) |
Трудоемкость восстановления деталей под ремонтный размер в 1,5—2 раза ниже, чем сваркой и наплавкой.
Для обеспечения взаимозаменяемости ремонтные размеры и предельные отклонения заменяемых и восстанавливаемых деталей должны быть регламентированы соответствующими техническими условиями.
Применение неустановленных ремонтных размеров допускается только в порядке исключения. Способом ремонтных восстанавливают цилиндры двигателей, коленчатые и кулачковые валы, толкатели, клапаны, шкворни, тормозные барабаны и другие детали. Этот способ широко применяется для восстановления резьбовых соединений, когда поврежденную резьбу рассверливают и нарезают новую резьбу ближайшего размера. Величина последнего ремонтного размера регламентирована запасом прочности детали или толщиной термически обработанного слоя.
Цилиндры, шейки распределительных и коленчатых валов рекомендуется обрабатывать с сохранением их прежних осей, так как это позволяет обеспечить требования технических условий по допускам на межцентровые расстояния, радиусы кривошипов, степень сжатия.
Способ приводит к некоторому снижению прочности и долговечности деталей и нарушает принцип полной взаимозаменяемости при ремонте агрегатов на готовых запасных частях.
Восстановление шеек валов и осей под ремонтный размер производится точением и шлифованием, а отверстий — растачиванием, фрезерованием, сверлением, протягиванием. Получение требуемой точности и шероховатости поверхностей достигается завершающими операциями: хонингованием, полированием, притиркой.
Для деталей автомобильной техники импортного производства, когда на ремонтные предприятия и автосервисы поступают для капитального ремонта новые модели машин, одним из этапов технологического процесса ремонта является дефектация, которая позволяет оценить техническое состояние деталей. Для проведения этого этапа необходимо знать допустимые без ремонта размеры рабочих поверхностей деталей. При случаях отсутствия технической документации целесообразно воспользоваться следующей методикой.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник