Ремонт гидроцилиндров для дуговой сталеплавильной печи ДСП ( ЭДП )

Товар находится в неверной категории?
Нажмите на ссылку и мы подберем для товара правильную категорию.
Ремонт гидроцилиндров для дуговой сталеплавильной печи ДСП ( ЭДП ).
Предприятие выполняет ремонтные работы по восстановлению работоспособности гидроцилиндров используемых на металлургических комбинатах.
Проводим капитальный ремонт и восстановительный ремонт:
— гидроцилиндр наклона ДСП(ЭДП);
— гидроцилиндр шиберного затвора;
— гидроцилиндр фаз ДСП/УПК;
— гидроцилиндр подъёма свода ДСП/УПК;
— гидроцилиндр мягкого обжатия криволинейного сектора МНЛЗ и слябовых машин;
— гидроцилиндр тянущего ролика МНЛЗ и слябовых машин;
— гидроцилиндр подъёма и перемещения шагающего холодильника.
— гидроцилиндр отворота свода дуговой сталеплавильной печи;
— гидроцилиндр перемещения электрода дуговой сталеплавильной печи;
— гидроцилиндр отжима электродов дуговой сталеплавильной печи;
— гидроцилиндр открытия и закрытия рабочего окна ДСП ( ЭДП );
— прочие гидроцилиндры.
Изготовим новый шток для этих гидроцилиндров.
Изготовим новую гильзу.
Изготовим гофрозащиту для штока.
На предприятии имеется свой конструкторский отдел с большим практическим опытом работы.
Изготовим аналоги импортных гидроцилиндров, применяемых в металлургическом производстве и дуговых сталеплавильных печей.
Доступны к изготовлению полные аналоги гидроцилиндров таких фирм:
— SMS Group;
— Danieli;
— Siemens vai metals technologies;
— прочие иностранные производители.
Проводим модернизацию с полной заменой гидравлической системы (гидростанции, гидроцилиндров, трубопроводов и АСУ) физически изношенных и морально устаревших сталеплавильных печей ДСП-25 и ДСП-12.
Весь процесс ремонта проходит открыто и честно. Вы можете прислать к нам своих специалистов, на контрольную инспекцию, в любой момент.
На предприятии установлен испытательный гидравлический стенд, поэтому, в обязательном порядке, мы проверяем все отремонтированные или изготовленные гидроцилиндры. Процесс испытаний фиксируем на видео.
Работаем с предприятиями различных форм собственности.
Оплата, как наличными, так и безналичный расчет, в том числе с НДС.
Ремонтная база с испытательными стендами и офисом находится в городе Подольск, Московская область.
Быстрая обратная связь, если Вы свяжетесь со мной по WhatsApp +79788975009
Источник
Подготовка дуговой сталеплавильной печи к плавке или заправка ДСП
Заправка печи – рабочий период плавки стали в ДСП, предназначенный для текущего ремонта наиболее пострадавших участков огнеупорной футеровки.
Заправка ДСП состоит из следующих операций:
- удаление остатков шлака и металла;
- осмотр печи;
- ремонт огнеупорной футеровки.
После выпуска плавки из печи удаляют остатки шлака и металла. Основные причины для удаления остатков шлака и металла:
- систематическое накопление остатков шлака на подине приводит к ее зарастанию и уменьшению объема ванны;
- смешиваясь с заправочными материалами, шлак понижает их огнеупорность и способствует размягчению футеровки при высоких температурах;
- остатки металла препятствуют проведению качественного ремонта подины, а также ухудшают свариваемость заправочных материалов с футеровкой;
- остатки металла на подине также недопустимы при переходе на выплавку стали другой марки, при смене марки выплавляемой стали остатки металла могут явиться причиной непопадания в заданный состав металла, например по никелю, хрому, молибдену и т. д.
Остатки шлака и металла удаляют металлическими скребками вручную. Это очень тяжелая операция, тем более, что ее выполняют под прямым тепловым излучением футеровки и по возможности быстро, пока шлак и металл не застыли, а футеровка достаточно разогрета для сваривания с заправочным материалом. В случае сильного зарастания подины для восстановления прежних размеров ванны специально назначается плавка стали неответственного назначения, выплавляемой с полным окислением. На подину заваливают руду и в окислительный период проводят интенсивное кипение, что приводит к размыву футеровки и восстановлению первоначальных размеров ванны.
После удаление остатков шлака и металла печь тщательно осматривают, подину прощупывают железным штырем и выявляют все поврежденные участки футеровки печи.
После осмотра поврежденные участки футеровки ремонтируют. Подину и откосы заправляют сухим магнезитовым порошком, а места их наибольших повреждений — порошком, смешанным с жидким стеклом. Наиболее пригоден для заправки специальный мелкозернистый порошок с размером зерна 0 — 1,5 мм без включений извести и доломита (белые и серые зерна). В состав заправочных смесей иногда включают размолотый, бывший в употреблении магнезитовый кирпич. Для заправки печей, в которых выплавляют хромистые стали, в состав заправочных смесей может входить хромистая руда и молотый хромомагнезитовый кирпич. После ремонта подины для ее закрепления следует провести плавку без окисления при сравнительно низкой тепловой нагрузке.
Заправку печей небольшой емкости осуществляют, как правило, вручную лопатами, передний откос заправляют специальной ложкой. Для заправки средних и крупных печей используют заправочные машины. В рабочее пространство печи машины опускают краном сверху либо вводят через рабочее окно.
Лучшие результаты получены при горячих ремонтах с использованием огнеупорной массы, подаваемой в печь торкрет-машинами.
Огнеупорная масса, которая используется в заправочных машинах должна:
- хорошо прилипать к горячим стенкам,
- быстро высыхать и спекаться,
- иметь высокой прочности.
В качестве огнеупорной массы в заправочных машинах используют смесь из порошков магнезита, обожженного доломита и хромовой руды с добавлением связующих добавок: глины, хроматов, боратов, щелочных силикатов.
Общие рекомендации при назначении сортамента выплавляемой стали в зависимости от состояния футеровки печи:
- к концу срока службы футеровки нельзя назначать выплавку стали, осуществляемую с повышенной тепловой нагрузкой по температурному режиму или по продолжительности,
- при значительном расхождении состава металла предыдущей и предстоящей выплавок нужно назначить плавку стали промежуточного состава,
- выплавку легированной конструкционной стали можно производить начиная с третьей, а стали ответственного назначения — с пятой плавки после полного ремонта стен.
Источник
Ремонт сталеплавильных печей дсп
В системе большинства современных дуговых сталеплавильных печей (ДСП) используется гидравлический привод наклона. Он предназначен для наклона чаши до определённого уровня при сливе металла, а также шлака по окончанию плавки. В соответствии с конструкцией печи важным условием является плавная работа гидроцилиндров при наклоне от 10 градусов в сторону рабочего отверстия для слива шлака и до 45 градусов для полного выпуска металла.
 Гидравлический привод обеспечивает надёжность и долговечность всего механизма подъёма. Но только при условии исправности всех компонентов. Со временем в процессе интенсивной эксплуатации сталеплавильных печей снижается работоспособность гидроцилиндров, могут появиться сначала незначительные неисправности. Если игнорировать небольшие неполадки в их работе, это может привести к серьёзным поломкам, что недопустимо при работе со сталеплавильным оборудованием.
Гидравлический привод обеспечивает надёжность и долговечность всего механизма подъёма. Но только при условии исправности всех компонентов. Со временем в процессе интенсивной эксплуатации сталеплавильных печей снижается работоспособность гидроцилиндров, могут появиться сначала незначительные неисправности. Если игнорировать небольшие неполадки в их работе, это может привести к серьёзным поломкам, что недопустимо при работе со сталеплавильным оборудованием.
Ремонт гидроцилиндров наклона печей в ООО «КРПМС»
Мы предлагаем квалифицированные услуги по ремонту гидроцилиндров наклона для ДСП по современным технологиям. Исходя из опыта работы в этом направлении, рекомендуем как можно раньше обращаться за помощью при появлении самых первых признаков некорректной работы гидроцилиндра.
К ним относятся:
- появление шума и посторонних звуков при работе гидроцилиндра;
- нарушение плавности хода;
- чрезмерное нагревание гидравлической системы.
Такие симптомы могут свидетельствовать о попадании инородных частиц в рабочую жидкость гидроцилиндра. Это может привести к нарушению его работоспособности, снижению эффективности и более серьёзным неисправностям.
Для сохранения эффективной работы гидроцилиндров важно выполнять своевременную диагностику и ремонт.
Процесс восстановления гидроцилиндров наклона печей
По своей конструкции и функциональности гидравлическое оборудование для дуговых сталеплавильных печей идентично с аналогами для других сфер применения. Поэтому при поломке применяется единая технология ремонта гидроцилиндров.
Комплекс работ включает в себя следующие этапы:
- разбор оборудования и диагностика, проверка исправности всех комплектующих;
- замена уплотнителей;
- восстановление или замена деталей: штоков, гильз и прочих деталей;
- замена рабочей жидкости и масла;
- производство новых комплектующих, если нет возможности их восстановления;
- сборка гидроцилиндра;
- тестирование на исправную и эффективную работу.
Возможно (и даже рекомендовано) нанесение специального упрочняющего покрытия на комплектующие гидроцилиндра для повышения стойкости поверхности к механическим повреждениям.
Только после полной проверки оборудование передаётся заказчику вместе с гарантией исправности и работоспособности. При выполнении всех рекомендованных работ мы можем гарантировать длительную эксплуатацию после ремонта.
Источник
Ремонт сталеплавильных печей дсп
Опыт реконструкции дуговой сталеплавильной печи ДСП-25 в литейном производстве
С.М. Нехамин, К.А. Елизаров, Г.В. Зайцев, Ю.А. Журавлев, А.А. Загайнов ООО «НПФ КОМТЕРМ», ООО «Промтрактор-ПРОМЛИТ»
Таблица 1. Параметры печи ДСП-25Н2-У4
| Параметр | Значение параметра |
| Номинальная емкость печи, т Мощность печного трансформатора, МВА Высокое напряжение печного трансформатора, кВ Пределы вторичного напряжения печного трансформатора, В Максимальный ток электрода, кА Диаметр графитированного электрода, мм Ход электродов, мм | 25 15 35 368-126 23,6 400 1250 |

Рис. 1. Общий вид насосно-аккумуляторной станции
Таблица 2. Характеристики гидросилового оборудования
| Параметр | Значение параметра | ||||||
| Рабочее давление, МПа: номинальное максимальное Количество насосов, шт Максимальная производительность насосов, л/мин Установленная мощность электродвигателей, кВт Максимальная скорость подъема электрода, м/мин Рабочий ход электрода, мм Ход гидроцилиндра наклона печи, мм |
Таблица 3. Показатели работы печей ДСП-25 №3, №4, №9
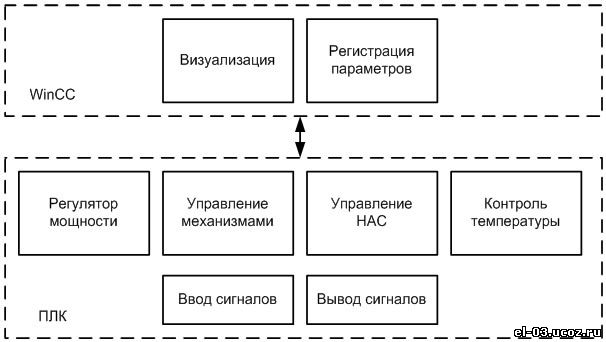
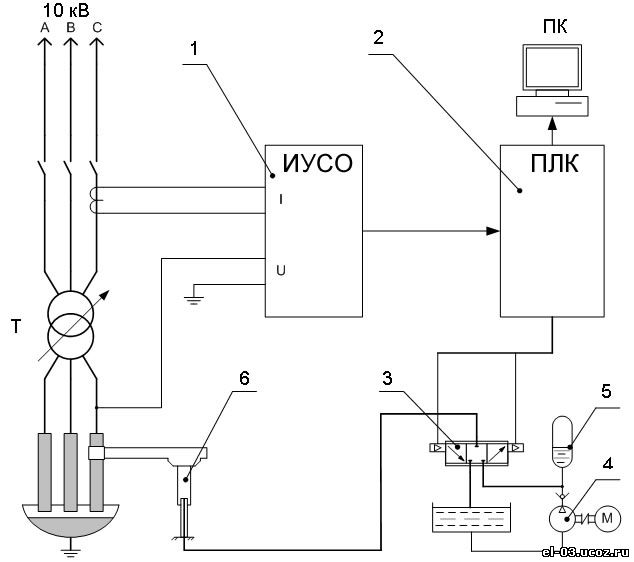
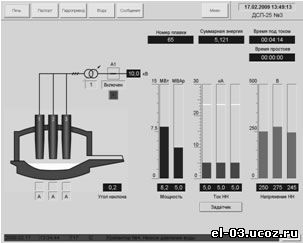
*) По печи №3 указаны фактические показатели удельного расхода электроэнергии (при работе с водоохлаждаемым сводом)Wфакт и расчетные показатели удельного расхода электроэнергии (при работе с кирпичным сводом) Wрасч в формате Wфакт / Wрасч. 10% от потребляемой энергии. Из анализа данных табл.3 следует, что на печи №3 длительность межплавочных и внутриплавочных простоев значительно меньше, чем на печах №4 и №9, что обусловлено в основном заменой изношенного гидравлического оборудования на более надежное. Продолжительность периода плавления и плавки в целом на печи №3, работающей с водоохлаждаемым сводом, приближена к этим показателям на печах с кирпичным сводом. Если учесть, что на электропечах с водоохлаждаемым сводом мощность тепловых потерь существенно больше, чем на печах с керамическим сводом [6], то, согласно расчетам, снижение удельного расхода электроэнергии в период плавления на модернизированной печи может достигать 10%. В результате проведения первой очереди реконструкции электропечи ДСП-25 в литейном производстве ООО «Промтрактор-ПРОМЛИТ», направленной на замену физически и морально устаревших гидравлического оборудования и регулятора мощности, значительно сократились межплавочные и внутриплавочные простои печи, повысилось удобство эксплуатации печного оборудования, улучшились условия труда персонала. Список литературы
Источник |