- Ремонт станин подшипниковых щитов
- Pereosnastka.ru
- Обработка дерева и металла
- Ремонт корпусов и подшипниковых щитов.
- 34.Ремонт станин, подшипниковых щитов и подшипников
- 36 Общие вопросы испытаний электрических машин. Классификация испытаний.
- 3.1.1. Виды и краткая характеристика испытаний электрических машин и трансформаторов
Ремонт станин подшипниковых щитов
Мелкосерийное литье изделий из пластика на термопластавтоматах
Узнать цену!
7-3. РЕМОНТ СТАНИН И ПОДШИПНИКОВЫХ ЩИТОВ
Ремонт механических деталей, подшипниковых щитов 1 , станин и т. п, сводится к заварке трещин и восстановлению изношенных посадочных мест.
Заваривать трещины в чугуне в нагретом состоянии можно ацетилено-кислородным пламенем или чугунным электродом, в холодном состоянии — медным электродом или сваркой стальным электродом стальных шпилек, ввернутых в чугун на резьбе (метод прошивки). Если толщина треснувшей стенки более 5 мм, то перед еваркой ручным или пневматическим зубилом скашивают кромки трещины (разделка) ло всей длине под углом 45—60°. Конец трещины во избежание ее распространения можно засверлить.
Наилучшее качество шва дает горячая заварка чугуна ацетилено-кислородным пламенем, однако она весьма трудоемка, так как требует разогрева детали в печи
до 700—800° С, сварки или наварки на горячей детали (без выема из печи) и дальнейшего медленного остыва-:шя детали вместе с печью в течение 24—80 ч.
Холодную заварку трещины медью производят медным электродом, обернутым полоской белой жести с обмазкой ОММ25 или жидким стеклом.
Наплавленную медь посыпают бурой и в процессе наложения шва проковывают. После заварки медь зачищают острым зубилом и абразивами. Таким способом можно заваривать трещины в посадочных местах.
При прошивке по обеим сторонам разделанной трещины ввертывают в шахматном порядке шпильки, проходящие (насквозь через стенку, после чего стальным электродом производят сварку (‘с обеих сторон стенки). Этим методом сваривают крышки и тому подобные детали, не подверженные большой вибрационной илиудар-иой нагрузке. Подробнее о сварке чугуна см. [Л. 11].
Посадочные поверхности могут быть восстановлены теми же методами, ‘какие указывались в § 7-2.
Источник
Pereosnastka.ru
Обработка дерева и металла
Ремонт подшипниковых щитов. Наиболее типичные повреждения подшипниковых щитов — появление трещин. Большие трещины, распространяющиеся к месту посадки подшипника, как правило, не заделывают. Подшипниковый щит в этом случае заменяют новым. Небольшие трещины щитов заваривают следующим способом: очищают стальной щеткой поверхность щита от краски и ржавчины на расстояние 30 — 40 мм вокруг трещины. Снимают напильником или наждачным кругом с помощью обдирочного станка с гибким валом фаски с кромок трещины под углом 60° на глубину ‘/з толщины стенок крышки, но не более 7-8 мм. Обваривают разделанные кромки трещин электродами. Сварочные работы выполняют в полном соответствии с правилами техники безопасности.
Ремонт валов. Вал может иметь следующие повреждения: изгиб, повышенное биение, повреждение поверхности шеек, выработку, конусность и овальность шеек.
Изогнутый вал правят на токарном станке или в разогретом виде на винтовом прессе. Незначительное биение, обнаруживаемое индикатором у небольших машин, устраняют проточкой и шлифованием шеек вала. Царапины, забоины и шероховатости шеек вала устраняют шлифовкой и полировкой вручную или на станке. Значительные забоины, выработку, конусность и овальность шеек ликвидируют проточкой вала с последующей шлифовкой и полировкой. Если в результате механической обработки диаметр шеек вала значительно уменьшается, его увеличивают металлизацией с последующей обработкой.
Шабером снимают заусенцы и задиры на посадочных местах вала, шлифуют. Вал устанавливают в центры токарного станка и проводят вибродуговую наплавку посадочного места вала пружинной проволокой или стальной лентой из стали У7, 70 или 75 без подачи охлаждающей жидкости в зону наплавки. Режимы вибродуговой наплавки выбирают в зависимости от толщины наплавляемого слоя.
Ремонт подшипников. Подшипники скольжения применяют в машинах старых серий, подшипники качения — в современных двигателях.
Подшипники скольжения. Как правило, ремонт подшипников скольжения сводится к смене изношенных втулок или перезаливке вкладышей. Замеряют и записывают все размеры, хорошо промытого в керосине вкладыша. Если зазоры между вкладышем подшипника и вала и размеры смазочных и улавливающих канавок в пределах нормы, а вкладыш или втулка не имеет значительных изъянов (раковин, задиров, следов подплавления, отставания баббита от тела вкладыша), то вкладыши можно не перезаливать.
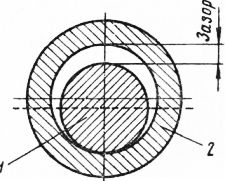
Рис. 1. Зазор между валом и вкладышем подшипника:
1 — вал, 2 — вкладыш подшипника
Сильно изношенные вкладыши перезаливают. Старую заливку выплавляют на горне или в специальной электрической печи. После этого внутреннюю поверхность вкладыша протравливают кислотой и лудят, чтобы обеспечить лучшее сцепление новой заливки с вкладышами. Для заливки обычно применяют баббит Б16, который плавят в специальном тигле на горне или паяльной лампе, нагревая его до 450 °С. Расплавленный баббит для предохранения от окисления посыпают слоем древесного угля. Массу, необходимую для заливки баббита, берут больше массы вкладыша на 20 — 25%, учитывая усадку и припуски на обработку.
Отлитый вкладыш протачивают внутри и пришабривают по валу, оставляя зазоры. Прорезают продольные маслораспределительные канавки и окна для смазочных колец, просверливают маслоспускные отверстия. Готовый вкладыш очищают от опилок, обдувают сжатым воздухом и промывают керосином.
Более прогрессивный способ заливки — центробежный, при применении которого не требуется больших припусков, ускоряется процесс заливки и создается плотная структура металла.
Центробежную заливку можно осуществить на простом токарном станке, использовав специальное приспособление. Подготовляют внутреннюю поверхность вкладыша, скрепляют обе его половины хомутами и нагревают до температуры 150 — 200 °С.
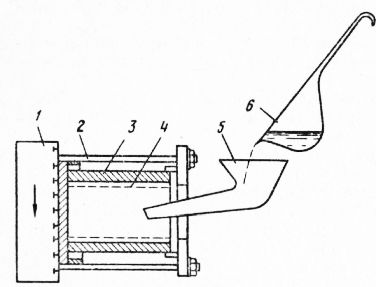
Рис. 2. Схема заливки вкладыша центробежным способом:
1 — планшайба станка, 2 — стяжная шпилька, 3 — вкладыш, 4 — границы баббитовой заливки, 5 — воронка, 6 — ковш с расплавленным баббитом
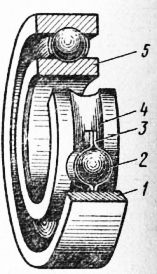
Рис. 63. Подшипник качения:
1 — наружная обойма, 2 — шарик, 3 — сепаратор, 4 — беговая дорожка, 5 – внутренняя обойма
Включают станок проверяют точность установки.
Готовят необходимую дозу расплавленного баббита и время вращения вкладыша за один прием через во-oohkv 5 заливают его. Благодаря центробежной силе жидкий баббит равномерно распределяется по внутренней поверхности вкладыша. После заливки вращение вкладыша продолжают 20 — 30 мин для полного затвердевания баббита. При этом способе можно припуск на обработку баббита ограничить до 2 — 2,5 мм на сторону.
Подшипники качения. Шарико- и роликоподшипники, как правило, не ремонтируют. При износе рабочих поверхностей обойм и деталей подшипники заменяют новыми. Новые подшипники перед установкой тщательно промывают сначала в разогретом до температуры 90-95 °С в масле в течение 10 — 20 мин, после этого — в бензиновой ванне.
Подшипник считают изношенным, если зазор между шариком (роликом) и обоймой превышает следующие величины : 0,1 мм — для валов диаметром до 30 мм, 0,2 мм — для валов диаметром до 80 мм и 0,3 мм — для валов диаметром более 80 мм. Если зазоры в подшипниках увеличены, при работе машины слышен стук и чувствуется вибрация.
Величину зазора (люфта) у роликовых и шариковых подшипников можно определить с помощью индикатора прибора КИ-1223, разработанного ГОСНИТИ , или другими специальными приборами.
Новый подшипник подбирают по номеру старого или путем сопоставления их размеров.
Источник
Ремонт корпусов и подшипниковых щитов.
Наиболее распространенные дефекты:
— Износ и срыв резьбы отверстия
— Износ посадочных мест под щиты
Исправление посадочных отверстий в чугунных корпусах и щитах.
Задиры и вмятины исправляют зашлифовкой, если общая площадь не превышает 4% от посадочной поверхности под подшипник и 15% от посадочной поверхности замков. Зашлифовку производят бархотным напильником или шлифовальной шкуркой, слегка смоченной в машинном масле. При больших повреждениях исправления производят наплавкой металла, запрессовкой втулки, нанесения герметика и другими методами.
Перед наплавкой детали нагревают в печи до 300-400 градусов течении 4-6 часов и медленному охлаждению в выключенной печи в течении 12-16 часов.
В щите посадочную поверхность под подшипник восстанавливают запрессовыванием втулки.
1) Протачивают гнездо с учётом толщины втулки в 6-10 мм, а толщина стенки на щите неравна 10мм
2) Прессование производят с подогревом, обеспечивающим посадку с натягом.
3) Втулку закрепляют в щите с двумя диаметрально-противоположными стопорами.
Износ посадочных поверхностей 0 и притупляют кромки
— Поверхности прилегающие к месту заварки зачищают до металлического блеска абразивным кругом и металлической щёткой
— Заварку производят электросваркой постоянным током обратной полярности 45-60А на 1мм в зависимости от электрода. В качестве присадочного используют медные стержни диаметром 3. 6мм с оболочкой из листовой жести t=0,3мм с тонкой меловой обмазкой. Флюс: бура=50%, Fe опилки = 25%, Fe окалина = 25%. Сварку ведут короткими участками 40мм, не допуская перегрева
— Каждый участок простукивают молотком
— Швы зачищают от шлака
Восстановление обломанных лап корпуса.
— Кромки сопрягаемых деталей разделывают под углом 30 0 с обеих сторон на гл. ¼ толщины
— Изготовляют 2…3 шпильки с резьбой
— Сверлят отломан и основн детали и нарезают в них резьбу
— Проваривают газовой сваркой по разделке по технологии (выше)
Восстановление резьбовых отверстий.
В стальных корпусах
— Гнёзда с изношенной резьбой заваривают электросваркой дуговой
В чугунных и Al корпусах
1) расверливают отверстия под пробку
2) нарезают резьбу
3) изготовляют футорку, свертывают ее и проваривают э сваркой
5) просверливают отверстие и нарезают ррезьбу.
В Al корпусах целесообразно заменить болты на шпильку и гайку. Шпильку на клей закрепляют в корпусе.
Дата добавления: 2014-12-04 ; просмотров: 2543 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
34.Ремонт станин, подшипниковых щитов и подшипников
Если в станинах и подшипниковых щитах появляются трещины, их заваривают: отломанные детали приваривают, изношенные посадочные поверхности восстанавливают. Трещины в чугуне заваривают биметаллическими электродами (преимущественно в горячем состоянии) ацетилено-кислородным пламенем, а в холодном состоянии медными и металлическими электродами. Отломанные детали (чаще всего лапы станин и борта подшипниковых щитов) приваривают.
Восстанавливают изношенные посадочные поверхности подшипниковых щитов в местах посадки подшипников качения. Подшипниковый щит растачивают на больший диаметр и запрессовывают в него стальную втулку, которую затем растачивают до требуемого размера. Если место посадки подшипников в подшипниковом щите нельзя расточить до требуемого размера, изношенные посадочные поверхности восстанавливают методом металлизации.
В случае повреждения резьбы в отверстии станины ее рассверливают, увеличивают диаметр и закручивают в нее резьбовую пробку с внутренней резьбой требуемых диаметров и шага.
В электрических машинах применяют подшипники качения и скольжения. В современных машинах используют главным образом шариковые и роликовые подшипники качения, которые просты в эксплуатации и легко заменяются при повреждении. Подшипники скольжения применяют в основном в крупных электрических машинах, а также в случаях, когда требуется снизить уровень шума.
При ремонте электрических машин проверяют состояние и степень износа подшипников качения. Подшипники промывают, а затем закладывают в них консистентную смазку УТВ (универсальную тугоплавкую водостойкую) или ЦИАТИМ -201, которая представляет собой смесь минерального масла и мыла.
36 Общие вопросы испытаний электрических машин. Классификация испытаний.
3.1.1. Виды и краткая характеристика испытаний электрических машин и трансформаторов
Виды и объем промышленных испытаний электрических машин общепромышленного применения определены в ГОСТ 183-74, «Машины вращающиеся электрические. Общие технические требования», а машин малой мощности – ГОСТ 16264.0-85Е «Машины электрические малой мощности. Двигатели. Общие технические условия». Методы испытания машин общепромышленного применения изложены в ГОСТ 11828-86 «Машины электрические вращающиеся. Общие методы испытаний», в ГОСТ 11929-81 «Машины электрические вращающиеся. Методы определения уровня шума», в ГОСТ 12379-75 «Машины электрические вращающиеся. Методы оценки вибрации», в ГОСТ 25000-81 «Машины электрические вращающиеся. Методы испытаний на нагревание», в ГОСТ 25941-83 «Машины электрические вращающиеся. Методы определения потерь и коэффициента полезного действия», в ГОСТ 7217-79 «Электродвигатели трехфазные асинхронные. Методы испытаний», в ГОСТ 10159-79 «Машины электрические постоянного тока. Методы испытаний», в ГОСТ 10169-77 «Машины электрические синхронные трехфазные. Методы испытаний».
Виды и объем промышленных испытаний силовых трансформаторов изложены в ГОСТ 11677-85 «Трансформаторы силовые. Общие технические условия», методы испытаний – в ГОСТ 3484-77 «Трансформаторы силовые. Методы испытаний», испытания изоляции трансформаторов проводятся в соответствии с ГОСТ 1516.2-76 «Электрическое оборудование и электрические установки переменного тока на напряжение 3 кВ и выше. Общие методы испытаний электрической прочности изоляции»
В соответствии с ГОСТ 183-74 и 11677-85 электрические машины должны подвергаться приемочным, приемо-сдаточным, типовым и периодическим испытаниям, а трансформаторы – приемо-сдаточным, типовым и периодическим. Электродвигатели малой мощности подвергаются приемосдаточным, квалификационным, периодическим и типовым испытаниям.
П р и е м о – с д а т о ч н ы м и с п ы т а н и я м подвергается каждая электрическая машина и трансформатор, поэтому объем этих испытаний должен быть ограничен, но в то же время должен давать определенные гарантии соответствия электрической машины ее паспортным данным.
Программа приемо-сдаточных испытаний асинхронных двигателей общего применения содержит 7 пунктов, синхронных машин – 9 пунктов и машин постоянного тока – 7 пунктов.
Как показывает анализ программы испытаний асинхронных двигателей, при достаточно малом времени испытаний их результаты позволяют дать определенные гарантии соответствия рабочих свойств машины требуемым. Действительно, потери из опытов ХХ и КЗ позволяют сделать заключение о величине КПД двигателя, по току холостого хода и рассчитанным параметрам схемы замещения можно судить о величине коэффициента мощности. Величина сопротивления изоляции и ее электрическая прочность указывают на те выбранные практикой запасы электрической прочности изоляции, которые обеспечивают ее надежную работу при соблюдении условий эксплуатации. А ведь около 90% отказов связано именно с повреждением изоляции.
П р и е м о ч н ы е и с п ы т а н и я должны проводиться на опытном образце электрической машины, поэтому объем этих испытаний достаточно велик. Так, для машин постоянного тока программа приемочных испытаний содержит 17 пунктов, для синхронных машин – 22 пункта, для асинхронных двигателей – 16 пунктов.
В программу испытаний входят испытания на нагревание, измерение шумов и вибраций, проверка качества изоляции, определение перегрузочной способности, определение отдельных характеристик и параметров машин.
Для трансформаторов аналогом приемочных испытаний являются типовые испытания, которым подвергаются головные партии трансформаторов до запуска их в серийное производство. Для электродвигателей малой мощности – квалификационные испытания (по программе приемо-сдаточных и периодических испытаний), которые проводятся после изготовления установочной серии двигателей.
П е р и о д и ч е с к и е и с п ы т а н и я проводятся с целью проверки того, насколько производство поддерживает качество выпускаемых машин и трансформаторов, соответствует ли оно полученному при приемочных испытаниях.
Т и п о в ы е и с п ы т а н и я проводятся при изменении конструкции, материалов или технологии изготовления, если эти изменения могут оказать влияние на характеристики машины и трансформатора, и , как правило, включают в себя проверку соответствующих параметров по программе приемочных испытаний.
Эти испытания имеют целью установить, соответствуют ли фактические данные, характеризующие конструкцию машины, тем данным, которые заложены при проектировании или получены в результате опытно-конструкторских исследований. Типовые испытания (совместно с приемочными) дают возможность оценить машину с точки зрения правильности выбора материалов и позволяют получить детальную информацию о работе машины.
И с п ы т а н и я н а н а д е ж н о с т ь предполагают получение надежностных характеристик электрической машины – вероятность безотказной работы, наработка на отказ, закон распределения отказов и т.д. Как правило, это весьма длительные испытания, которые проводятся до отказа большинства испытуемых машин. Это обстоятельство делает испытания на надежность дорогостоящими и им подвергается лишь малая часть выпускаемых машин.
Кроме указанных промышленных испытаний могут проводиться исследовательские испытания для того, чтобы предоставить конструктору или расчетчику, разрабатывающему новую или усовершенствующему известную машину, необходимый экспериментальный материал. Как известно, в процессе проектирования подобные исследования играют весьма важную роль. Программа этих испытаний может быть весьма разнообразна. Отметим лишь, что в последние годы широко развиваются испытания на математических моделях с применением ЭВМ, т. е. Проводятся испытания без изготовления электрической машины.
В процессе производства электрической машины предусмотрен ряд испытаний ее отдельных ответственных узлов – проверка электрической прочности и сопротивления изоляции обмоток, проверка формы и качества коллектора и проверка отсутствия межламельных замыканий, проверка чистоты охлаждающих каналов при непосредственном охлаждении обмотки, а также правильность схемы охлаждения, испытание отдельных механических частей машины на прочность (в частности, испытание механической прочности роторов турбогенераторов и бандажей)
Источник