Средний ремонт колесотокарных станков
ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА ВЫПОЛНЕНИЕ РАБОТ ПО СРЕДНЕМУ РЕМОНТУ КОЛЕСОТОКАРНЫХ СТАНКОВ (КТС) МОД. 1836, UBB112, UBC И ДР.
Средний ремонт КТС, предусматривает:
— Демонтаж наиболее изношенных узлов КТС, очистка и промывка, протирка разобранных деталей, узлов и агрегатов;
— Замена деталей и узлов, подшипников, РТИ;
— Ремонт деталей и узлов КТС;
— Монтаж узлов КСТ;
— Проверка работы КТС.
Ремонт станины:
— восстановление резьбовых, штифтовых и иных сочленяемых поверхностей;
— шлифовка и шабровка направляющих станины.
Ремонт редуктора перемещения бабок:
— замена подшипников, РТИ;
— ремонт зубчатых колес и шестерен, муфт перегрузки, электродвигателя.
Ремонт гидрозажимов бабки:
— замена подшипников и гидравлических манжет;
— проверка работы под давлением.
Ремонт шпиндельной бабки:
— замена подшипников планшайбы, замена упорных подшипников;
— замена гайки перемещения пиноли;
— восстановление направляющих поверхностей пиноли и гнезда пиноли;
— ремонт привода пиноли (шестерни, электродвигатель, фрикционная муфта);
— ремонт гидростакана втулки планшайбы;
— замена гаек перемещения бабки;
— ремонт опор винта перемещения бабки с восстановлением шпоночных и других соединений;
— восстановление рабочей поверхности венцовой шестерни планшайбы;
— восстановление или изготовление клиньев направляющих бабок;
— ремонт и проверка работы под давлением гидроцилиндров кулаков;
— замена поводков, пружин, планок прижимных;
— замена гидравлических рукавов высокого давления;
— замена внутренней разводки смазки и гидравлики.
— Демонтаж старых трасс гидравлики и смазки.
— Демонтаж электрических трасс наружной разводки.
Ремонт домкрата:
— восстановление поверхностей штока и цилиндра;
— проверка работы под давлением.
Ремонт центрирующего устройства, в том числе:
— восстановление поверхностей штока и цилиндра;
— проверка работы под давлением.
Ремонт промежуточных опор приводных валов:
— восстановлению приводного вала, муфт, шпонок и шпоночных пазов.
Ремонт редуктора главного привода:
— замена подшипников и ремонт зубчатых колёс;
— ремонт и регулировка механизма переключения передач;
— регулировка натяжения ремней клиноременной передачи.
Монтажные работы:
— Выполнение монтажных работ по внутристаночной разводке электрических трасс, установка бесконтактных концевых выключателей, распределительных коробок по схеме модернизации.
— Монтаж станочной гидравлической разводки поводков, зажимов, домкрата, центрирующего устройства. Установка питателей импульсной смазки.
Проверка работы станка
— Испытание станка на холостом ходу и под нагрузкой
— Контроль правильности взаимодействия узлов, механизмов, электрооборудования.
— Проверка по нормам точности
— Подготовка документации , Составление ведомости на списание
— Сдача станка Заказчику по акту передачи оборудования из ремонта
Источник
Ремонт станка ubb 112
Ж/д оборудование
Капитальный ремонт и модернизация станка фирмы «Rafamet» модели UBB 112
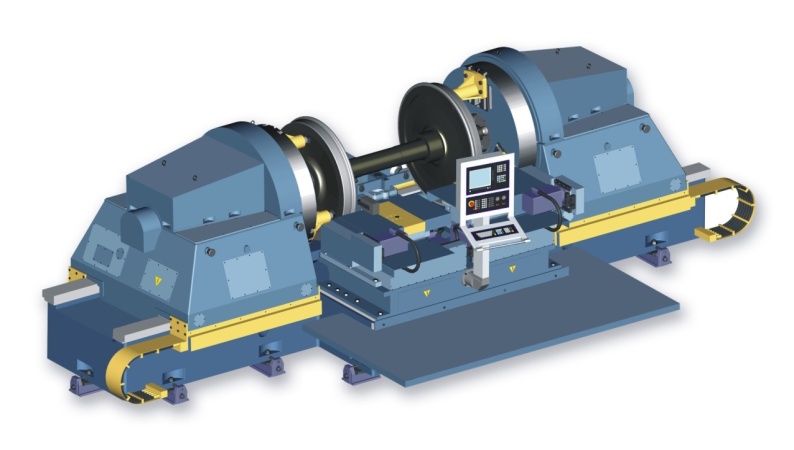
Колесотокарный станок модели UBB 112 является специальным автоматизированным станком, предназначенным для обработки профилей (фасонных поверхностей) бандажей колесных пар железнодорожного подвижного состава гидрокопированием.
Область применения – локомотивные и вагонные депо, локомотиворемонтные и вагоноремонтные заводы.
Размерная характеристика станка UBB 112 предусматривает обработку вагонных колесных скатов, однако широкий диапазон обрабатываемых диаметров дает возможность обработки колесных пар вагонов, электровозов и тепловозов.
Станки этой модели применяются для обработки колесных пар шириной колеи 1520 мм.
Станки могут успешно применяться для обработки как новых, так и изношенных колесных пар. Несложная конструкция станка, его удобный способ обслуживания, требующий минимума затрат физического труда рабочего и одновременная работа 2-х суппортов (после модернизации) обеспечивают высокую производительность обработки даже при обточке очень изношенных бандажей.
Станок UBB 112 приспособлен конструктивно к исполнению следующих операций обработки:
Восстановление профилей изношенных бандажей: фасонная обточка профилей поверхности катания, расточка зажимных колец совершенно изношенных бандажей, переточка ободов колёсных центров колёсных пар при замене изношенных бандажей новыми, обточка цельнокатаных колёс колёсных пар в случае их формирования на колёсный центр.
Обработка новых колёсных пар: фасонная обточка профилей поверхности катания, обточка внутренних и внешних торцевых поверхностей бандажей скатов, обточка поверхности для клейма и выполнение переточки бандажей с предельным прокатом.
Эксплуатация станка производится в климатических условиях УХЛ 4 по ГОСТ 15150-69 и закрытых помещениях третьей категории размещения по ГОСТ 9.014-78.
Станок соответствует всем требованиям ГОСТ 7599-82 и ГОСТ 12.2.009-80
По надёжности станок должен соответствовать ГОСТ 27011-86 и ОСТ2 Н00-30-87.
1. Объем работ при капитальном ремонте.
1.1. Ремонту подвергаются следующие узлы:
— станина (закалка направляющих и шлифовка)
— шпиндельные бабки, зажимы шпиндельных бабок
— редуктор главного привода.
1.2. 100% замена узлов:
— привода перемещения шпиндельных бабок
— ходовые винты перемещения шпиндельных бабок
— главного приводного вала
— поводковых узлов шпинделя
— шкафы управления, электропроводка
2. Объем модернизации.
При модернизации выполняются следующие работы:
— демонтаж обдирочных суппортов
— демонтаж копировальных суппортов
— демонтаж коробок подач
— демонтаж приводного узла коробок подач
— монтаж двух новых гидрокопировальных суппортов проверенной конструкции, которые обеспечивают надежную и долговечную работу при обработке колесных пар с ползунами, выбоинами и другими дефектами, вызывающими местное уплотнение металла в процессе эксплуатации;
— монтаж нового гидравлического подъемника;
— монтаж нового электрооборудования на отечественных комплектующих изделиях;
— монтаж нового гидрооборудования на отечественных комплектующих изделиях;
— монтаж новых пультов управления.
3. Описание модернизации станка.
Замена 4-х суппортов с механическим копированием на 2 суппорта с гидравлическим копированием позволяет повысить надежность и долговечность суппортов, так как суппорта с механическим копированием имеют длинные кинематические цепи, в которых чаще всего происходят поломки элементов. В суппортах с гидравлическим копированием упрощена кинематическая схема, значительно меньше элементов, простые копиры, каленые направляющие, и самое главное гидравлика демпфирует удары при резании колёсной пары с ползунами.
Замена чашечных резцов на тангенциальные пластины фирмы «SANDVIK KOROMANT» снижает нагрузки на инструмент в процессе резания, повышает производительность станка. Замена домкрата с механическим приводом на домкрат с гидравлическим приводом повышает надежность и долговечность узла. Замена электро и гидроаппаратов польского производства на отечественные улучшает условия поддержания станка в рабочем состоянии, его обслуживания. Закалка направляющих станины увеличивает ее износостойкость и долговечность и сохраняет первоначальную точность.
4. Преимущества модернизированного станка UBB 112.
— Долговечность и безотказность в работе при обработке колесных пар с ползунами в течение не менее 20 лет за счет применения гидрокопировальных суппортов высокой жесткости с широкими калеными направляющими, жесткими корпусными деталями, гидроцилиндрами больших диаметров, имеющих хорошие демпфирующими свойства при резании колесных пар с ударными нагрузками.
— Возможность обработки колёсных пар без демонтажа буксовых узлов — благодаря применению на станке гидравлически зажимаемых универсальных поводков
— Возможность обработки колёсных пар без демонтажа приводных и тормозных элементов, находящихся на средней части оси — благодаря применению на станке домкрата, поднимающего колесные пары за гребни колес.
— Обеспечение отечественными гидро- и электро- комплектующими изделиями, что важно для обеспечения надежной эксплуатации.
— Для обслуживания станка не требуются высококвалифицированные специалисты, программисты и электронщики в отличие от станков с ЧПУ.
— Пара винт — гайка качения в варианте фирмы «RAFAMET» имеет ограниченную долговечность снижающую ресурс станка при обработке деталей с ударными нагрузками.
— Цена станка с гидрокопировальной системой значительно ниже станка с системой ЧПУ, проще и надежнее в эксплуатации.
Источник
Техническое обслуживание колесотокарных станков
ТЕХНИЧЕСКОЕ ЗАДАНИЕ НА ВЫПОЛНЕНИЕ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ КОЛЕСОТОКАРНЫХ СТАНКОВ (КТС) МОД. 1836, UBB112, UBC И ДР.
Техническое (сервисное) обслуживание КТС, предусматривает:
— испытание КТС на геометрическую точность с помощью специальных приборов, измерительного инструмента и приспособлений;
— контроль технического состояния и оперативное устранение отказов и неисправностей в работе КТС;
— обеспечение поддержания номенклатурного перечня и количественного состава неснижаемого запаса основных деталей, узлов и агрегатов;
— диагностирование и экспертное обследование КТС, подготовка ведомостей дефектов для обоснования объема требуемого ремонта с учетом технического состояния и наработки;
— оказание технической помощи персоналу Заказчика при эксплуатации КТС.
Перечень работ при техническом обслуживании колесотокарных станков:
— Снятие всех кожухов и крышек с бабок, суппортов;
— Полная очистка, промывка станка, накопителей и отстойников в станине, бабках, гидростанции. Промывка системы гидравлики с заменой масла;
— Проверка затяжек гаек на шпинделях;
— Замена масляных фильтров;
— Проверка состояния направляющих станины, суппортов. Шабрение заусенец, царапин, замена пыльников;
— Проверка состояния резцедержателей, Замена;
— Проверка и регулировка давления гидросистемы, замена манжет, колец;
— Проверка работы гидрораспределителей, замена;
— Проверка работы приводов суппортов, настройка, ремонт, замена;
— Проверка работы ШВП, ремонт, замена;
— Проверка натяжения зубчатых ремней, замена;
— Проверка механизма замера параметров колесной пары.
— Проверка гидравлических прижимов бабок, устранение утечек, замена РТИ;
— Проверка работы гидроцилиндров поводков, замена РТИ, РВД;
— Проверка подачи смазки на направляющие;
— Подтяжка фитингов гидросистемы, системы смазки;
— Проверка состояния редукторов, замена подшипников, шестерен, штоков;
— Регулировка муфт пинолей и перемещения бабок;
— Проверка натяжения клиновых ремней главного привода, замена;
— Ревизия (проверка, протяжка) электрической схемы КТС, восстановление кабелей, жгутов, защиты;
— Ревизия коммутационной аппаратуры станка, замена пускателей;
— Проверка заземления станка;
— Диагностика блоков приводов суппортов;
— Проверка и настройка путевых, конечных выключателей, замена;
— Проверка состояния системы ЧПУ, корректировка программного обеспечения.
— Проверка работы всех механизмов на холостом ходу.
— Проверка работы КТС путем контрольной обточки 3-х колесных пар.
Источник
Ремонт станка ubb 112
РАБОТЫ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ КОЛЕСОТОКАРНЫХ СТАНКОВ (КТС) МОД. 1836, UBB112
Техническое (сервисное) обслуживание , предусматривает:
— испытание КТС на геометрическую точность с помощью специальных приборов, измерительного инструмента и приспособлений;
— контроль технического состояния и оперативное устранение отказов и неисправностей в работе КТС;
— обеспечение поддержания номенклатурного перечня и количественного состава неснижаемого запаса основных деталей, узлов и агрегатов;
— диагностирование и экспертное обследование КТС, подготовка ведомостей дефектов для обоснования объема требуемого ремонта с учетом технического состояния и наработки;
— оказание технической помощи персоналу Заказчика при эксплуатации КТС.
Перечень работ при техническом обслуживании колесотокарных станков:
— Снятие всех кожухов и крышек с бабок, суппортов;
— Полная очистка, промывка станка, накопителей и отстойников в станине, бабках, гидростанции. Промывка системы гидравлики с заменой масла;
— Проверка затяжек гаек на шпинделях;
— Замена масляных фильтров;
— Проверка состояния направляющих станины, суппортов. Шабрение заусенец, царапин, замена пыльников;
— Проверка состояния резцедержателей, Замена;
— Проверка и регулировка давления гидросистемы, замена манжет, колец;
— Проверка работы гидрораспределителей, замена;
— Проверка работы приводов суппортов, настройка, ремонт, замена;
— Проверка работы ШВП, ремонт, замена;
— Проверка натяжения зубчатых ремней, замена;
— Проверка механизма замера параметров колесной пары .
— Проверка гидравлических прижимов бабок, устранение утечек, замена РТИ станка;
— Проверка работы гидроцилиндров поводков, замена РТИ, РВД;
— Проверка подачи смазки на направляющие станка;
— Подтяжка фитингов гидросистемы, системы смазки;
— Проверка состояния редукторов, замена подшипников, шестерен, штоков;
— Регулировка муфт пинолей станка и перемещения бабок колесотокарного станка;
— Проверка натяжения клиновых ремней главного привода, замена;
— Ревизия (проверка, протяжка) электрической схемы КТС, восстановление кабелей, жгутов, защиты;
— Ревизия коммутационной аппаратуры станка, замена пускателей;
— Проверка заземления станка;
— Диагностика блоков приводов суппортов;
— Проверка и настройка путевых, конечных выключателей, замена;
— Проверка состояния системы ЧПУ, корректировка программного обеспечения.
— Проверка работы всех механизмов на холостом ходу.
— Проверка работы КТС путем контрольной обточки 3-х колесных пар.
— Составление акта выполненных работ по ремонту колесотокарного станка.
Источник
Сообщения блока диагностики
Неисправности и сбои, возникающие при работе устройства управления и станка условно разделены на следующие виды:
системные сбои УЧПУ, возникающие при отработке технологических программ и сбоях аппаратуры УЧПУ
сообщения контроллера электроавтоматики, возникающие при сбоях электрооборудования и приводов подач суппортов
Список сообщений контроллера и некоторые системные сообщения приведены ниже. Для правильной диагностики необходимо правильно определить первоначальную причину сбоя, т.к. часто один сбой порождает множество других. Последнее сообщение высвечивается в строке сообщений вверху экрана (см. Рис. 2 Область управления MACHINE (станок) .
Почти каждое сообщение необходимо квитировать (т.е. очистить от него строку сообщений, как бы подтвердив, что сообщение прочитано и принято к сведению). Квитирование зависит от типа сообщения, и, соответственно, выполняется разными способами.
Возможны следующие варианты квитирования сообщений:
RESET — очистка строки сообщений клавишей RESET . Помните, что клавиша RESET действия, т.е. сообщение сотрется только если причина его возникновения находится в активном канале. В противном случае, необходимо переключиться в другой канал, и еще раз нажать на RESET . Кроме того, клавиша RESET выполняет сброс активной программы, т.е. будьте осторожны при ее нажатии во время отработки — программу придется начинать сначала
 RESET — очистка строки сообщений клавишей RESET . Помните, что клавиша RESET действия, т.е. сообщение сотрется только если причина его возникновения находится в активном канале. В противном случае, необходимо переключиться в другой канал, и еще раз нажать на RESET . Кроме того, клавиша RESET выполняет сброс активной программы, т.е. будьте осторожны при ее нажатии во время отработки — программу придется начинать сначала
RESET — очистка строки сообщений клавишей RESET . Помните, что клавиша RESET действия, т.е. сообщение сотрется только если причина его возникновения находится в активном канале. В противном случае, необходимо переключиться в другой канал, и еще раз нажать на RESET . Кроме того, клавиша RESET выполняет сброс активной программы, т.е. будьте осторожны при ее нажатии во время отработки — программу придется начинать сначала  CANCEL — очистка сообщений, пока еще не приведших к каким-то последствиям. Это могут быть, например, наезды на программные ограничения движения при работе от штурвала. Клавиша CANCEL очищает сообщения независимо от того, в каком канале оно возникло.
CANCEL — очистка сообщений, пока еще не приведших к каким-то последствиям. Это могут быть, например, наезды на программные ограничения движения при работе от штурвала. Клавиша CANCEL очищает сообщения независимо от того, в каком канале оно возникло.PWR ON — причина аварии достаточно серьезная, это может быть, например, перегрев двигателей приводов подач. В этом случае необходимо выключить — включить станок, чтобы привести УЧПУ и электропривода в исходное состояние.
При диагностике сообщений удобно пользоваться протоколами аварийных сообщений ( Alarm или Messages ). Доступ к ним осуществляется следующим образом:
выбрать ражим DIAGNOSIS — нажать  , «мягкую» горизонтальную клавишу DIAGNOSIS >.
, «мягкую» горизонтальную клавишу DIAGNOSIS >.
Для чтения системных сообщений нажать «мягкую» горизонтальную клавишу
Для чтения сообщений диагностики станка нажать «мягкую» горизонтальную клавишу
Режим DIAGNOSIS >, Alarm > или Messages >- открывает окно редактора, в котором находятся все активные сообщения системы.
По нему можно проследить появление 1-го сообщения, вызвавшего остальные, т.е. определить первопричину сбоя. При появлении сбоев необходимо записать их порядок поступления и полные номера (желательно с текстом) для передачи этих материалов обслуживающему персоналу для анализа.
Некоторые системные сообщения приведены в разделе Некоторые системные сообщения .
Сообщения по диагностике станка
700000 « obshiy sboy avtomatiki stanka ( sm . dalee alarm )»
Сообщение при любых тяжелых сбоях автоматики станка. За ним обязательно следует сообщение о причине сбоя. Если увидели данное сообщение и причина не понятна, обязательно откройте страницу диагностики и прочитайте следующие за данным сообщения..
После выяснения причины сбрасывается клавишей RESET
700001 « stanok vikluchen ( obshiy — sm . dalee alarm )
Сообщение при любых выключениях станка. За ним обязательно следует сообщение о причине выключения. Если увидели данное сообщение и причина не понятна, обязательно откройте страницу диагностики и прочитайте следующие за данным сообщения. Обычно причиной выключения является нажатие на аварийный грибок, наезд на аварийный выключатель или пропадание сигнала с сетевого контактора. Или же это сообщение о пропадании ответа о включении цепей управления.
После выяснения причины сбрасывается клавишей RESET
700003 obshiy sboy NCK2 (dvigenie osey? smotri dalee alarm)
Сообщение при любых сбоях движения осей (соответственно левого и правого суппортов) станка. За ним, как правило, следует системное сообщение о приводном сбое (это может быть повышенная нагрузка связанная с нарушением работы тормоза двигателя или механизма). Если увидели данное сообщение и причина не понятна, обязательно откройте страницу диагностики и прочитайте следующие за данным сообщения..
После выяснения причины сбрасывается клавишей RESET
700009 Ne vkl . CEPI UPRAVLENIYA ( K 2, I 6.7=0)
Пропал сигнал о том, что цепи управления включены (станок отключен). На данный сигнал собирается длинная цепь (изучайте схему принципиальную). Иногда данное сообщение появляется при наезде на аварийник или нажатии на грибок (данный сигнал опережает цепь диагностики аварийника или аварийного грибка). После выяснения причины сбрасывается клавишей RESET
700010 Ne vkl. kontaktor preobrazovatelya privoda (I2.2=0)
Пропал сигнал о том, что контактор преобразователя привода включен (станок отключается). После выяснения причины сбрасывается клавишей RESET
700011 nagat avariyny i GRIBOK (I6.6=0)
Пропал сигнал о том, что аварийный грибок не нажат (станок отключается). При попытке включить станок с нажатым грибком также появляется данное сообщение. После выяснения причины сбрасывается клавишей RESET
700013 avariynik KANAL2 (I6.5=0)
Произошел наезд на механический аварийный выключатель на соответствующем суппорте (или одна из координат суппорта находится на аварийном концевом при попытке включить станок). Необходимо заблокировать цепь аварийника блокировочным переключателем в электрошкафе с SIEMENS . Произвести сброс клавишей RESET Включить станок. Съехать соответствующей координатой с аварийника до появления сообщения 700038. Выключить блокировочный выключатель.
700019 net davl smazki pravoy babki bolee 5 sek (I4.3=0)
При включении станка включается насос гидравлики и начинает контролироваться давление в системе обеих бабок. Если давление пропадет более чем на 5 сек. произойдет сбой обработки – программа остановится, для восстановления нажать клавишу RESET . Программу нужно будет начинать сначала, т.к. сбой тяжелый. Необходимо разобраться в причине, т.к. без давления не работают зажимы и поводки.
700020 konechniki ogran hoda babok neispravni (I5.0=1 i I4.7=0)
Одновременно нажаты оба конечника ограничений бабок – запрещенная комбинация, значит что-то не исправно.
700023 Teplovaya zashita privoda babok ( I 7.5=0)
Сработала тепловое реле привода перемещения бабок. Запрет движения бабок.
700034 IDET VKLUCHENIE STANKA !
Сообщение при включении станка. Это индикация того, что процесс включения запущен – выданы сигналы Q 5.0, Q 5.1 и ожидаются сигналы подтверждающие включение станка – I 6.7, I 2.2. Если включение прошло успешно – сообщение пропадает через пару секунд. Если какая-то причина не дает включить станок, появляется сообщение 700001 с последующим сообщением, уточняющим причину.
700035 nagmi RESET v 1 kanale !
При попытке нажать клавишу расчета припуска RPR 1-й канал не находится в сброшенном состоянии. Перейдите в 1-й канал и нажмите клавишу RESET
700036 net izmenen otv o smazke levogo supporta (I4.0 pri Q8.6=1)
При включении золотника СМАЗКА СУППОРТА сигналом Q8.6 в течение 8 сек. не пришел ответ о прохождении смазки . Для ответа сигнал I 4.0 должен 3 раза изменить свое состояние. Сообщение не влияет на работу станка, оно только предупредительное. Сбросить сообщение можно клавишей RESET (осторожно, не остановите программу т.к. RESET сбрасывает отработку в активном канале) или
попробовать повторить цикл смазки нажатием кнопки  (ПРОКАЧКА СМАЗКИ СУППОРТА). Время контроля дозированной смазки (сек) устанавливается в регистре R 91 для 1-го канала (режим PARAM / R — Parameters ). Интервал между циклами дозированной смазки (сек) задается в регистре R 92 для 1-го канала.
(ПРОКАЧКА СМАЗКИ СУППОРТА). Время контроля дозированной смазки (сек) устанавливается в регистре R 91 для 1-го канала (режим PARAM / R — Parameters ). Интервал между циклами дозированной смазки (сек) задается в регистре R 92 для 1-го канала.
При попытке включить станок ключ находится в 0-м положении (крайнее против час. стрелки). Установить ключ в не нулевое положение .
700038 Vkluchen kluch blokir. AVARIYNIKOV kanal 1 (I7.7=1)
700040 BABKI ne otgati (I5.6=0)
При подаче команды на отжим бабок ( Q9.0=1) отсутствует контроль отжима — сигнал I5.6 должен стать единицей, т.е. не сработала цепь конечников контроля отжима бабки (4 концевых собираются
последовательно и подаются на вход I 5.6).
Прервать цикл можно клавишей  (ОСТАНОВ ДВИЖЕНИЯ БАБОК)
(ОСТАНОВ ДВИЖЕНИЯ БАБОК)
При снятии команды на отжим бабок ( Q9.0=1 – после окончания движения бабок при выходе в позиции сведения-разведения) присутствует контроль отжима — сигнал I5.6 должен сброситься, т.е. не сработала цепь конечников контроля отжима бабки (4 концевых собираются последовательно и подаются на вход
I 5.6). Прервать цикл можно клавишей  (ОСТАНОВ ДВИЖЕНИЯ БАБОК)
(ОСТАНОВ ДВИЖЕНИЯ БАБОК)
При движении бабок в позицию сведения в течении 15 сек не пришел ответ с конечника ограничения движения бабки при сведении, т.е. сигнал I *.*=0.. Ситуация маловероятная, если только бабка будет двигаться более 15 сек, или вообще стоять при подаче команды на движение. Сообщение чисто информационное, остановов и сбоев не вызывает, исчезает по приходу ответа. Прервать цикл движения
бабок можно клавишей  (ОСТАНОВ ДВИЖЕНИЯ БАБОК)
(ОСТАНОВ ДВИЖЕНИЯ БАБОК)
При движении бабки в позицию разведения в течении 15 сек не пришел ответ с конечника ограничения движения бабки при разведении, т.е. сигнал I*.*=1. Данный сигнал инверсный, т.е. при наезде он переходит в 0. Ситуация маловероятная, если только бабка будет двигаться более 15 сек, или вообще стоять при подаче команды на движение. Сообщение чисто информационное, остановов и сбоев не
вызывает, исчезает по приходу ответа. Прервать цикл движения можно клавишей
700047 net izmenen otv o smazke pravogo supporta ( I 4.1 pri Q 8.7=1)
см. Описание сообщения 700036 только суппорт правый.
700056 blok dvig pinoley — spindel vrashaetsya
Попытка двигать пиноли при вращающемся шпинделе. Может быть шпиндель физически и стоит, но, например, сбилась команда останова шпинделя – не пришел ответ от какого-то контактора и команда
висит не выполненная. Шпиндель надо сбросить клавишей  СТОП ШПИНДЕЛЯ.
СТОП ШПИНДЕЛЯ.
Попытка двигать пиноли при вращающемся шпинделе. В этом случае вращение контролируется по ответу с датчика вращения, установленного на правом двигателе главного привода, сигнал с которого подается на вход I2.3. И сигнал этот в данный момент по какой-то причине присутствует.
700059 blok dvig pod ‘ emnikov — spindel vrashaetsya
Попытка управлять подъемником при вращающемся шпинделе.
700060 blok dvig pod ‘ emnikov — spindel vrashaetsya ( I 2.3=1)
Попытка двигать домкрат (подъемник установки пары) при вращающемся шпинделе. В этом случае вращение контролируется по ответу с датчика вращения, установленного на правом двигателе главного привода, сигнал с которого подается на вход I2.3. И сигнал этот в данный момент по какой-то причине присутствует.
700061 ne zagati POVODKI (pered vkl SPINDELYA)
Попытка включить шпиндель при не зажатых поводках. Зажмите поводки потом включайте шпиндель. Сообщение висит пока нажата одна из клавиш выбора ступени шпинделя.
700148 Teplovaya zashita privoda lev . Pinoli ( I 7.3=0)
Сработало тепловое реле привода перемещения левой пиноли. Запрещено движение левой пиноли.
700149 Teplovaya zashita privoda prav . Pinoli ( I 7.4=0)
Сработало тепловое реле привода перемещения правой пиноли. Запрещено движение правой пиноли.
700150 Teplovaya zashita privoda pod ‘ emnika ( I 7.2=0)
Сработало тепловое реле привода перемещения подъемника. Запрещено движение подъемника.
700157 ne otkl kontaktori I2.5 — I3.6 (sm.dalee)
Не отключен один из формообразующих силовых контакторов главного привода. Сообщение может появиться при любых электрических переключениях главного привода. Суть его в следующем: Двухскоростной двигатель главного привода управляется переключением комбинаций электрических обмоток. Каждый силовой контактор управляется своим выходом с NC (Q6.3-7.4).. Включение выключение контакторов контролируется по состоянию их вспомогательных контактов, которые, в свою очередь, заведены на свои входы NC (I2.4-3.5). Каждое переключение начинается с отключения всех контакторов, причем сначала отключаются силовые, потом формообразующие. Включение происходит в обратной последовательности. Комбинации контакторов для различных состояний главного привода перечислены ниже.. Кроме того, взаимное переключение некоторых контакторов заблокировано электрически вспомогательными контактами в управляющих цепях (см. схемы принципиальные). Данное сообщение появляется, если при отключении силовых контакторов один или несколько не отключились. Чтобы определить конкретно какие, необходимо прочитать следующие сообщения, пролистав экран далее в режиме MESSAGES (сообщения 700243-700262). В них будет указано, в каком конкретно состоянии находится данный контактор – он должен в этот момент находится в противоположном. Сбоя в этот момент не произойдет – ситуация зависает в ожидании ответа. Проверьте цепи включения данного контактора (или нескольких, все будут перечислены – внимательно просмотрите все сообщения). Как только ответ придет, цепочка включений продолжится. Если хотите прервать
зависание, нажмите  ( СТОП ШПИНДЕЛЯ) – все контакторы выключатся, сообщения сбросятся. Данный принцип индикации используется во всех сообщениях, связанных с управлением цепями главного привода (700236-700242), т.е. сначала следует общее сообщение – в каком месте цикла произошел сбой, потом сообщениями 700243-700262 конкретизируется ожидаемый ответ.
( СТОП ШПИНДЕЛЯ) – все контакторы выключатся, сообщения сбросятся. Данный принцип индикации используется во всех сообщениях, связанных с управлением цепями главного привода (700236-700242), т.е. сначала следует общее сообщение – в каком месте цикла произошел сбой, потом сообщениями 700243-700262 конкретизируется ожидаемый ответ.
Используемые комбинации включения обмоток двигателей главного привода:
Обозначения контакторов даны по принципиальной схеме.
Источник