- Ремонт стола
- Ремонт стола шлифовального станка
- Шлифовальные станки ремонт и обслуживание от 4 900 руб
- Ремонт шлифовальных станков.
- Виды поломок
- Виды станков
- Самостоятельный ремонт
- Части, из которых состоит станок
- Стоимость ремонта
- Приспособление для обработки направляющих станин токарных станков
- Станина токарного станка
- Методы ремонта направляющих
- Шлифовка станины токарного станка
- Некоторые особенности шабрения направляющих
- Шлифовка станин
- ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
- Узнайте стоимость шлифовки (шлифовка цена)
- Максимальные параметры обрабатываемых изделий:
- Контроль качества при шлифовке станин
- Фото контроля качества шлифовки направляющих станины
- Видео процесса шлифовки на станке Waldrich Coburg (4 метра)
- Видео процесса шлифовки на станке Waldrich Coburg (8 метров)
- Фото процесса шлифовки на 8 метровом станке Waldrich Coburg
- Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
- О важности шлифовки
- Необходимость ремонта и подготовка к нему
Ремонт стола
Стол круглошлифовального станка состоит из каретки и поворотного стола. При ремонте стола должно быть обеспечено точное прилегание сопрягаемых поверхностей каретки и стола, а также направляющих каретки с направляющими станины.
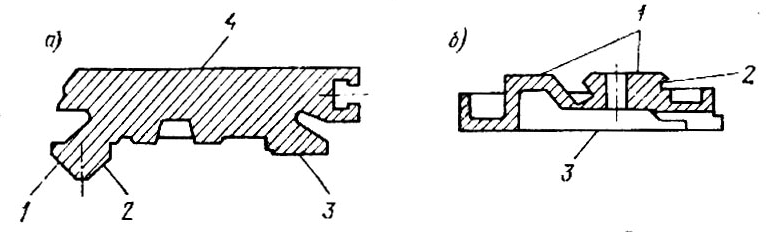
Рис. 6.2. Стол: а — нижний; б — верхний
Ремонт каретки (нижнего стола). Ремонт каретки может быть выполнен шабрением поверхностей 1—4 (рис. 6.2, а), также шлифованием и строганием этих поверхностей. При ремонте шабрением выполняют следующие операции.
Шабрят направляющие 1—3 по отремонтированным направляющим станины. Отпечатки краски должны равномерно располагаться по всей поверхности, в количестве 10—15 на площади 2525 мм.
Шабрят поверхность 4 по поверочной плите, добиваясь ее параллельности при продольном перемещении стола до 0,02 мм на длине 1000 мм. Для замеров параллельности на направляющие 6—8 (рис. 6.1) станины устанавливают приспособление (см. рис. 2.9). На приспособлении закрепляют стойку с индикатором, измерительный штифт которого приводят в соприкосновение с проверяемой поверхностью 4 стола (рис. 6.2), установленного на направляющих станины. Перемещая стол по направляющим, определяют параллельность в продольном направлении. Перемещая приспособление по направляющим 6—8 (см. рис. 6.1) станины, проверяют перпендикулярность поверхности 2 и 3 в поперечном направлении.
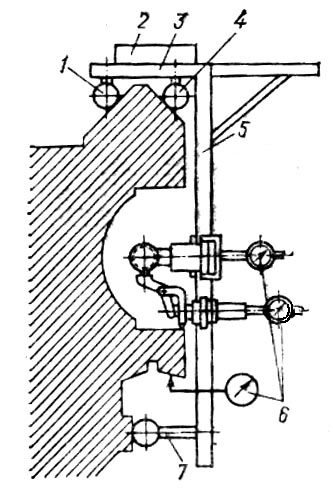
Рис. 2.9 Схема углового мостика
При ремонте направляющих каретки шлифованием или строганием необходимо предварительно зачистить поверхность 4 от забоин и грязи, установить этой поверхностью на стол станка, выверить поверхность 1 или 2 на параллельность ходу станка и закрепить каретку без деформаций, допуская отклонение 0,02 мм на всей длине. Затем поверхности 1—3 строгают или шлифуют, снимая минимальный слой металла до вывода следов износа. С перемычки между поверхностями 1 и 2 необходимо снять слой металла толщиной 2—3 мм. С поверхностей производят по шаблону, выполненному согласно профилю отремонтированных направляющих станины. Щуп 0,03 мм не должен проходить между шаблоном и направляющими. Параметр шероховатости Ra = 1,250,63 мкм. Допуск прямолинейности (0,02 мм на длине 1000 мм) проверяют поверочной линейкой или приспособлением (см. рис. 2.9). Извернутость (0,02 мм на 1000 мм) проверяют приспособлением (см. рис. 2.9).
Далее каретку устанавливают на направляющие станины, проверяют точность прилегания и при необходимости подшабривают. После этого проверяют параллельность поверхности 4 указанным выше способом (см. операцию 2 ремонта каретки шабрением) и затем строгают поверхность 4, учитывая результаты замеров.
Ремонт поворотного (верхнего) стола. При ремонте поворотного стола необходимо восстановить прямолинейность и плоскостность поверхностей 1 и 3 (рис. 6.2, б), а также их взаимную параллельность. Необходимо также восстановить прямолинейность поверхности 2. Поверхности целесообразно ремонтировать строганием, для чего зачищают поверхность 3 стола от забоин и устанавливают стол этой поверхностью на продольно-строгальном станке. Затем щупом проверяют плотность прилегания поверхности к столу станка и, если обнаружат свободное место, то кладут подкладки из фольги или бумаги так, чтобы стол опирался на всю поверхность. После этого выверяют поверхность 2 на параллельность ходу стола, допуская отклонение 0,03 мм, и закрепляют.
Далее строгают поверхности 1 и 2 до устранения износа, переворачивают стол и также строгают поверхность 3. Допуск параллельности и плоскостности поверхностей 1 и 3 — 0,02 мм, допуск прямолинейности поверхности 2 — 0,01 мм по всей длине. Параметр шероховатости Ra = 2,51,25 мкм.
При отсутствии необходимого оборудования верхний стол ремонтируют шабрением, выполняя указанные технические условия.
Источник
Ремонт стола шлифовального станка
Шлифовальные станки ремонт и обслуживание от 4 900 руб
Ремонт шлифовальных станков.
Любой инструмент не вечен, подвержен поломкам и нуждается в периодической замене. То же касается и шлифовальных станков. Но в некоторых случаях для дальнейшего нормального функционирования повреждённой машины достаточно устранить возникшую неисправность, причём сделать это можно и самостоятельно.
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Самостоятельный ремонт
Конечно, доверить ремонт сломанного станка лучше специализированным мастерским. Самостоятельно можно проводить поверхностную диагностику, следить за исправным функционированием агрегата, своевременно очищать элементы станка и работать в соответствии с техникой безопасности. Эти нехитрые действия вполне могут отсрочить или предотвратить появление какого-либо нарушения. Также в инструкции к каждому станку перечислены основные неисправности и методы их самостоятельного устранения. Например, остановка шлифовального круга исправляется натягиванием клиновых ремней, затягиванием гайки крепления круга на валу или промыванием ремней и канавок на шкивах — в зависимости от вероятных причин.
Части, из которых состоит станок
Конструкция шлифовальных станков различных видов неодинакова. Какие-то части повторяются, а некоторые присущи только определённым типам станков.
Основными составными элементами и узлами выступают:
- рабочий стол — может быть горизонтальным и вертикальным;
- патрон или магнитная плита — фиксирует заготовку;
- шпиндельная бабка — служит креплением для абразивного инструмента;
- абразивный инструмент — представляет собой шлифовальный круг или ленту;
- вытяжка — служит для удаления абразивной пыли, характерна для ленточных станков;
- станина;
- гидравлическое управление;
- электродвигатель;
- передняя и задняя бабки;
- кожух;
- насос;
- механизмы для перемещения стола и подачи.
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Источник
Приспособление для обработки направляющих станин токарных станков
Станина токарного станка
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
фото:виды станин станков
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.
Шабрение, хотя и является достаточно трудоемким процессом, выполняется достаточно часто, так как позволяет эффективно восстанавливать геометрические параметры рассматриваемых узлов токарного станка.
Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.
Если направляющие станины, которые необходимо подвергнуть капитальному ремонту, закалены, то для восстановления их геометрических параметров лучше всего использовать шлифование.
Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Если направляющие станины, которые необходимо восстановить в процессе капитального ремонта, не закалены, то их обработку следует выполнять при помощи финишного строгания.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Шлифовка станины токарного станка
Шлифовка станины токарного станка
Цитата
а самураи вон ручками все, ручками
опять вижу линейку меньшую и по площади и по длине, чем станина. так можно? например, есть стол 305х135 и стальная поверочная линейка 397х39. этого достаточно, чтобы выровнять плоскость стола? яма по центру на несколько десяток Шлифовка станины токарного станка можно, только,конечно, это дольше возится Шлифовка станины токарного станка
ясно, спасибо, буду пробовать. почему-то думал, что деталь должна целиком помещаться на поверочной поверхности… конечно это невозможно в случае большой станины
Шлифовка станины токарного станка
раз уж подняли тему — еще видео про шабрение, американское. типа с урока для начинающих
Шлифовка станины токарного станка
Ежели еще актуально, правильный запрос гуглу и вуаля _https://rapidshare.com/files/155665365/Machine_Tool_Reconditioning_and_Applications_of_Hand_Scraping.djvu
Шлифовка станины токарного станка
хм. никто не скачал?? а то там что то загружено. может в библиотеку выложете?
Шлифовка станины токарного станка Шлифовка станины токарного станка спасибо.. быстро обрадовался… там заветного сыра то же нет. други.. а в files.mail.ru закинуть можно?? там вроде гектар дают для страждущих… у меня скорость быстрая.. заберу в лёт
Сообщение отредактировал Алдар Косе: 02 February 2010 — 02:11
Шлифовка станины токарного станка коллеги.. я её всё же с 20 раза закачал.. прошу прощения за беспокойство.. хорошая книга.. Шлифовка станины токарного станка
SD.Meh (23rd May 2009 — 20:30) писал:
ничего нового правда не придумал(выставляю на домкратиках, на станину скотчь, на салазки антифрикционный металополимер)
А холодная сварка пойдет, которая в автомагазинах есть? Тоже надо восстанавливать станки. Шлифовка станины токарного станка
desti (14th August 2006 — 00:12) писал:
https://www.desti.ru/project/ Эт только у меня не открывается или у всех? Шлифовка станины токарного станка
Час назад работало…
Шлифовка станины токарного станка Господа, какая нужна точность установки угла наклона шлифовального камня и какая технология установки и проверки этого угла? Шлифовка станины токарного станка
Точность угла — желательно максимально достижимая, чтобы меньше подгонять ответные части. Если на ответных планируются накладки/композит — особо не озадачиваться. Угол установки можно проверять щупами, можно по следу контакта.
Шлифовка станины токарного станка
desti, а как Вы практически выставляли угол?
Шлифовка станины токарного станка
Шлифовка станины токарного станка
Dimitrij (сегодня, 14:23) писал:
Не было. Интересно. Если шлифовать торцевой поверхностью, выставлять два угла, если боковой, то один угол, что проще. Шлифовка станины токарного станка desti, Идея не нова, но ход мысли правильный. У меня есть такой станок, изготовлен тоже на коленках но с инженерским подходом. Работает отлично! За базу беру направляющие задней бабки как практически не изношенной и вывожу геометрию стола к заводским параметрам не снимая передней бабки станка. https://s45.radikal.ru/i107/1209/31/d007e19b4212.jpg Шлифовка станины токарного станка Здравствуйте форумчане. Здесь я новенький но хочу влиться в вашые ряды. Прикупил (спас от сдачи в металлолом) станочек ИТ-1М , станина имеет сильную выработку (сбоку видно невооруженным глазом). Нужно шлифовать. Только есть один нюанс , СТАНИНА ИМЕЕТ ВЫЕМКУ ВОЗЛЕ ПАТРОНА фото з нета. Какие поверхности взять за базу , чтоб шлифонуть рабочие поверхности по всей длинне. Для шлифовки буду делать каретку. Шлифовка станины токарного станка
vovi44 (29 April 2013 — 00:04) писал:
Какие поверхности взять за базу
Не изношенные, но у вас их нет. Поэтому сначала надо подготовить поверхности, по которым будет ездить приспособление. А это уровни, шабер, поверочные линейки.. У вас это есть?
Некоторые особенности шабрения направляющих
Поскольку шабрение является одним из наиболее распространенных методов ремонта направляющих станины, рассмотрим последовательность выполнения данной технологической операции.
- Сначала обработке подвергаются участки под задней бабкой, которые страдают от износа меньше всего.
- Затем рассматриваемые узлы токарного станка обрабатываются под прижимными планками и под кареткой. Отклонения от параллельности после такой обработки не должны превышать 15 мкм по длине элементов.
- После этого выполняют шабрение направляющих поперечного суппорта, контролируя их прямолинейность и параллельность.
- Следующий этап ремонта – это обработка ответных направляющих каретки. Контроль за выполнением этого процесса, при котором должна быть обеспечена параллельность между винтовой осью и направляющими (расхождение – не более 35 мкм), осуществляют при помощи трехгранной линейки.
- В том случае, если продольные направляющие каретки изношены достаточно сильно, для их ремонта обязательно используют антифрикционные составы. После выполнения данной процедуры контролируются следующие параметры: соосность ходового вала и его посадочной зоны; надежность зацепления реечной шестерни и самой рейки, обеспечивающих точное перемещение каретки в продольном направлении; перпендикулярность оси шпиндельного узла и поперечного передвижения суппорта.
- После этого выполняется ремонт задней бабки токарного станка (вернее, направляющих, по которым передвигается данный узел), для чего также используется антифрикционный состав.
Более подробно познакомиться с процессом шабрения направляющих станины в рамках ремонта токарного станка можно, просмотрев видео такого процесса.
Шлифовка станин
Смотреть цены на шлифовку станин >>
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины. |
Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру.
Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное.
| Наименование | Параметры |
| Диаметр шлифовальной чашки, мм | 125 |
| Посадочный диаметр, мм | 32 |
| Мощность привода, кВт | 0,55 |
| Напряжение, В | 380 |
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы.
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
Фото контроля качества шлифовки направляющих станины
Замер шероховатости Проверка геометрии станины с помощью автоколлиматора
Видео процесса шлифовки на станке Waldrich Coburg (4 метра)
Видео процесса шлифовки на станке Waldrich Coburg (8 метров)
Фото процесса шлифовки на 8 метровом станке Waldrich Coburg
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
О важности шлифовки
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодической шлифовке. Шлифовка направляющих станины, она же шлифовка станины, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки.
Необходимость ремонта и подготовка к нему
Наиболее распространенными ситуациями, в которых требуется уже не техническое обслуживание, а ремонт токарного агрегата, являются износ направляющих, подшипников, выход из строя вилок, которые переключают элементы зубчатых соединений и др. Естественно, после периода продолжительной эксплуатации токарное оборудование нуждается в капитальном ремонте, к которому следует правильно и основательно подготовиться.
Уровень вибраций и шумов, издаваемых изношенными узлами токарного станка, определяется при работе оборудования на холостом ходу. Кроме того, проверяется осевое и радиальное биение шпиндельного узла. Чтобы продиагностировать состояние опор качения, необходимо выполнить обработку пробной заготовки и сопоставить полученные геометрические параметры с требуемыми значениями. Во многих случаях подобные действия позволяют избежать капитального ремонта оборудования и ограничиться устранением локальных неисправностей.
Если капитальный ремонт токарному станку все же необходим, перед этим необходимо тщательно очистить оборудование от грязи и пыли, которые скопились в процессе его эксплуатации. Все технические жидкости, требующиеся для работы станка (масло, СОЖ), необходимо слить. Затем проверяют, все ли конструктивные элементы оборудования находятся на своих местах.
Источник