Ремонт судовой арматуры трубопроводов




Ремонт арматуры и трубопроводов
Основными дефектами трубопроводов являются нарушение плотности во фланцевых, муфтовых и фитинговых соединениях. Устраняют протечку подтяжкой фланцев, фитингов. При продолжении течи соединение разбирают, проверяют уплотнительные поверхности, прокладки, уплотнения при необходимости заменяют, трещины в трубах. Устраняют неисправности наложением хомутов, накладок, завариванием электро- или газосваркой. Трещины в медных трубах заделывают пайкой.
При ремонте трубопроводов соединения тщательно очищают от грязи, смазки, остатков полупродуктов и промывают. Неровности уплотнительных поверхностей зачищают напильниками, надфилями, шаберами, притирают с помощью абразивных паст и порошков. Резьбовые соединения трубопроводов уплотняют льняной нитью, паклей, суриком, белилами и специальными пастами.
Ремонт трубопроводов (категории указаны в табл. 20) проводится с учетом требований Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором 10.03.70.
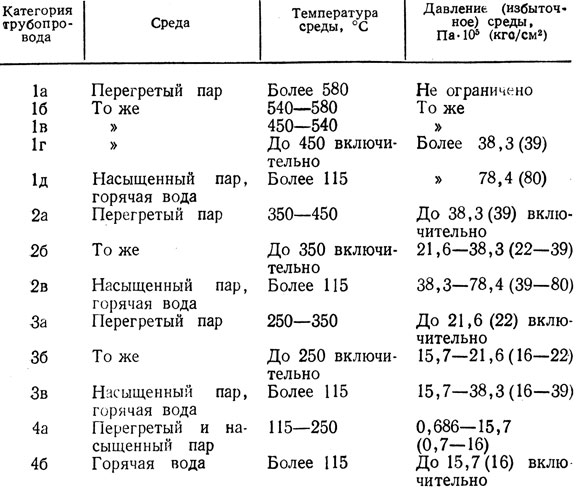
Таблица 20. Категории трубопроводов
Под требование Правил не подпадают трубопроводы с параметрами 1 категории с наружным диаметром менее 51 мм и 2, 3 и 4 категорий с наружным диаметром менее 76 мм; сливные, продувочные и выхлопные, из неметаллических материалов; плавучих сооружений, АЭС и специальных установок.
Для ремонта трубопроводов, подпадающих под действие Правил, используются только материалы, разрешенные ими. Материалы, не имеющие паспортов или сертификатов, могут применяться только после испытания и контроля.
Изготовление, монтаж и ремонт трубопроводов и их элементов должны производиться предприятиями или организациями, располагающими необходимыми техническими средствами и подготовленным персоналом.
Изготовление и ремонт трубопроводов, подлежащих регистрации в органах Госгортехнадзора СССР, могут осуществляться только организациями, имеющими разрешение местных органов Госгортехнадзора регистрируются в местных органах технадзора трубопроводы 1 категории с условным проходом более 70 мм, а также 2 и 3 категорий с условным проходом более 100 мм. Другие трубопроводы регистрируются на предприятии — владельце трубопровода.
Разрешение на эксплуатацию на вновь смонтированный или отремонтированный трубопровод выдается участковым инспектором Госгортехнадзора СССР (для трубопровода, зарегистрированного в органах котлонадзора) и для трубопроводов, не зарегистрированных в котлонадзоре, — лицом на предприятии, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов.
При ремонте разрешено применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений трубопровода. К сварочным работам допускаются сварщики, имеющие удостоверение. Сварочные работы проводят при температуре окружающего воздуха не ниже 0°С. При монтаже трубопровода допускается применение сварки при температуре минус 20°С (при толщине свариваемых элементов до 16 мм). В непогоду сварщик и место сварки должны быть надежно защищены.
Неисправность арматуры. Наиболее часто встречающимися дефектами являются износ и повреждения сальниковых уплотнений; задиры поверхностей уплотнения; износ седла и тарелки клапана вентиля; износ резьбы шпинделя. Меры по их устранению указаны в табл. 21.
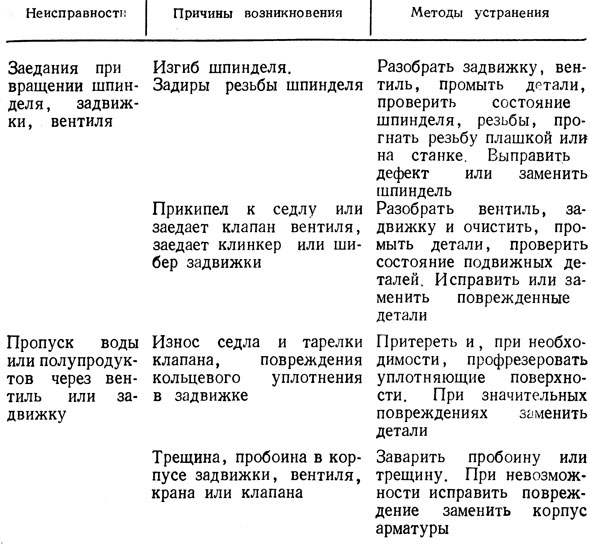
Таблица 21. Неисправности арматуры и методы их устранения
Источник
Ремонт трубопроводной арматуры




![]()
![]()
 На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
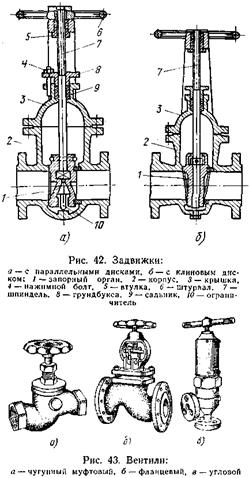
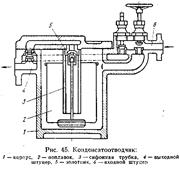
Различные типы трубопроводной арматуры показаны на рис. 42 – 45. Каждый тип арматуры состоит из трех основных узлов: корпуса, рабочего органа и привода к рабочему органу. Корпус у большей части арматуры выполнен в форме тройника с фасонной внутренней полостью. Верхний патрубок служит для крепления на нем крышки.

Рабочим органом арматуры является клапан. Поверхности соприкосновения клапана с корпусом – уплотнительные поверхности образуют затвор. Место посадки клапана в корпусе называют седлом. Клапаны имеют различную конструктивную форму: тарелки, диска, золотника, клина и т. п. Их выполняют из одной или нескольких деталей, закрепленных на шпинделе, или заодно со шпинделем. Седла изготовляют в виде отдельной детали (кольца), закрепленной на корпусе, или в виде кольцевой наплавки на корпусе, на поверхность которой садится клапан.
У вентилей и клапанов затвор перемещается перпендикулярно уплотнительному кольцу в корпусе, у задвижек – параллельно уплотнительным кольцам в корпусе. У кранов пробка вращается вокруг своей продольной оси.
По конструкции присоединительных концов арматура бывает фланцевая, муфтовая, цапфовая и с концами под приварку.
По направлению движения среды арматура делится на проходную, в которой направление при выходе из корпуса не меняется, и угловую, изменяющую направление движения среды.
Арматура может приводиться в движение вручную вращением штурвала либо при помощи электрического, пневматического, гидравлическогоприводов.
К неисправностям трубопроводной арматуры в первую очередь относится недостаточная плотность сальниковых уплотнений. Пропуск через сальник может быть вызван либо слабой затяжкой нажимной гайки, либо износом набивки.
Плохое запирание трубопровода может произойти при износе деталей затвора (седла и клапана). Замораживание арматуры часто приводит к появлению трещин в ее корпусе и крышке. Возможны также повреждения резьбы на шпинделе, поломка штурвалов, выход из строя привода.
Ремонт арматуры, в зависимости от характера повреждений, может проводиться как без снятия ее с трубопроводов, так и после демонтажа. Не снимая арматуру с трубопровода, можно устранить пропуски через сальник, подтянув нажимную втулку либо заменив сальниковую набивку.
Такие неисправности арматуры, как износ уплотнительных поверхностей затвора, поломка шпинделя, кольца сальника, грундбуксы, втулки крышки, трещины в корпусе и крышке арматуры требуют частичного (крышка и затвор) либо полного демонтажа арматуры и доставки ее в мастерскую.
Перед снятием арматуры, чтобы знать, с какого места она снята, делают пометки на корпусе и на стыкуемых фланцах трубопровода.
Перед разборкой фланцевых соединений затвор арматуры плотно закрывают.
Доставленную в мастерскую арматуру устанавливают шпинделем вверх на специально очищенное место. Поворачивая штурвал против часовой стрелки, открывают затвор, затем отвертывают гайку и снимают штурвал со шпинделя. Если на верхней части шпинделя есть и другие детали (приводная головка, шпонки, шарикоподшипники), их предварительно снимают. Далее, отвернув гайки со шпилек крышки, ее снимают. Поднимают крышку строго вертикально, так как даже незначительный перекос может повредить шпиндель в месте посадки клапана. Поверхности разъема корпуса тщательно очищают от старой прокладки.
Детали затвора, вынутые с крышкой, разбирают. Отвернув гайки со шпилек грундбуксы, снимают нажимную планку, грундбуксу, удаляют сальниковую набивку и кольца. Если необходимо снять тарелку, то отгибают предохранительную шайбу, отвертывают накидную гайку, которая крепит тарелкодержатель, или вывертывают шпиндель из обоймы и, осторожно придерживая верхний тарелкодержатель, вынимают тарелки и грибок (шарик) из места посадки. Все детали тщательно промывают в керосине и насухо вытирают чистыми тряпками, после чего тщательно осматривают каждую деталь. Прежде всего, проверяют целостность корпуса и крышки арматуры. Затем при помощи небольшого зеркала осматривают поверхности седла, выявляя на его поверхности задиры, царапины и другие повреждения. Также тщательно осматривают другие детали. Для обнаружения волосяных трещин применяют лупы с трехкратным, десятикратным увеличением.

Наиболее сложным при ремонте деталей арматуры является устранение дефектов на уплотнительной поверхности арматуры. Незначительные риски и царапины устраняют, обтачивая и шлифуя поверхность на станке с последующей притиркой.
Притирку производят вручную или используя различные механические приспособления. Ручная притирка уплотнительных поверхностей (седел и клапанов) трубопроводной арматуры ведется следующим образом. Обрабатываемую поверхность и поверхность притира (плиты или оправки из более мягкого металла, по которым притираются детали арматуры) перед началом работы и при смене притирочного материала тщательно промывают бензином или керосином и насухо протирают ветошью, а при необходимости обдувают воздухом. Затем на притир тонким равномерным слоем наносят притирочную пасту, разведенную керосином, или притирочный материал, смешанный с маслом. После этого начинается притирка. Притир плавно вращают по уплотнительной поверхности 6 – 7 раз попеременно вправо и влево на 90°. После этого поворачивают его на 180° и снова из нового положения поворачивают попеременно 6 – 7 раз вправо и влево на 90°. Поворачивают притир на 180° 5 – 8 раз, после чего притир вынимают, обрабатываемую поверхность промывают бензином и протирают чистой ветошью. Затем притирку повторяют вновь в том же порядке, пока поверхность не станет светло-матовой или блестящей по замкнутому кольцу.
После притирки пастой следует продолжать притирку в течение 5 – 10 мин минеральным маслом. Притирку обрабатываемой поверхности ведут под давлением, создаваемым собственным весом притирки или деталей: при грубой притирке не более 1,5 кгс/см 2 ; при средней притирке 1 кгс/см 2 ; при окончательной притирке или доводке 0,5 кгс/см 2 . Качество притирки проверяют на карандаш или «на краску».
Наиболее распространенным притирочным материалом является паста Государственного оптического института (ГОИ). Паста ГОИ выпускается трех сортов. Грубую пасту (1-й сорт) применяют для удаления следов обточки. Среднюю пасту (2-й сорт) используют после обработки детали грубой пастой для получения полузеркальной блестящей поверхности. Для окончательной доводки применяют 3-й сорт – тонкую пасту.
Глубокие (более 0,5 мм) раковины, выбоины устраняют путем наплавки нового металла на уплотнительную поверхность с последующей обточкой и притиркой. Наилучшим материалом для наплавки являются твердые сплавы: стеллит и сормайт. Технология наплавки довольно сложна, требует специального оборудования и точного соблюдения температурного режима, поэтому может проводиться только в ремонтно-механических цехах завода специально подготовленными рабочими.
Основные операции, осуществляемые при восстановлении уплотнительных поверхностей путем наплавки, следующие: очистка детали от грязи и ржавчины металлическими щетками, напильниками; выточка кольцевых канавок, разделка фасок и т.п. на толщину, равную толщине наплавляемого слоя; подогрев детали и наплавка (наплавку ведут в четыре слоя одинаковой толщины в пределах 1,5–2 мм); отпуск и охлаждение наплавленной детали; механическая обработка наплавленной поверхности.
Принимая отремонтированную деталь, необходимо убедиться в отсутствии таких дефектов, как наличие трещин слоя сплава, переходящих в основной металл, выкрашивание и отслаивание наплавленного слоя, раковин, шлаковых включений, трещин на наплавленном слое и на границе основного металла.
Ремонт корпусов, крышек и других кованых и литых деталей арматуры заключается в устранении трещин или свищей путем вырубки дефектного места с последующей заваркой и термической обработкой (отжигом). Для выявления дефектов применяют так называемую цветную дефектоскопию, заключающуюся в следующем. Детали предварительно протирают ветошью, смоченной в бензине, промывают в содовом растворе, потом в чистой воде и просушивают. После просушки поверхность деталей смазывают раствором, состоящим из 80% керосина, 15% трансформаторного масла, 5% скипидара и 15 – 20 г краски (судана-3 или жирового оранжа) на каждый литр этого раствора. По истечении 30 – 60 мин детали промывают холодной водой до полного удаления следов раствора и на мокрую поверхность наносят тонким слоем раствор в воде порошка мела. Имеющиеся на поверхности дефекты выявляются на просохшем покрытии в виде ярко выраженных пятен или полос, причем более глубокие трещины образуют более широкие полосы.
Ремонт шпинделя, проводимый в прицеховой мастерской, состоит в правке незначительного искривления шпинделя, удалении царапин и рисок, шлифовке и притирке уплотнительной поверхности.
На чугунных задвижках марки 31ч6нж обе плашки отлиты из чугуна и соединены между собой стержнем диаметром 15 мм, который при закрывании задвижек часто ломается и задвижка выходит из строя.
Для увеличения срока службы задвижек можно просверлить отверстие в стержне, соединяющем плашки, и впрессовать в него стальной палец диаметром 8 мм, после чего оба конца обварить.
Сборку отремонтированной арматуры ведут в порядке, обратном разборке: детали собирают согласно отметкам, сделанным кернером, или разборке.
Источник
9 Ремонт судовых трубопроводов и систем
8. Ремонт судовых трубопроводов и систем
Основными видами изнашивания трубопроводов судовых систем является:
– гидроэррозионное (в районе местного гидравлического сопротивления);
Оценка состояния трубопроводов и назначение объёма и вида ремонта выполняются через дефектацию перед каждым средним ремонтом.
Составляется демонтажная схема с описью труб и арматуры, после чего выполняются следующие работы:
– проверяется отсутствие рабочей среды;
– проводится дезинфекция (в необходимых случаях);
Рекомендуемые файлы
– проводится дегазация и промывка грузовых и зачистных систем;
– снимается изоляция в местах путевых соединений и арматуры.
Судовые трубопроводы изнашиваются крайне неравномерно: отдельные участки через 15–20 лет, другие через 2–3 года. Наиболее типичны язвенная коррозия, а также нарушение плотности соединения, вмятины, трещины, свищи и разрывы.
Основные операции ремонта трубопроводов:
– очистка труб и арматуры;
– сборка и испытания.
Основные операции при демонтаже трубопроводов:
– разъединение труб и арматуры;
– освобождение труб от изоляции и подвесок;
– очистка труб от ржавчины, краски и грязи.
Для очистки труб и арматуры перед ремонтом используют механическую и химическую очистку.
Механическая очистка производится на специальных стендах с помощью шарошек, стальных щёток или фрез. Применяются также песко- и дробеструйная очистка труб и арматуры увлажненным песком или дробью.
Химическую очистку выполняют в водных растворах кальцинированной соды, тринатрийфосфата, мыла, жидкого стекла и др. моющих средств.
8.1. Ремонт металлических трубопроводов
При ремонте трубопроводов и арматуры выполняют наплавку металла, проточку, правку, заварку трещин и свищей и др. работы [14].
Ремонт трубопроводов может выполняться:
– с заменой повреждённого участка (при больших разрывах);
– с помощью пластмасс (термоусаживающихся плёнок);
– с помощью клеев («Спрут», «Бензона», «Дурметалл»…);
– с помощью современных безфланцевых муфт системы «Штрауб».
Ремонт трубопроводов электросваркой и пайкой.
Трещины и коррозионные разрушения на стальных трубах, устраняются электронаплавкой, заваркой, вваркой кусков труб и приваркой частей из листовой стали внахлест и встык на повреждённые участки труб.
Стальные трубы с большими площадями коррозионного и эрозионного износа и со значительными по длине трещинами, заменяются новыми. После ремонта эти трубы обжигаются, очищаются и продуваются сжатым воздухом.
Ремонт медных труб с подобными дефектами выполняют газовой или электродуговой сваркой и пайкой. Дефекты бронзовой арматуры устраняют газовой наплавкой. При газовой сварке медных труб в качестве присадочного материала используют латунную проволоку, а в качестве флюса состав: 70% буры, 10% борной кислоты, 20% поваренной соли.
Для пайки медных труб применяют медно-цинковые, медно-серебряные и оловянисто-свинцовые припои. После пайки и сварки медные трубы обжигают.
8.2. Ремонт пластмассовых трубопроводов
На судах применяются трубы из полиэтилена, винипласта, полихлорвинила и стекловолокнистых пластмасс. Наиболее применяемы трубы из полиэтилена, который обладает высокой химической стойкостью при температуре рабочей среды до +20 градусов, устойчив ко многим кислотам, растворам солей и инертен к воде. Неблагоприятно влияют на полиэтилен при длительном воздействии нефть, керосин, бензин и минеральные масла.
Основные повреждения полимерных трубопроводов:
– течь в сварных соединениях;
– течь в разъёмных соединениях;
– разрывы от замерзания воды в трубопроводах.
При незначительных повреждениях (трещины) ремонт можно выполнить паяльником, нагревая место ремонта до 250 градусов и используя ремонтные стержни.
При ремонте и замене полиэтиленовых трубопроводов нужно учитывать, что прочность труб из полиэтилена резко снижается с повышением температуры.
В технологических процессах ремонта полимерных трубопроводов, прежде всего в соединительных операциях, концы труб под обработку нагревают в ванне с дистиллированным глицерином до температуры 125–130 градусов. Гибка труб выполняется только в горячем состоянии. Разогрев труб проводится в электрических печах горячим воздухом до 110–130 градусов.
Возможны следующие виды соединений полиэтиленовых труб (рис. 7.1):
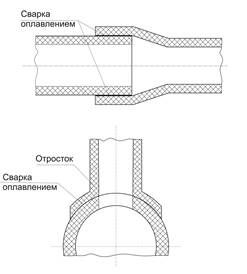
Рис. 7.1. Виды соединений полиэтиленовых труб
Технология обработки полиэтиленовых труб состоит из следующих операций:
– резка труб и снятие фасок;
– нагрев и обработка труб;
Сварка труб осуществляется 2-мя способами:
– прутковой (газовой) сваркой с азотным теплоносителем.
Более эффективным является первый. Его производительность в 1,5–2,0 раза выше второго способа. Концы труб под сварку нагревают любым способом до температуры 180–230 градусов для толщин 3–14 мм. Лучшим способом является нагрев в электропечах.
8.3. Основные операции при изготовлении заменяемых трубопроводов
В практике судоремонта весьма характерным случаем является замена отдельных или нескольких частей трубопроводных систем, которая требует необходимости их цехового изготовления с последующей установкой на судне.
Типовые операции при изготовлении и установке элементов трубопроводов судовых систем на штатные места:
1. Снятие шаблона на судне.
2. Резка труб. Она производится:
при диаметре до 78 мм – абразивным диском;
при диаметре 76–89 мм – пилой Геллера;
при диаметре более 89 мм – механической ножовкой;
при диаметре 140–400 мм – тепловой резкой.
3. Отжиг труб перед гибкой в печах с электронагревом.
4. Гибка труб (может выполняться холодным или горячим способом). При холодной гибке используют пневмогибочные станки (СТГ-2М), станки СТГ-2П и СТГ-3. При горячей гибке используют станки с индукционным нагревом.
5. Отрезка труб после гибки.
6. Нарезка резьбы на концах с помощью трубонарезных станков
7. Пригонки фланцев труб к элементам соединений и их закрепление на электроприхватках.
8. Приварка труб (или фланцев) газовой сваркой.
9. Вырезка круглых отверстий под приварные патрубки с помощью сверлильных станков, резаков, слесарно-монтажных инструментов, вертикально-фрезерных станков.
10. Пригонка патрубков к трубам.
11. Раздача и обжатие концов труб с использованием пресса типа ПГ-50.
12. Зачистка концов труб перед сваркой.
13. Прихватка и сварка под флюсом или в среде углекислого газа.
14. Зачистка швов.
15. Гидравлические испытания на прочность при давлении, превышающим 1,5–2 раза рабочее.
16. Химическая очистка.
17. Грунтовка и сушка.
18. Установка трубопровода на рабочее место.
Источник