Сварис 200 Схема Электрическая Принципиальная
Его используют при сварке: Цветного металла.

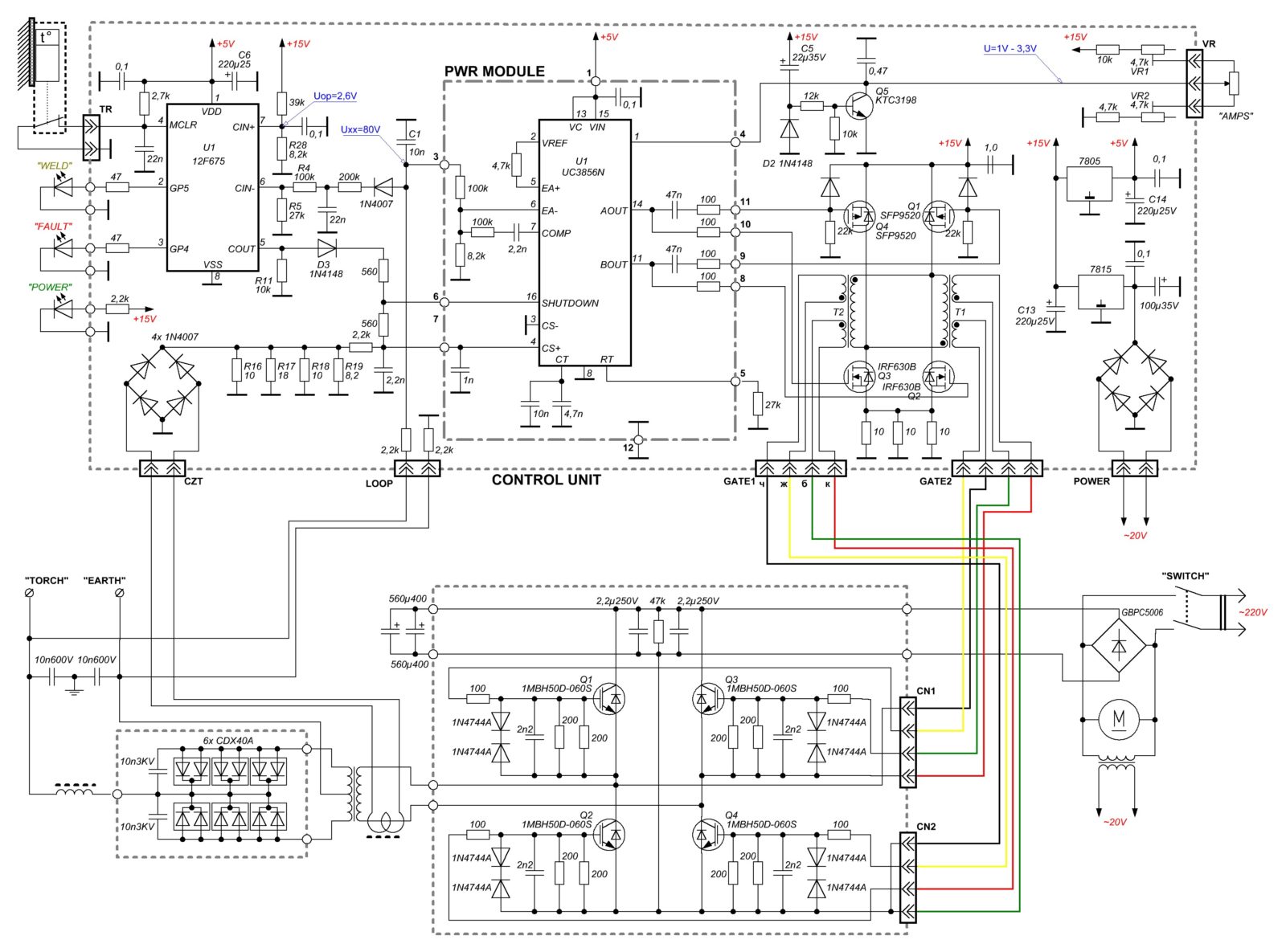
Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. 
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»

Но подсчитать его не составит никакого труда.
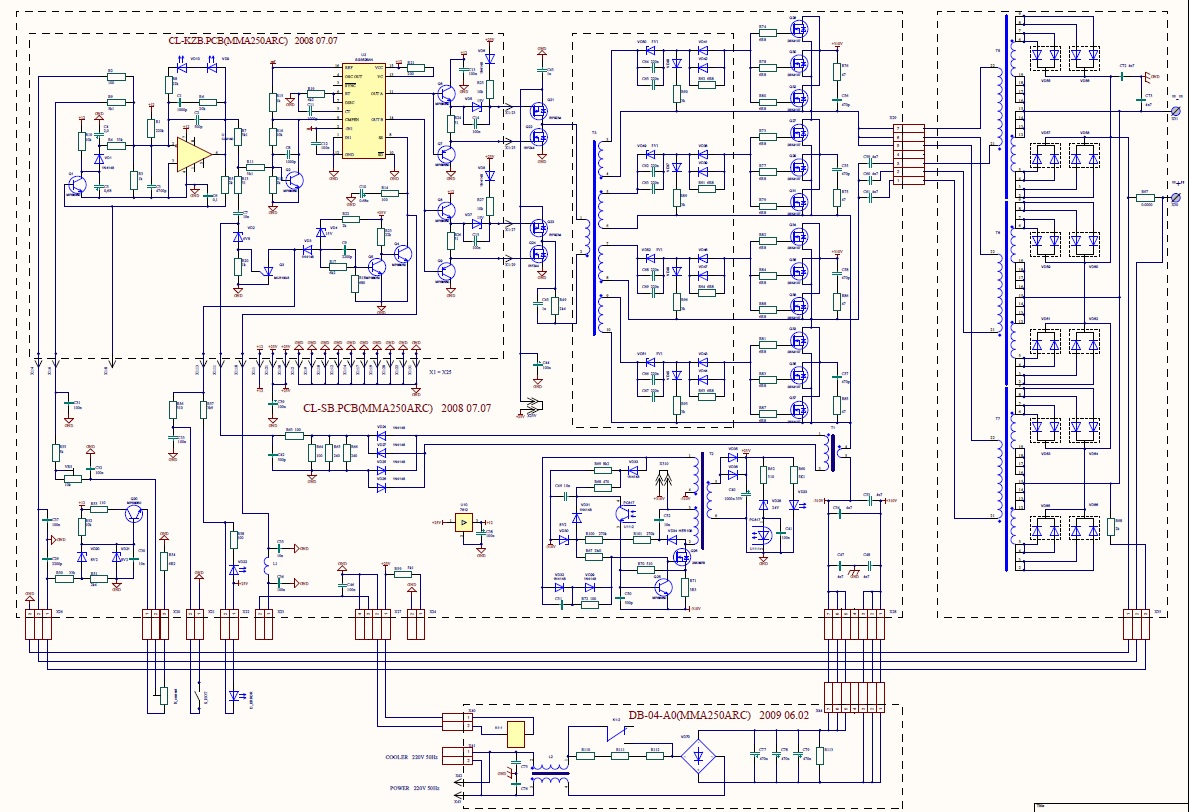
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда. 
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок. 
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. 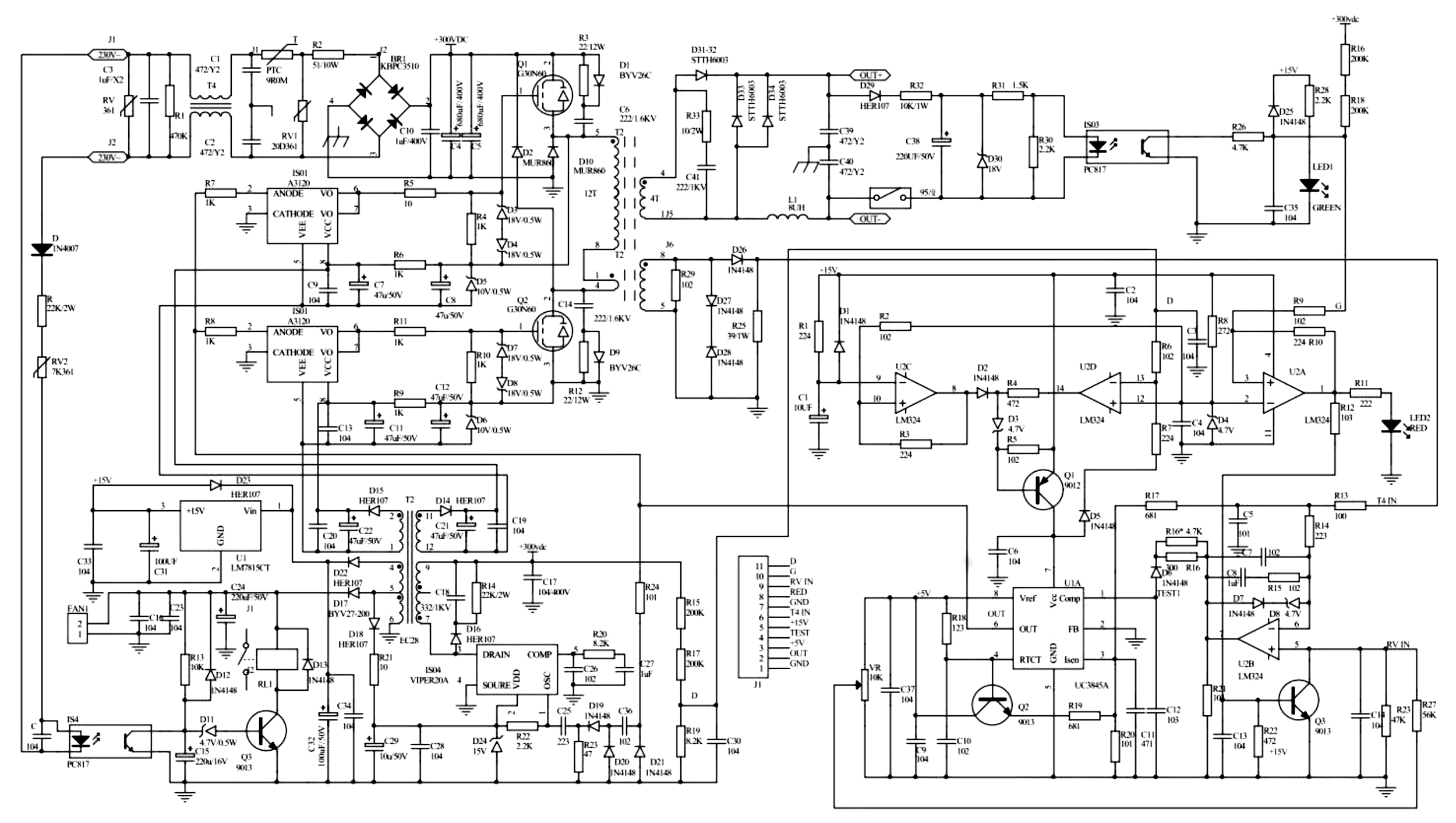
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. 
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов. 
Поэтому его вес десятки килограмм, что не совсем удобно. 
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220

2 пользователя(ей) сказали cпасибо:
В отличии от arc , схема новой модели лишена основных недостатков. 
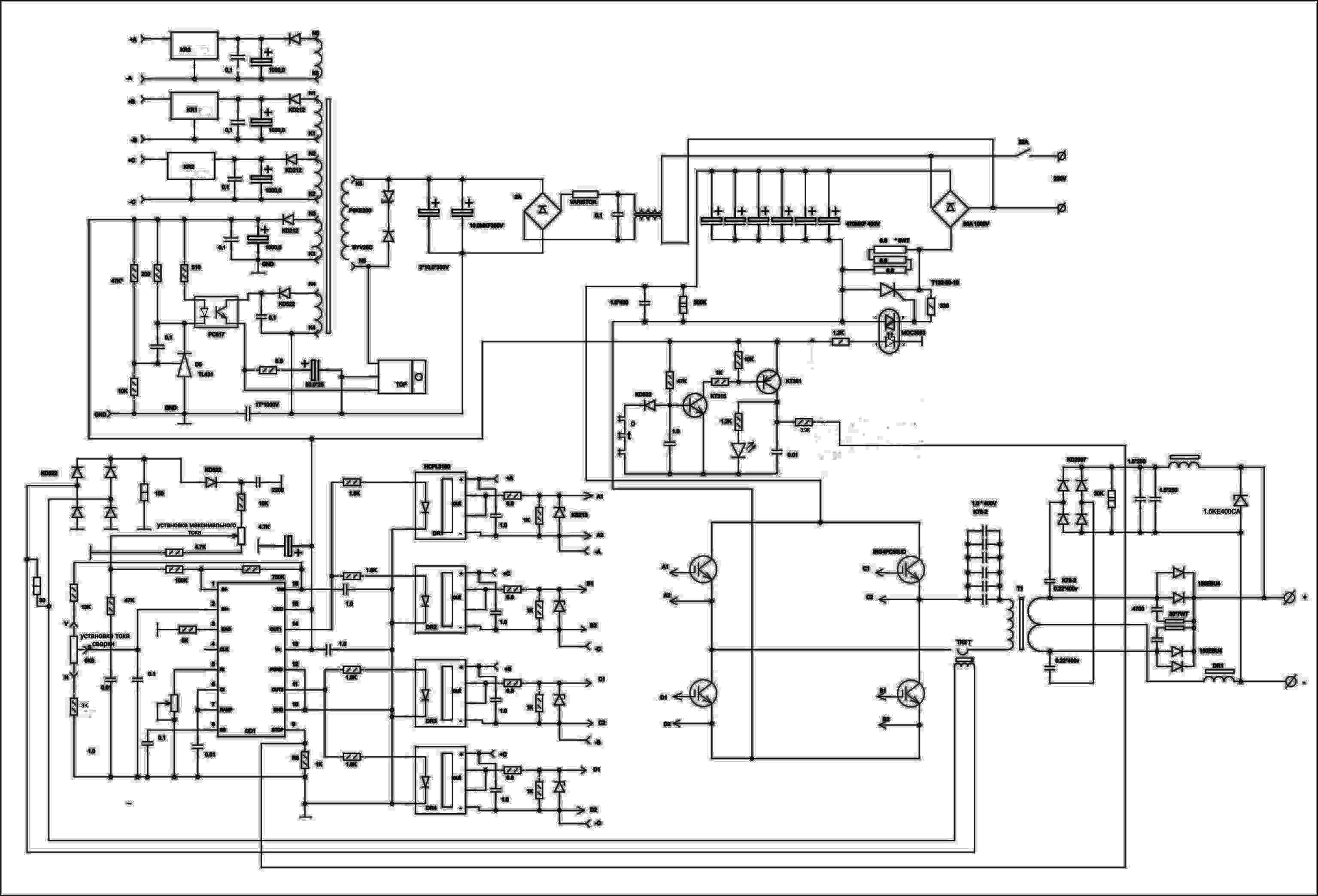
Инвертор перестал варить. Входной выпрямитель — это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. 
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками. 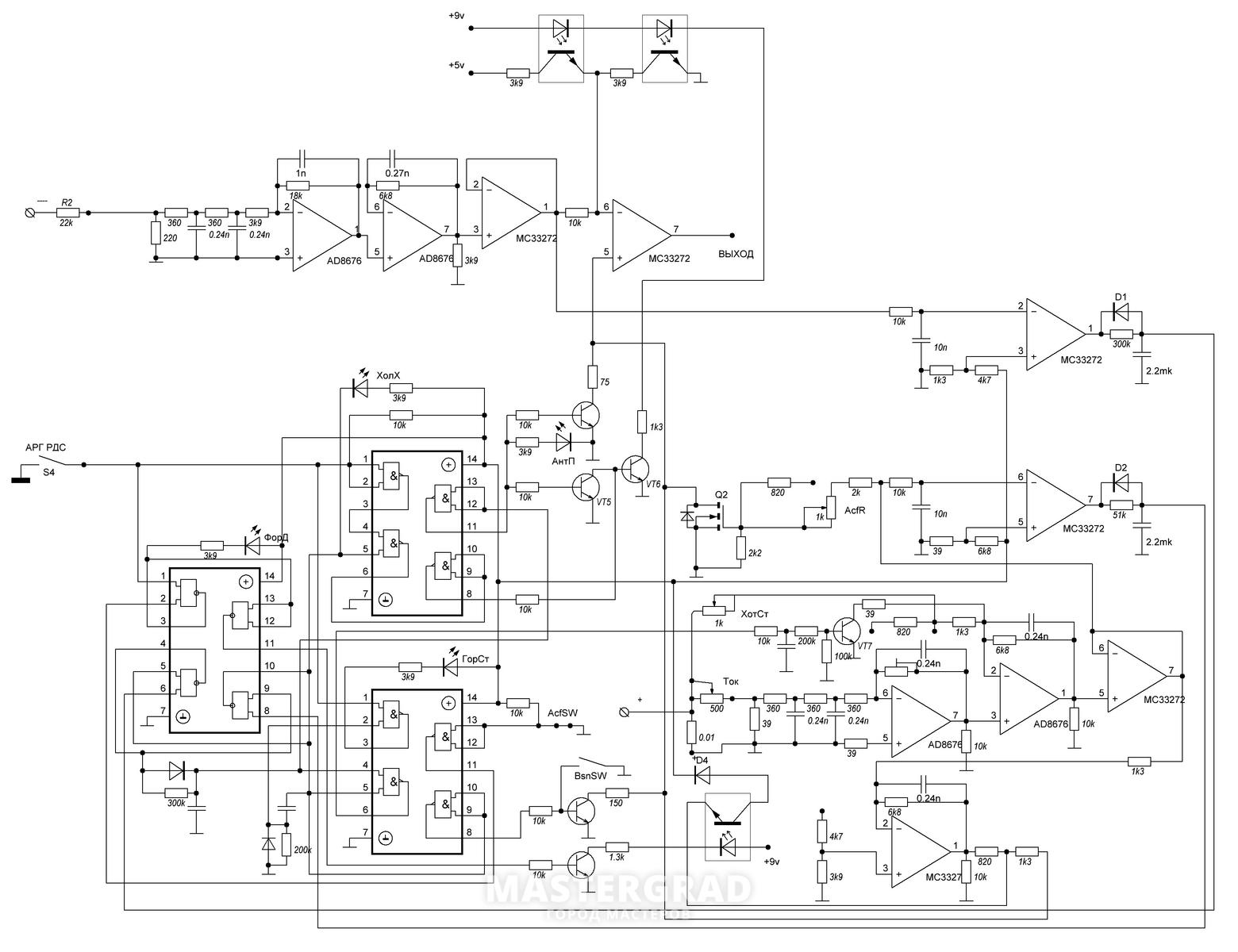
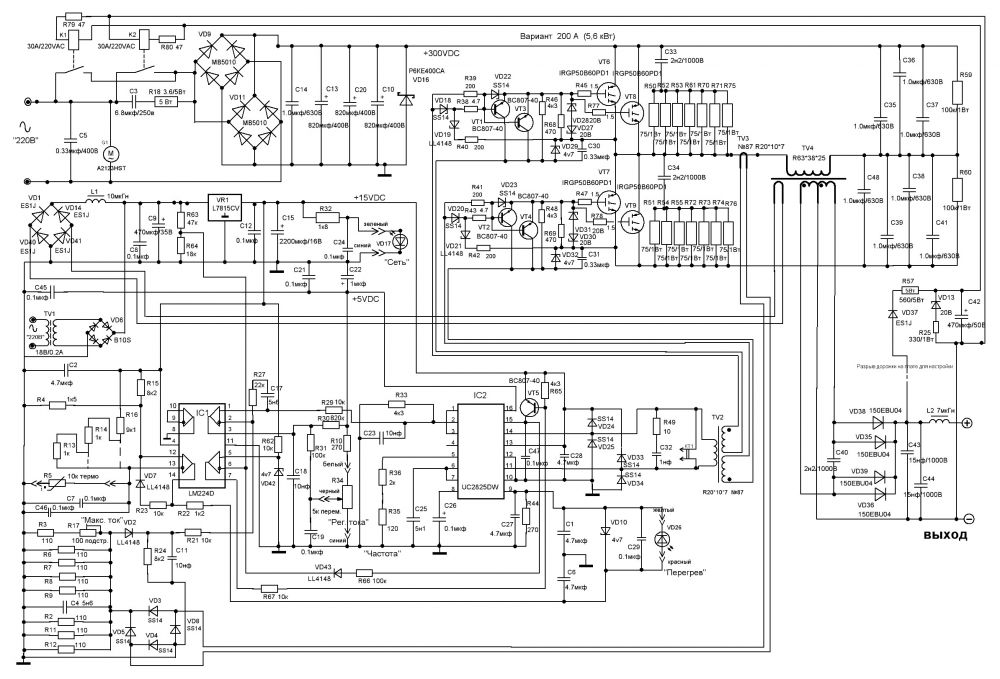
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. 
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Взаимодействие основных узлов и деталей инвертора
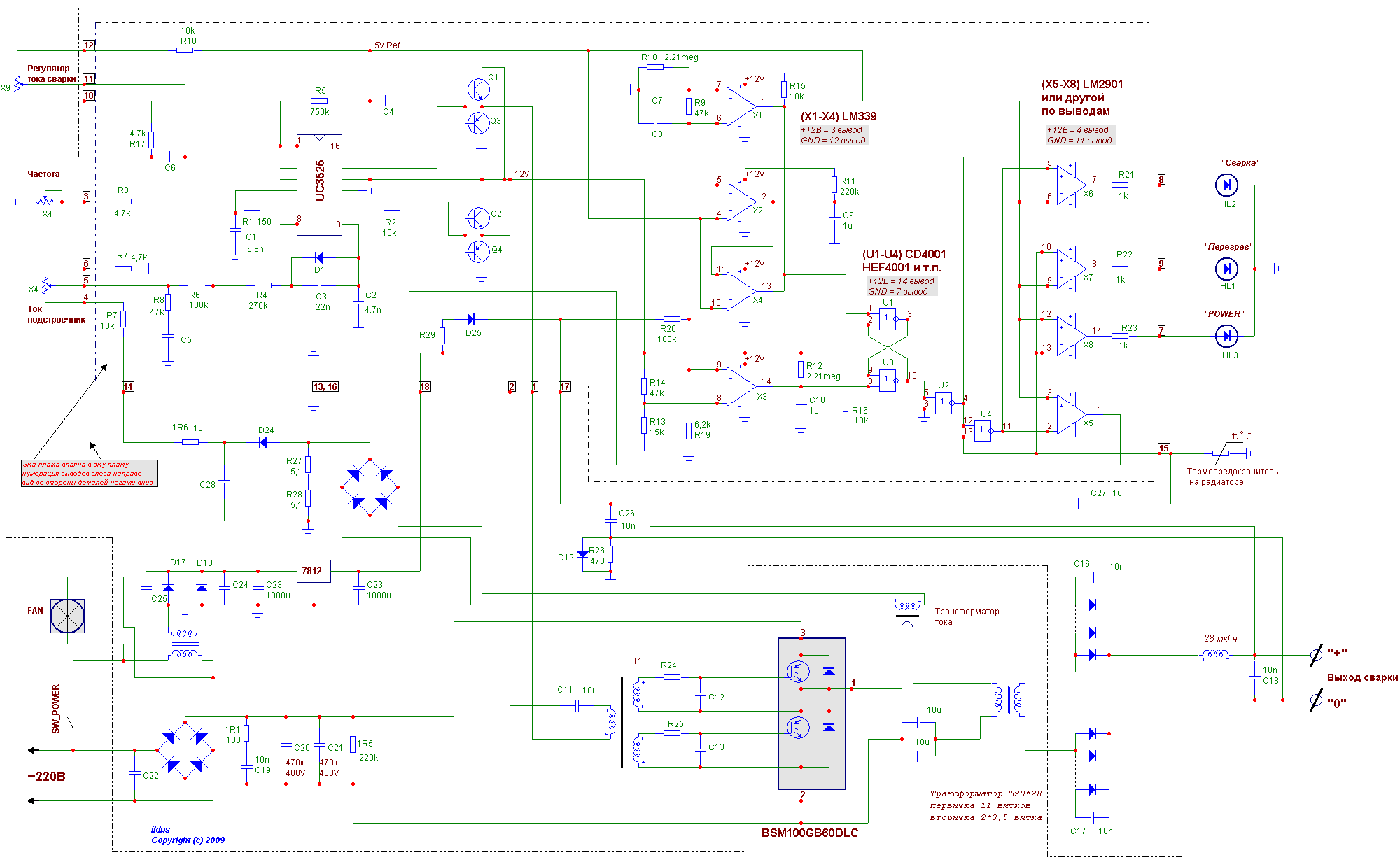
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
Источник
Сварис 158 комби — работа с 5-ти килограммовой катушкой.
Модернизация сварочного полуавтомата Сварис 158 комби для работы с пятикилограммовыми катушками проволоки. Так как в нашем Долгоруково постоянно какие то проблеммы с проволкой на 1 кг. ( то нет ни где, то не такая ), а работать надо, пришла идея доработки сварочного аппарата под бабину на 5 кг.. После осмотра и измерения отсека для проволоки стало понятно что катушка на 5кг. в него не войдет, без глобального изменения конструкции аппарата, а переделывать пол корпуса полуавтомата совсем не хотелось. Было решено сделать отдельный модуль для пятикилограммовой катушки который бы прикручивался к корпусу сварочного аппарата.

Как был изготовлен этот отсек для катушки описывать не буду, на фото все видно.
Вверху отсека было просверленно отверстие для подачи проволоки и приварена трубка , в нее будет вставлена рубашка тросса по которой проволока будет подаваться в стандартный отсек для проволоки.

Затем были просверлены отверстия для крепления к корпусу сварочного аппарата.

Здесь видно отверстие для проволоки.

После этого все было отшлифовано и покрашено в цвет полуавтомата, была вырезана пластиковая шайба (щека от 1кг. катушки) для меньшего контакта с корпусом при вращении катушки.

А вот теперь о самом изменении конструкции аппарата))))), сверлим дырку на 8мм. здесь

И вкручиваем в нее трубку от карбюратора мотоцикла урал.

На этом изменение конструкции сварки закончено. Затем откручиваем эти 3 болта

И устанавливаем новый модуль для катушки на 5 кг.

Теперь отрезаем примерно 25см. рубашки от тросика газа мотоцикла и вставляем ее в трубку которая вкручена в сварочный аппарат.

Затем соединяем рубашкой оба отсека старый-стандартный и новый-самодельный

Вот в принципе и все , заряжаем катушку на 5кг. и протягиваем проволоку

Так выглядит подача проволоки

А это вид сварки сзади

Сам аппарат стал шире на 6см. изменение конструкции минимальные всего одно отверстие на 8мм. и все очень легко демонтировать.

В дальнейшем можно будет сделать и крышку.
ВНИМАНИЕ ВАЖНАЯ ИНФОРМАЦИЯ !
И так, в процессе 5 месячной эксплуатации данной системы, выявилась одна очень серьезная недоработка которая влечет за собой попадос от 150рублей до двух тысяч. Недавно, во время сварочных работ в автомобиле, так как горелка не доставала до нужного места, аппарат пришлось поставить в разобранный салон авто и продолжить варить. Через несколько минут нагрелся рукав горелки и внутри него начал травить газ. Разобрал, полностью оплавилась изоляция рубашки по которой подается проволока и расплавилась трубка подачи газа. Так как на рукаве было несколько прожженных дыр , подумал что из-за этого где то рубашка коротнула на массу кузова. Купил новую горелку в сборе со всеми проводами и шлангами за 2100р. и запасную трубку подачи газа за 150р. , горелку поставил, продолжаю работать. Через 2 дня тоже самое, нагрелся рукав и пошел газ и опять же при работе аппарата в салоне машины.
Суть недоработки проста — контакт проволоки, через установленную мной рубашку, с корпусом аппарата. Пока своим корпусом аппарат не касается массы сварочного объекта все нормально работает, но как только корпус коснется массы — короткое замыкание и нагрев рукава .
Решение этой проблемы тоже очень простое, всего лишь нужно изолировать рубашку от корпуса.

Рассверливаем сверлом на 14мм. , ранее проделанные отверстия . Берем резиновый шланг (я отрезал 40 см. от шланга подачи углекислоты) и в него вставляем рубашку (точно по диаметру, опять же подошла рубашка от мотоциклетного троса) и соединяем наши отверстия как на фото выше.

у меня получилось вот так

Заменил пластиковую трубку подачи газа, работаю дальше.
Прошло еще несколько месяцев после последней доработки аппарата. При установки новой катушки проволоки столкнулся еще с одной проблемой, проволока начала подаваться рывками а иногда вообще останавливалась, ролики буксовали проволока стояла на месте. После осмотра катушки, оказалось что центральное отверстие бобины не круглое как обычно бывает, а многогранное (типа 12-ти гранной гайки). От этого остановки и рывки при работе. Было принято решение переделать конструкцию на подшипники.
Покопавшись в гаражном хламе, нашел 2 уставших натяжных ролика от БМВ и наружные шаровые опоры от той же модели. Так как шаровые были ушатаны до предела, они свободно вышли из втулок (они нам и понадобятся ). Обрезав лишнее от роликов и обточив по кругу, запрессовал их во втулки от шаровых опор.


Получились два подшипника для катушки


Примеряем к катушке

Теперь нужен центральный болт подходящего диаметра на котором будет висеть катушка. Болт нашел с крепления стоек ваз 2110 и так как он не подходил по диаметру натянул на него кусок металлопластиковой водопроводной трубы.

Катушка с двумя подшипниками

Ввариваю болт в ранее изготовленный корпус для проволоки, предварительно удалив старую втулку.

Проверка перед окончательной сборкой


Теперь катушка сидит на двух подшипниках, подача проволоки стала без рывков и остановок .
Источник