- Ремонт инверторного сварочного аппарата своими руками
- Назначение оборудования и особенности его конструкции
- Особенности технического обслуживания и ремонта инверторных аппаратов
- Факторы, приводящие к выходу из строя сварочного инвертора
- Распространенные неисправности
- Как выполнить самостоятельный ремонт инверторного устройства
- Сварис 200 Схема Электрическая Принципиальная
- Элементы электрической схемы сварочных инверторов
- 2 пользователя(ей) сказали cпасибо:
- Взаимодействие основных узлов и деталей инвертора
- схема электрическая принципиальная и ее особенности
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
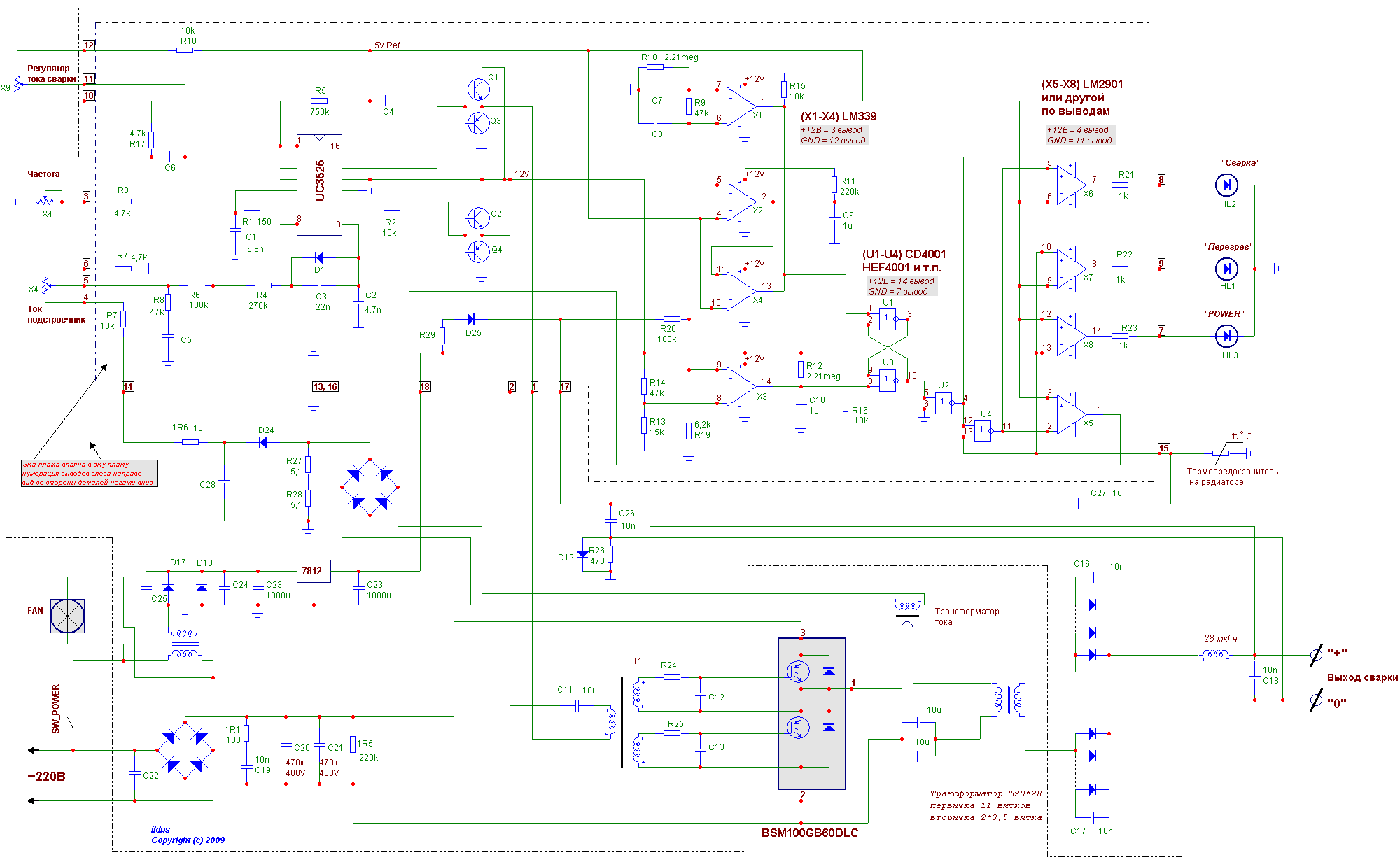
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
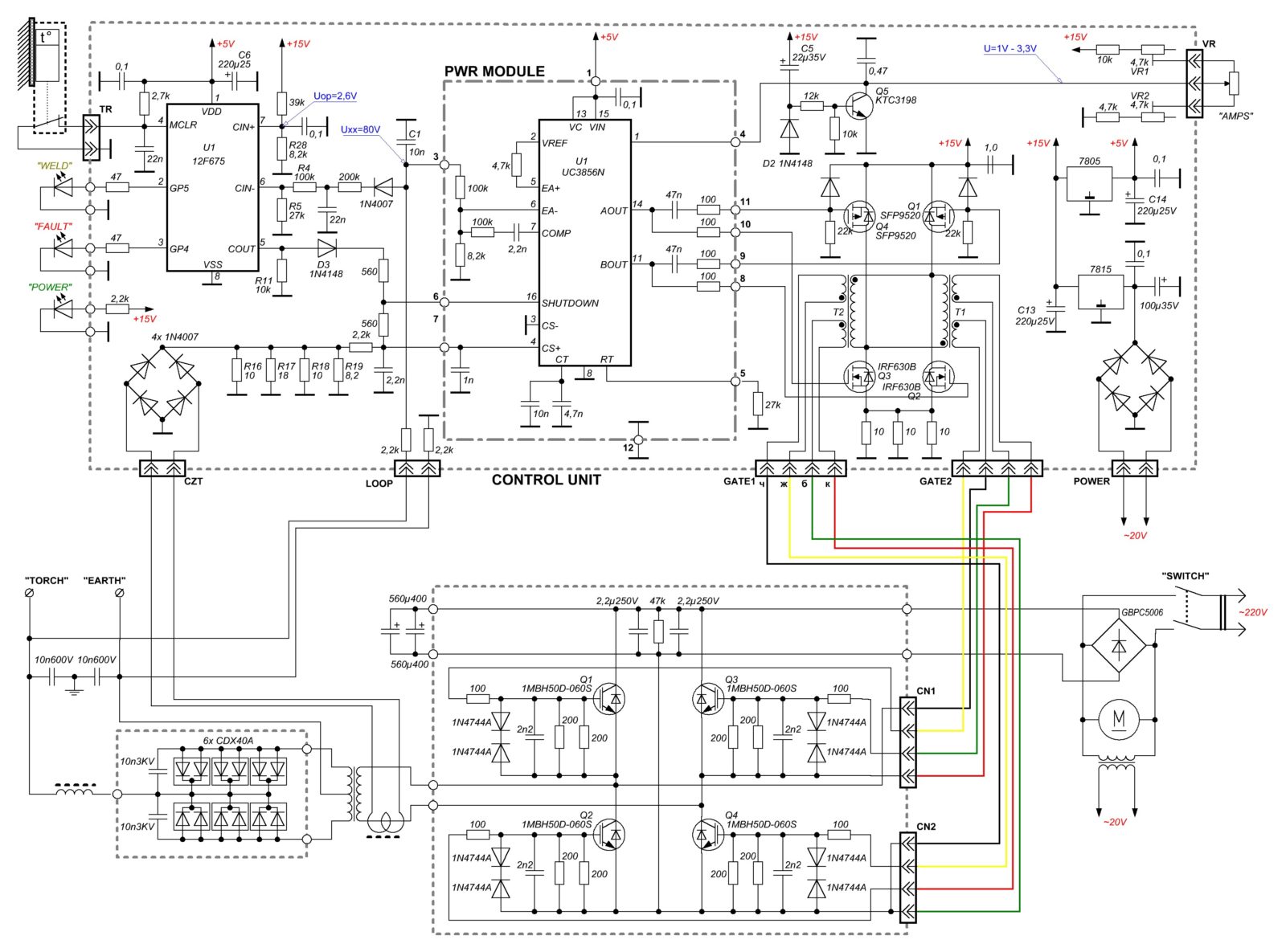
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Источник
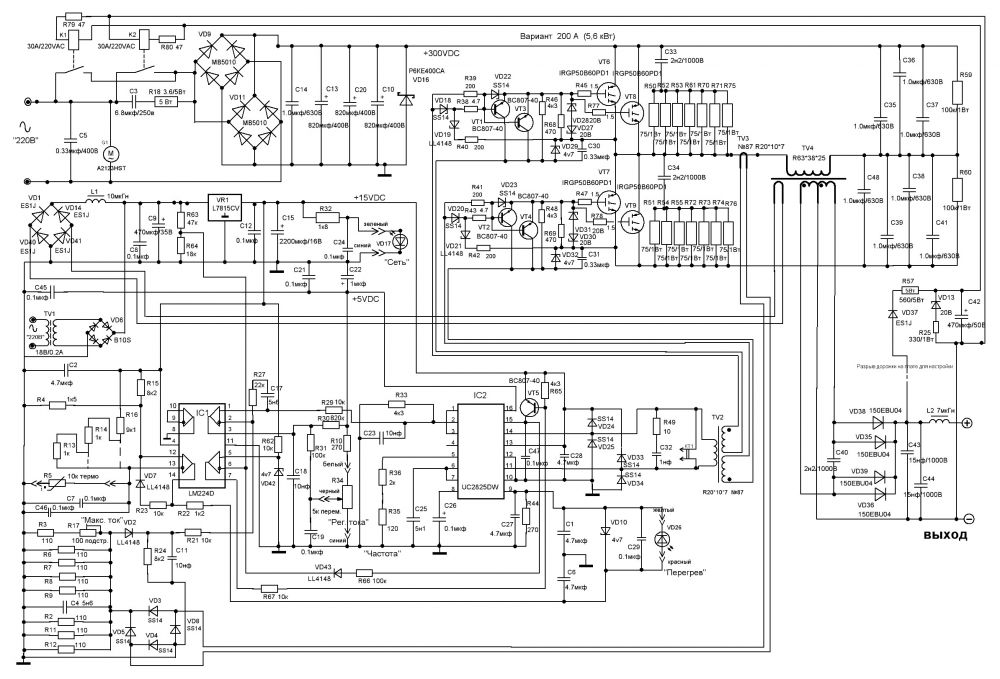
Сварис 200 Схема Электрическая Принципиальная
Его используют при сварке: Цветного металла.

Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. 
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»

Но подсчитать его не составит никакого труда.
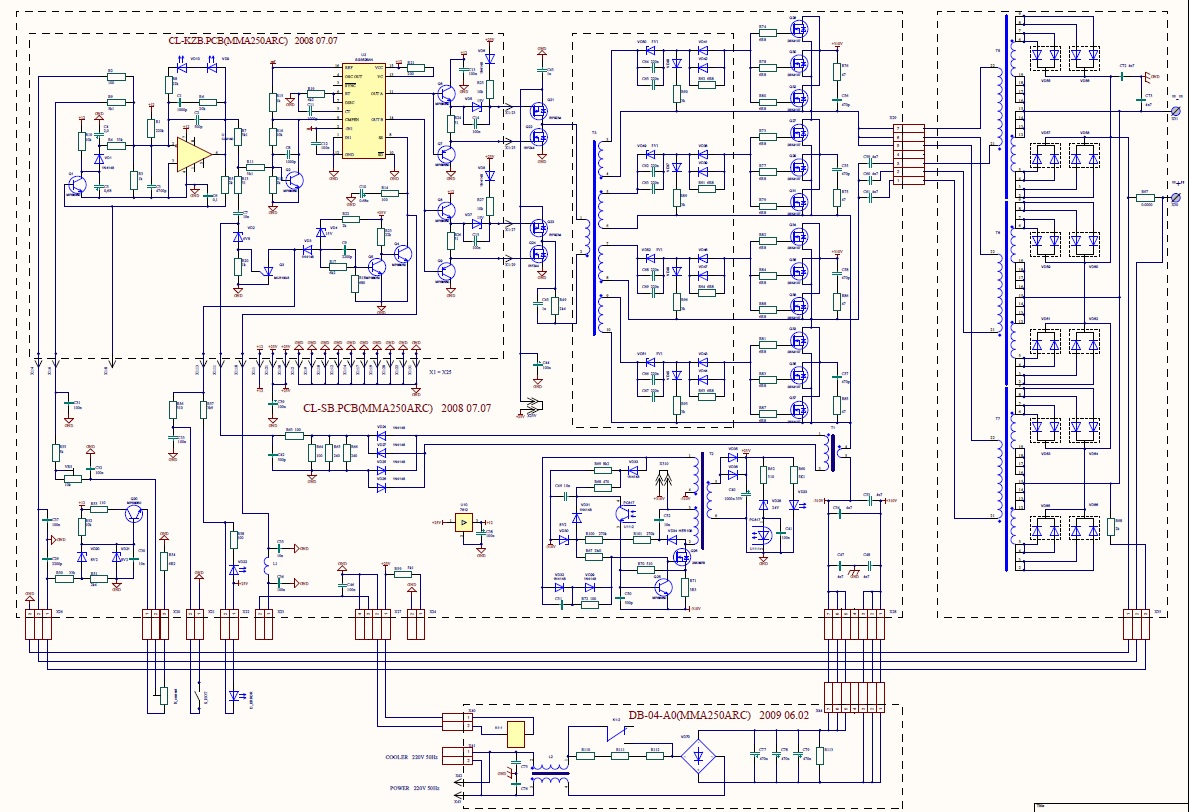
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Элементы электрической схемы сварочных инверторов
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда. 
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок. 
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. 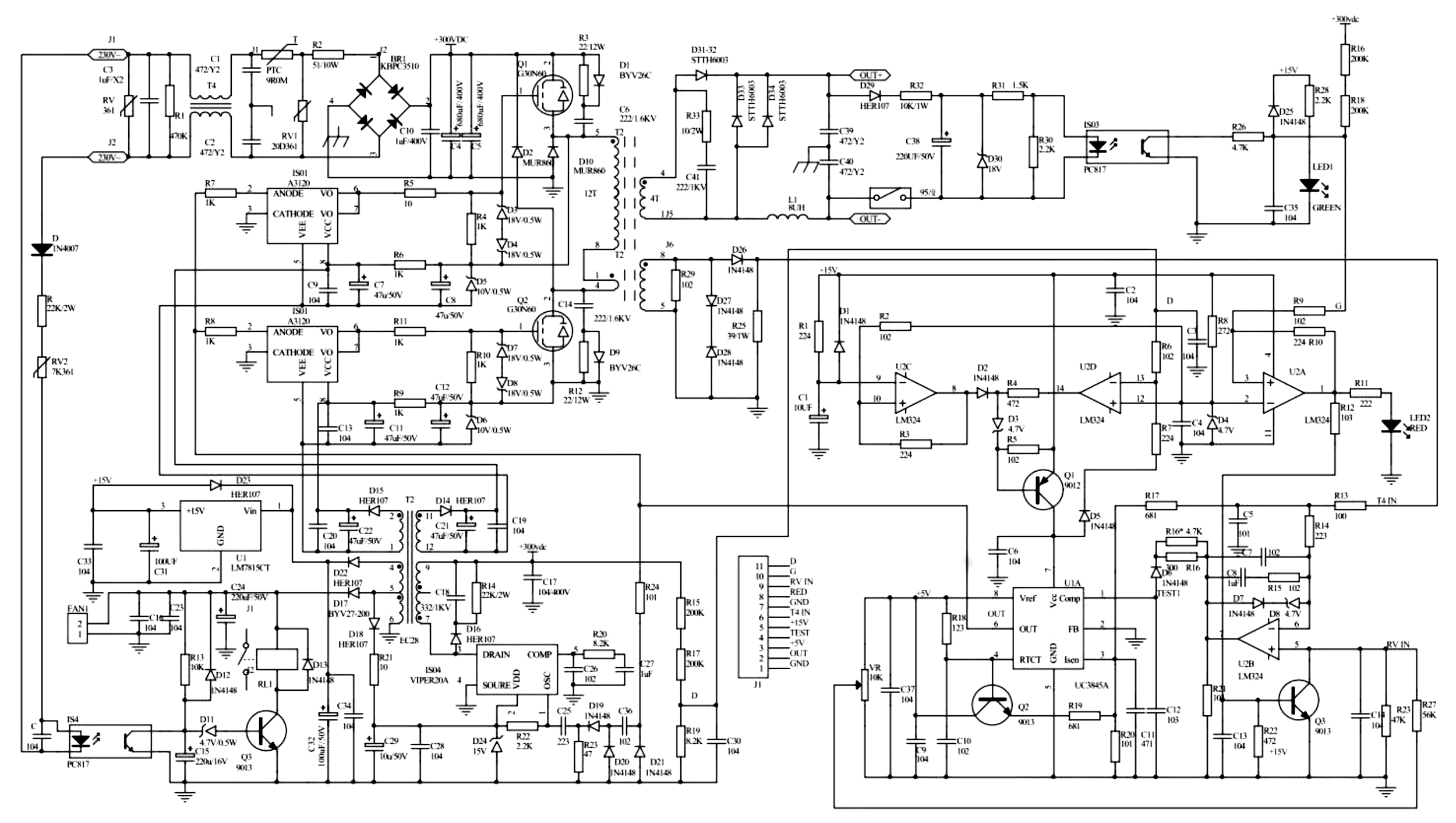
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. 
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов. 
Поэтому его вес десятки килограмм, что не совсем удобно. 
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220

2 пользователя(ей) сказали cпасибо:
В отличии от arc , схема новой модели лишена основных недостатков. 
Инвертор перестал варить. Входной выпрямитель — это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. 
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками. 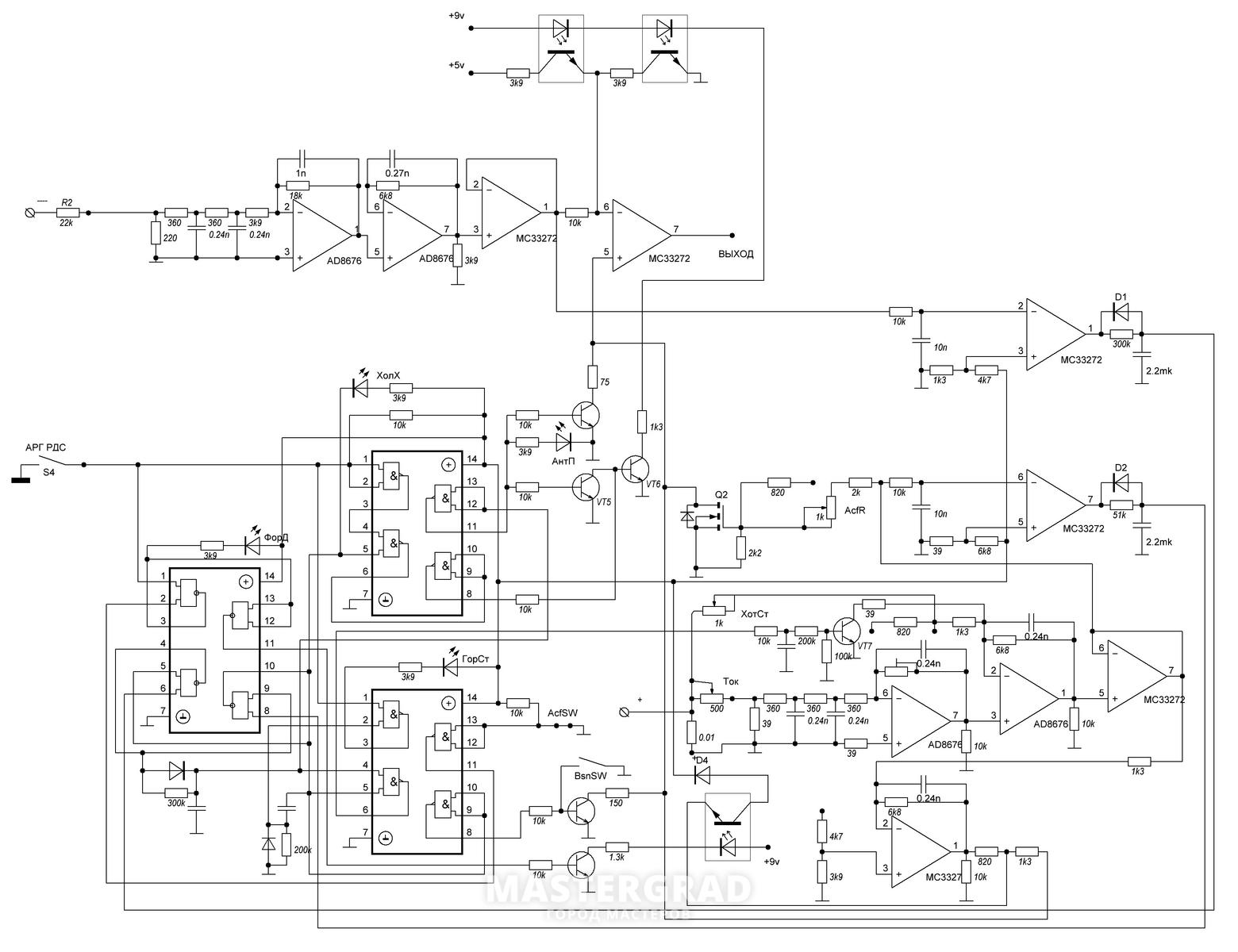
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. 
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
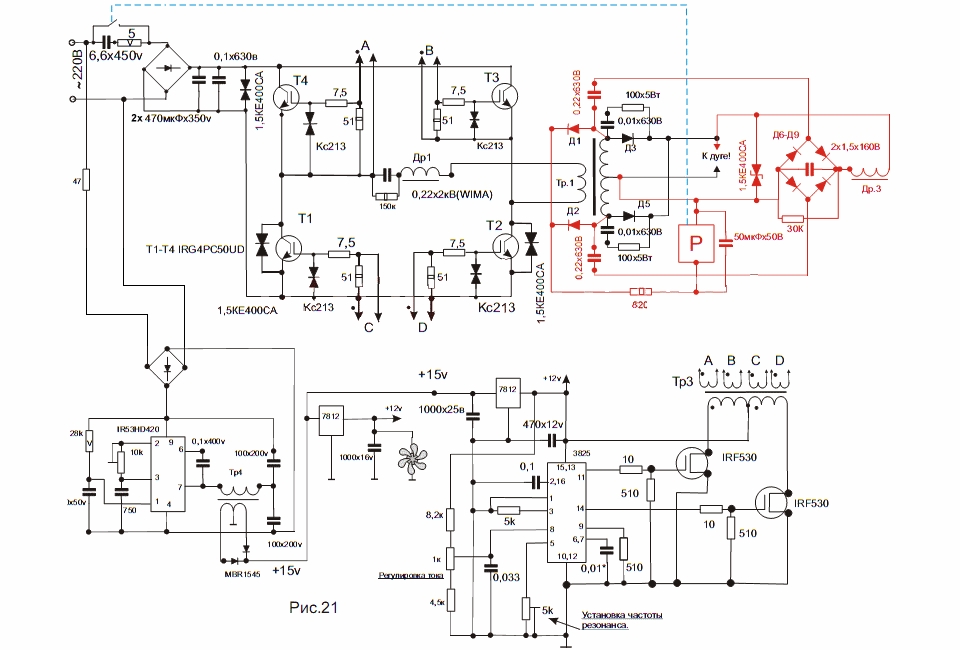
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Взаимодействие основных узлов и деталей инвертора
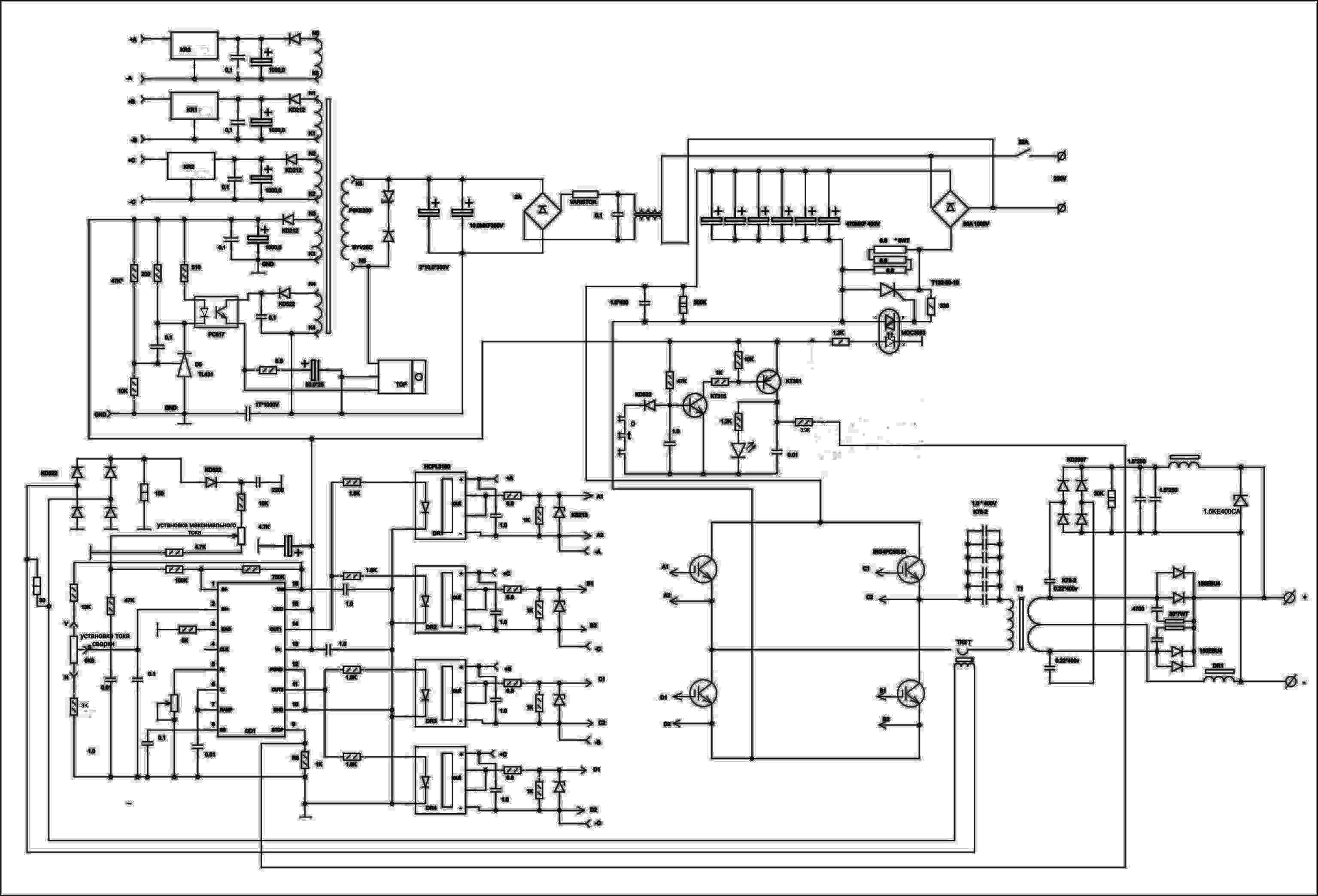
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
Источник