- Делаем держак для сварки своими руками — инструкция, необходимые элементы, сбор
- Основные требования
- Фабричные фиксаторы
- Цанга
- Прищепка
- Вилка
- Как изготовить фиксатор самостоятельно
- Трезубец
- Уголок из металла и арматурный стержень
- Пружинная вилка
- Цанговый фиксатор с резьбой и зажимом
- Резюме
- Держатель электродов для сварочного аппарата
- Требования к сварочным держакам
- Разновидности держателей
- На что обратить внимание при выборе
- Как сделать держак для сварки своими руками
- Держак в виде трезубца
- Вилка-трезубец с пружиной
- Держатель из уголка и арматуры
- Держак с зажимным винтом
Делаем держак для сварки своими руками — инструкция, необходимые элементы, сбор

В производственном процессе, строительных работах и повседневной жизни электрическая сварка – важный момент. Вместе с выбором электрических проводников и варочного агрегата следует внимательно отнестись и к держаку электропроводников для сваривания.
Существует большое число фиксаторов, которые различаются один от другого фигурацией, объемом. Можно изготовить держак для сваривания самостоятельно.
В нашем обзоре поговорим, как изготовить держак для сварочного оборудования собственными силами.
Основные требования
Фиксирующий предмет для электропроводников — очень важное звено. Его устройство довольно-таки несложное.
Перечислим определенные требования:
- Следует создать соответствующую диэлектрическую и изоляционную защиту.
- Проводник следует закреплять крепко.
- Следует обеспечить прочную фиксацию стержней.
- Огарок должен без труда заменяться следующим стержнем.
Фабричные фиксаторы
Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Цанга
Очень простая форма держака для сварки, он легкий и небольшой по размеру. Электрический проводник несложно заменить другим.
Ручка цанги надежно защищает от электрического и температурного воздействия. К минусам относится цена, определенные рамки рабочего напряжения. Недопустимо оставлять небольшой огарок. Это может деформировать рукоять.
Следует запомнить, при укорачивании длины электропроводника увеличивается напряжение, направленное к нему.
Прищепка
Самый распространенный вид фиксирующих устройств. В зависимости от рабочего напряжения и сечения электрического проводника держак для сварки меняется в размерах. Прищепку используют в работе с любыми величинами напряжения.
Контакт со стержнем хороший, а посредством рукояти без труда избавляемся от огарка. К минусам данного фиксатора относятся габариты. Замена электропроводника является непростой задачей.
Вилка
Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.
Как изготовить фиксатор самостоятельно
Можно сделать самостоятельно фиксатор для сваривания. Самодельные фиксаторы чем-то уступают фабричным по качеству и прочности. Но они годятся для использования.
Данные фиксаторы — не дорогой заменитель профессионального оборудования. Мы проведем обзор держаков для сваривания, сделанных собственноручно. Рассмотрим разные варианты.
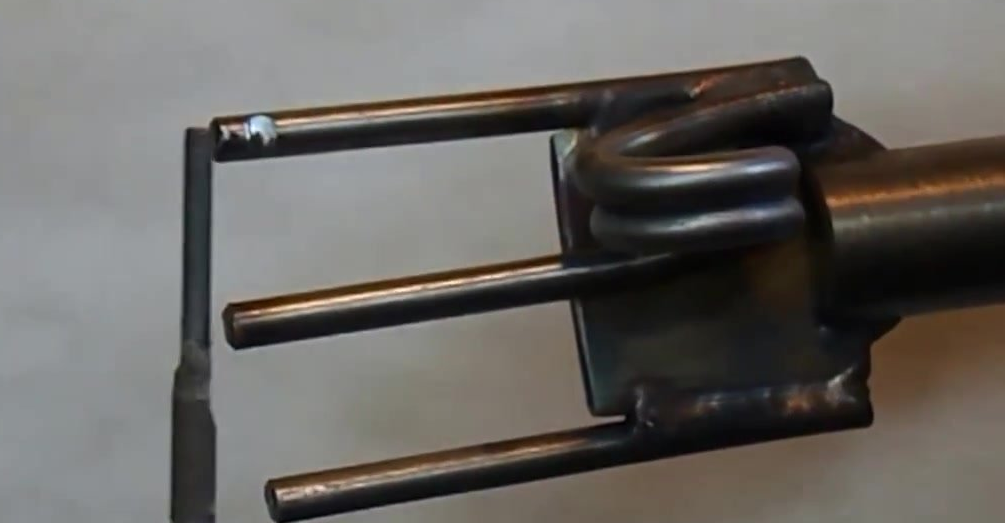
Трезубец
О данной разновидности говорили ранее, при описании фабричных видов. Эту разновидность нетяжело сделать своими руками. Он изготавливается из трех частей арматуры, приваренных между собой.
Чтобы защитить себя от поражения электротоком, следует натянуть на рукоять кусочек резинового шланга.
Несмотря на несложное устройство, пользоваться таким фиксатором следует очень вдумчиво. Существует риск получения травмы во время сваривания. Вследствие того, что арматура беспрерывно укрывается окалиной, ее следует очищать.
Чтобы получился правильный варочный шов. Окалина провоцирует утраты напряжения. Ослабевает контакт, сварка становится не такой эффективной.
Уголок из металла и арматурный стержень
При использовании такого варианта возрастает контакт стержня с держателем. Это позитивно влияет на сварочный процесс.
Но самостоятельно изготовленный фиксатор для электропроводников такой разновидности имеет недостаток. Электрический проводник достать нелегко.
Пружинная вилка
Усовершенствованный вид. Вилку с пружиной следует изготавливать нержавки хорошего качества. Это даст возможность улучшить качество варочного процесса.
Самоизготовленный держак для сварки этой конфигурации вместо арматурного стержня имеет пружинный палец. Это делает замену огарка более легкой.
Основной минус этой разновидности фиксации состоит в том, что при ее изготовлении следует покупать дорогие компоненты.
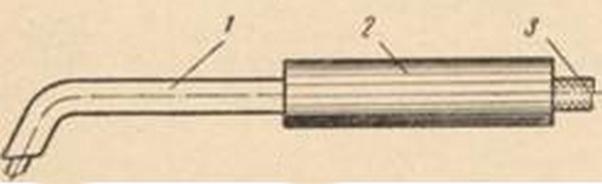
Цанговый фиксатор с резьбой и зажимом
Резьбовой держак для сварки следует делать из подручного материала. Процесс изготовления непростой. Электрический проводник устанавливается в специальный разъем и фиксируется болтом.
В случае с зажимом, стержень прижимается к держаку пружинным фиксатором. Эти держаки для сварки создают устойчивый контакт.
Это создает беспрерывный варочный шов, стабильное напряжение, хороший результат работы в целом.
Резюме
Учитывая информацию, данную выше, следует уточнить, что варочный фиксатор, сделанный самостоятельно изготовить несложно. Самостоятельно сделанные держаки для сварки, не настолько прочные, как фабричные.
С ними следует бережно обращаться. Это недорогой и простой заменитель профессионального оборудования.
Мастер, который занимается свариванием, найдет у себя материалы для изготовления таких фиксаторов.
Источник
Держатель электродов для сварочного аппарата
Даже сварщик со стажем будет работать медленно, если держак сварочный выбран неправильно. От того насколько он удобен зависит производительность и качество швов. Сейчас выпускаются разнообразные по цене и конструкции фиксаторы. При необходимости удобный держатель для конкретной работы не трудно сделать самостоятельно.

Требования к сварочным держакам
Несмотря на простую конструкцию сварочные держаки должны обеспечивать:
- прочное удерживание и изменение угла фиксации электрода;
- надежность электрического контакта;
- быструю замену сварочных стержней;
- прочное крепление кабеля;
- теплоизоляцию;
- диэлектрическую защиту;
- длительный срок эксплуатации;
- выполнение сварки на труднодоступных участках.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.

- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.

- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.

- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.

- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Как сделать держак для сварки своими руками
Несмотря на то, что качество и надежность у сделанного сварочного держака своими руками хуже, чем у заводских моделей, он успешно выполняет свои функции. Простые конструкции собирают их подручных материалов.
Держак в виде трезубца
Зажим сваривают из трех отрезков рифленой арматуры диаметром 8 мм по схеме треугольника. Средний зубец выгибают так, чтобы он прочно удерживал сварочный пруток. В качестве изоляции используют кусок резинового шланга или пластиковую ручку с велосипедного руля. Для подключения кабеля к самодельному держаку для электродов приваривают трубку. Свободный конец расплющивают и сверлят отверстие под болт.

Вилка-трезубец с пружиной
В отличие от предыдущего варианта у этого держака зубцы располагаются линейно. Средний палец сделан в виде пружины с прямым концом, который прижимает сварочный стержень. Такая конструкция обеспечивает надежный электрический контакт и легкое удаления огарка. Однако эта разновидность держака для электродов обойдется дороже, так как изготавливается из легированной нержавеющей стали.
Держатель из уголка и арматуры
В отличие от вилки у этого держателя сварочного два крайних зубца заменены уголком, к которому приварен средний палец. За счет увеличения площади соприкосновения сварочного стержня с токоведущими частями контакт становится надежней. Однако проблема с удалением огарков остается.

Держак с зажимным винтом
Для сборки такого электрододержателя для сварки подготавливают два отрезка из полосы шириной 30 мм с закругленными концами. Длиной 220 и 80 мм. Также потребуются отрезок прутка с отверстием для электрода и болт с барашком. Диаметры зависят от электродов.

На полосах сверлят по два отверстия. На короткой полосе на 2 — 3 мм больше. Между ними поперек длинной полосы приваривают отрезок электрода. На другом конце сверлят отверстие для подключения кабеля. Болт и отрезок прутка вставляют на место, затем приваривают. Устанавливают короткую полосу. При закручивании барашка один конец опускается, а другой поднимается, прочно зажимая электрод, вставленный в отверстие прутка.
У каждого мастера свое мнение по поводу того, что лучше ― заводской или самодельный сварочный держатель. Однако результаты опросов показывают, что большинство предпочитает второй вариант. Выбор обосновывают низкими затратами и удобством для работы.
Источник