- ЭСО / Рем и наладка св_трансф ТДМ
- Основные поломки сварочных аппаратов и способы их устранения
- Частые неисправности
- Устройство не запускается
- Залипание электрода (прерывание дуги)
- Самопроизвольное отключение
- Неисправности инверторных устройств
- Электрическая схема
- Особенности эксплуатации
- Порядок самостоятельного ремонта
ЭСО / Рем и наладка св_трансф ТДМ
Ремонт и наладка сварочных трансформаторов серии ТДМ
Сварочные трансформаторы серии ТДМ относятся к группе ИП с повышенным магнитным рассеянием и подвижными обмотками. Обладая высокими сварочными и энергетическими показателями, они нашли широкое применение в промышленности для ручной дуговой сварки. Однако из-за наличия подвижных частей при работе возникают вибрации от действия электромагнитных сил. Повышенные вибрации являются основной причиной выхода их из строя. Чаще всего при эксплуатации повреждаются изоляции обмоток трансформатора, что приводит к витковым замыканиям, сильным перегревам, повышенным силе тока холостого хода и гудению.
При поступлении трансформатора в текущий ремонт сначала выполняют все операции технического обслуживания: очищают от пыли и грязи, продувают сухим сжатым воздухом, протирают чистой мягкой ветошью; осматривают для выявления механических повреждений; проверяют состояние электрических контактов (очищают от грязи, пыли, налетов и смазывают тугоплавкой смазкой ЦИАТИМ- 201); заменяют смазку на ходовом винте и поверхностях магнитопровода в местах скольжения плоских пружин подвижных обмоток (используют тугоплавкую смазку УТ-1); измеряют мегомметром на 500 В сопротивление изоляции в первичных, вторичных цепях и с корпусом, отключая при этом от земли фильтр подавления радиопомех (сопротивление изоляции должно быть не ниже 2,5 МОм; если оно ниже, то обмотки просушивают при температуре не выше 100 °С). Затем зачищают и подтягивают контактные соединения, осматривают и очищают пускорегулирующую аппаратуру, ремонтируют электропроводки сварочной и питающей цепей, подтягивают болтовые соединения магнитопровода, крепления кожуха.
Если для устранения неисправностей требуется разборка трансформатора, то ее выполняют в такой последовательности: отключают трансформатор от сети; перемещают его на площадку для разборки; отвинчивают винты крепления и снимают рукоятки переключателя и механизма регулирования; демонтируют кожух; снимают переключатель токов. При необходимости демонтажа ходового винта отвинчивают болты, крепящие траверсу с угольником, стягивающим сердечник магнитопровода и, вращая ходовой винт, вывинчивают его из ходовой гайки обоймы и вместе с траверсой отделяющего от трансформатора. Незначительное повреждение изоляции обмоток не требует их демонтажа с магнитопровода, их восстанавливают без разборки. В случае значительного повреждения изоляции, требующего демонтажа обмоток, трансформатор отправляют в капитальный ремонт. Сборку трансформатора производят в порядке, обратном разборке.
Испытывают изоляцию обмоток трансформатора повышенным напряжением (2,5 кВ) переменного тока промышленной частоты в течение 1 мин. Результаты испытаний считают удовлетворительными, если не произошло пробоя изоляции, который характеризуется резким и устойчивым падением испытательного напряжения. После испытания снова замеряют сопротивление изоляции.
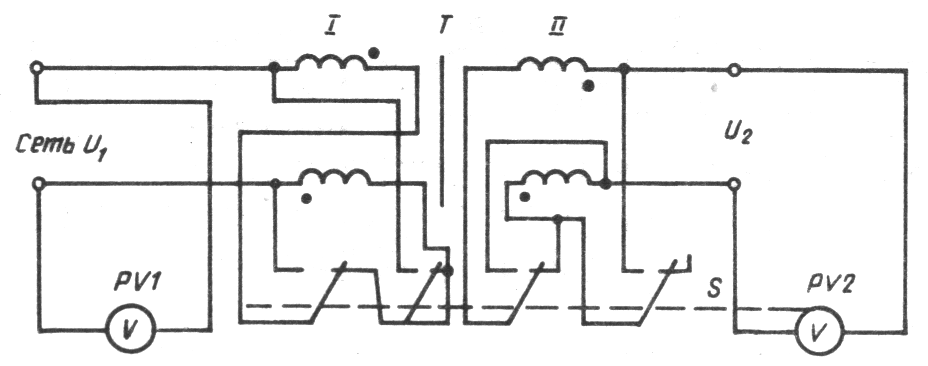
Рис. 33. Схема измерения корффициента трансформации:
Т — трансформатор; I и II — обмотки; S — переключатель; PVI, PV2 — вольтметры
Для проверки целостности обмоток трансформатора и правильности установки переключателя токов измеряют коэффициент трансформации методом двух вольтметров (рис. 33) при всех положениях переключателя диапазонов токов. Результаты измерений должны соответствовать паспортным.
Сопротивление постоянному току обмоток трансформатора измеряют методами амперметра – вольтметра. Схема измерения методом амперметра – вольтметра приведена на рис. 34. Данные показаний приборов подставляют в формулу R = U/I и вычислением находят сопротивление обмотки при измеряемой температуре. Сила тока при измерениях не должна превышать 20 % номинального тока обмотки. Одновременно измеряют температуру обмотки. Для сравнения измеренные сопротивления приводят к температуре 20 °С по следующим формулам:
Сопротивление должно соответствовать приведенному в табл. 10.

Рис. 34. Схема измерения сопротивления постоянному току обмотки трансформатора:
Т – трансформатор; I и II – обмотки; S1 – переключатель; S2 – кнопка; R – подстроечный резистор; G – источник постоянного тока; РА – амперметр; PV – вольтметр
Источник
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник