- Схема сварочного инвертора Fubag IN 160 и ремонт своими руками
- Общая информация
- Распространенные неисправности
- Прежде чем вы начнете…
- При включении аппарат автоматически выключается
- Аппарат работает, но дуга не поджигается
- Аппарат функционирует, но вентилятор не работает
- Вместо заключения
- Ремонт сварочных инверторов fubag in 160 своими руками
- Ремонт сварочных инверторов fubag in 160 своими руками
- Краткое описание сварочного инвертора Fubag IN 160, возможные неисправности и их устранение
- Описание
- Как устроен осциллятор
- Приступая к ремонту
- Журнал учета технического обслуживания и ремонта сварочного оборудования
- Автоматическое отключение при подаче питания
- НАЛАДКА
- Есть питание, но не поджигается дуга
- Порядок проведения измерений сопротивления изоляции.
- Из каких запчастей состоит сварочный инвертор?
- Мощности потерь и особенности технологии производства IGBT от ST
- Литература
- Полный мост с дросселем рассеивания
Схема сварочного инвертора Fubag IN 160 и ремонт своими руками
Время чтения: 3 минуты
Сварочный инвертор – это хороший помощник в быту и в хозяйстве. Мы рассказали вам уже о многих инверторных аппаратах, в том числе об устройствах Фубаг (Fubag). Сегодня мы расскажем о модели Fubag IN 160, а в частности о ремонте этого недорого аппарата.

Общая информация
Fubag IN 160 — это компактный инверторный аппарат, предназначенный для ручной дуговой сварки и сварки в среде аргона с применением неплавящегося электрода. Аппарат отлично справляется со сваркой всех типов сталей: от низкоуглеродистой до антикоррозийной. Данная модель очень экономична и мобильна, без проблем транспортируется.
Fubag IN 160 может похвастаться не только доступной ценой, но и наличие дополнительного функционала. Здесь есть и горячий старт, и форсаж дуги и антизалипание. Все эти функции понравятся новичкам и домашним умельцам, которые не хотят подробно разбираться в сварочном деле. Даже если вы установите неправильные настройки, аппарат сможет улучшить качество швов именно благодаря этим функциям. Для сварки можно использовать любые типы электродов.
У аппарата очень простая схема, так что вполне реально выполнить ремонт Fubag IN 160 своими руками в домашних условиях. Схемы этого аппарата нет в открытых источниках. Но ниже вы можете посмотреть на схему от похожего по функционалу аппарата. Отличия есть, но они незначительные.

Распространенные неисправности
Мы не рекомендуем проводить сложный ремонт сварочного инвертора Fubag (и любого другого аппарата) в домашних условиях, если у вас нет навыков и опыта. К сожалению, многие серьезные поломки может диагностировать только профессиональный мастер. А новичок в силу своей неопытности просто не поймет причину неисправности. Тем не менее, некоторые базовые проблемы все же можно исправить самому. Далее мы расскажем о самых частых неисправностях и способах их исправления.
Прежде чем вы начнете…
Перед выполнением ремонта вам необходимо сделать несколько простых действие. Первое и самое очевидное — отключить аппарат от сети. При разборке аппарата его необходимо положить платой вверх. «начинка» аппарата скрыта за металлической крышкой, которая прикручена на 10 шурупов. Их нужно открутить и снять крышку. При сборке после ремонта аппарат нудно собирать в той же последовательности. Также в ходе работ вам понадобится мультиметр.
При включении аппарат автоматически выключается
Это самая частая проблема. Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Также рекомендуем дополнительно проверить диодный мост. Для этого установите режим диода на мультиметре. С помощью прибора проверьте диоды моста. Если вы заметите, что один из диодов в коротком замыкании, то IMS-модуль точно нужно заменить на новый.
Аппарат работает, но дуга не поджигается
Это вторая самая распространенная проблема. Рекомендуем проверить, насколько правильно закручены шурупы, которые видны сразу после трансформатора. Также проверьте контакты штекеров. Чаще всего пригорают именно контакты штекеров, и дуга перестает поджигаться. В таком случае нужно зачистить штекера и поменять шурупы.
Аппарат функционирует, но вентилятор не работает
Скорее всего, дело в самом вентиляторе. Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.
Вместо заключения
У сварочного инвертора Fubag IN 160 такие же неисправности, как и у большинства других инверторов для дома. Поэтому наши рекомендации подойдут и для ремонта других аппаратов. Желаем удачи в работе!
Источник
Ремонт сварочных инверторов fubag in 160 своими руками

Сварочные инверторы Fubag часто приносят в ремонт с сопутствующими комментариями — «включается но не варит» или «работает но тока нет«.
Эти модели имеют весьма своеобразную конструкцию силового блока.
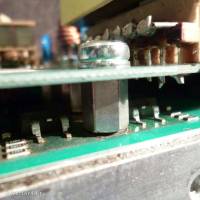


В большинстве случаев отгорают стойки идущие от вторичной обмотки силового трансформатора. В этом случае аппарат перестает варить, как говорят «нет тока«.
Вот чтобы ток появился необходимо восстановить соединение стойки с платой силового блока, проще говоря припаять ее.
Сказать то проще, сделать немного посложнее.
Во первых вооружившись этим гаджетом: Светящийся паяльник.

Отпаиваем плату от силового блока.
Вот теперь мы получили доступ ко всем оторванным и отгоревшим стойкам, можно приступать к восстановлению.



Восстановленный таким образом инвертор Fubag еще может послужить своему владельцу.
Внимание!
Чтобы не возникло осложнений при ремонте сварочного инвертора своими руками — будьте аккуратны, вся ответственность на вас.
Ремонт сварочных инверторов Fubag и других производителей.
Ещё по теме: - Ремонт сварочного инвертора FUBAG IN130
- Жарим FUBAG — гриль для инверторов
- Ремонт сварочного инвертора GYSMI 131
- Ремонт сварочного инвертора FUBAG IN160 [1]
- Ремонт сварочного инвертора GYSMI 145
—>Категория : Статьи о ремонте | —>Добавил : diggerweb (06.07.2014)
| —>Всего комментариев : 2 | |||||||||||||||||||||||||||||||||
|
2. diggerweb (14.06.2015 17:37) Смотря как прогорело.
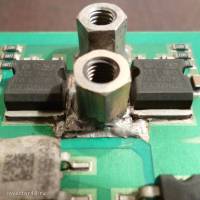
Прогорел участок под стойкой силового блока. Белый слой под фольгой уцелевшее теплопроводное покрытие, темный участок прогорел до радиатора.
Место прогара намазано прозрачным силиконом и сверху приклеен кусочек слюды. Силикон обычный герметик, он не горит и не плавится от высокой температуры когда будем припаивать стойку. Я использовал силикон который идет в ремкомплекте для восстановления TV пультов, что-то типа того.
После того как все это высохнет к уцелевшей фольге припаиваем заплатку из меди и уже к ней стойку. Транзистор пришлось немного сдвинуть, благо место позволяло.
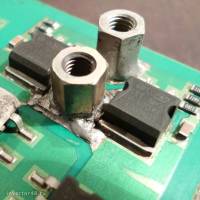
А это Fubag IN 160, вот здесь ситуация безвыходная — теплопроводный слой выгорел не только под стойкой но и под транзисторами, это уже в мусор. Источник Ремонт сварочных инверторов fubag in 160 своими руками
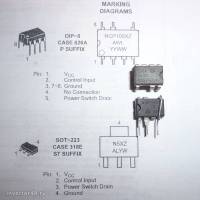
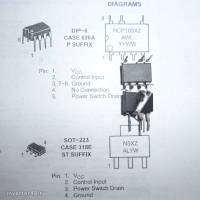
В основном аппараты с дефектными микросхемами никак не реагируют на попытки включения, но бывали нечастые случаи когда инвертор Fubag IN160 отключался с прогревом, через несколько секунд включался, затем опять отключался, так и щелкал. В этом случае получилось проверить микросхему включив аппарат и во время щелкания аккуратно прислонив к ней ватку смоченную спиртом, щелканье сразу прекращалось и инвертор нормально работал пока не высыхал спирт. Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCP1055B видны, можно сказать, невооруженным глазом.
Часто микросхема выходит из строя, сама по себе, не затрагивая жизненно важные окружающие элементы. Какие то у нее личные проблемы с герметичностью корпуса. В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим. Прежде всего очистим место от убитой микросхемы.
Ставить опять в корпусе SOT-223 не имеет смысла, поскольку ненадежные они. Лучше как то исхитриться. и получить перо ЖАР-ПТИЦЫ. нет установить микросхему в DIP-8. Сравнив по даташиту выводы этой микросхемы изгибаем их вот таким образом.
Если все сделано правильно и окружающие компоненты целы, в чем лучше убедиться заранее воспользовавшись схемой и проверив их, то аппарат включается сразу и прекрасно работает. На форумах можно найти варианты замены NCP1055B на TNY268 с небольшой переделкой схемы.
Какой вариант выбрать, на ваше усмотрение. Внимание! Ремонт сварочных инверторов Fubag и других производителей. Источник Краткое описание сварочного инвертора Fubag IN 160, возможные неисправности и их устранение
Рисунок 1 — Устройство сварочного аппарата ОписаниеИнвертор Fubag IN 160 – компактный мобильный аппарат. Применяется для ручной дуговой сварки и сварки в среде аргона. Для сварки обычно применяется неплавящийся электрод. Может использоваться для сварки всех типов сталей. Fubag IN 160 отличается удобством в транспортировке, небольшим весом и экономичностью.
Функции горячего старта, форсажа дуги и антизалипания помогут добиться отличных результатов, даже если ваши стартовые настройки были не вполне корректны. Для сварки при помощи инвертора Fubag IN 160 вы можете использовать любые типы электродов.
Как устроен осцилляторКлассический сварочный осциллятор представляет собой генератор-разрядник, где напряжение повышается до величины высоковольтного значения. Основные элементы устройства это:
Приступая к ремонту
Прежде чем приступить к диагностике и устранению неисправностей, вам необходимо подготовить аппарат. Прежде всего его надо обязательно отключить от сети. Затем устойчиво установить платой вверх и обеспечить доступ к внутренностям аппарата, сняв металлическую крышку, прикрученную с помощью десяти шурупов. Для диагностики неисправности, в большинстве случаев, вам понадобится мультиметр. Журнал учета технического обслуживания и ремонта сварочного оборудования
Автоматическое отключение при подаче питания
Самая часто встречающаяся проблема при работе с инвертором Fubag IN 160 – самопроизвольное отключение при подаче питания. В этом случае, скорее всего, неисправность следует искать в IMS-модуле. Для выяснения причины нам необходимо взять мультиметр и настроить режим сопротивления. Измеряем сопротивление между контактами и заземлением. Неопределенное сопротивление – признак того, что причину следует искать не здесь. В противном случае, скорее всего, ваш IMS – модуль нуждается в замене. Для того, чтобы убедиться в этом наверняка, установите режим диода на мультиметре и проверьте диодный мост. Если вы найдете диод в коротком замыкании – ваш IMS – модуль надо заменить .
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
Инвертор состоит из нескольких частей:
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
и сглаживается ёмкими электролитами.
Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы. Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ. Сердцем схемы является ШИМ контроллер UC3844,
который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4. Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора. Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги. Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4). Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
Трансформатор имеет 4 обмотки:
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток. В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной. Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое. Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5. Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате. Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой. Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной. Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTH20003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит. Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин. Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же. Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме. Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКАОбязательно разряжайте входные конденсаторы перед началом наладочных работ! Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе. Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее. Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ. Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах. Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение. Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт). Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу. Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся. Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.
Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений. Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра. Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.
Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле. Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер. Видео по сборке и наладке сварочного инвертора: С уважением — АКА КАСЬЯН Есть питание, но не поджигается дуга
Следующая по степени распространенности проблема у инвертора Fubag IN 160. Чаще всего связана с отсутствием контакта. Для устранения необходимо проверить шурупы, расположенные сразу после трансформатора, и контакты штекеров. В большинстве случаев эту неисправность вызывает подгорание контактов штекеров. Решается проблема зачисткой контактов штекеров и заменой шурупов. Порядок проведения измерений сопротивления изоляции.Кто же может проводить периодические измерения сопротивления изоляции? Согласно Правил по охране труда при эксплуатации электроустановок это специально обученный работник из числа электротехнического персонала. Работники ЭТЛ, имеющей регистрационное свидетельство Ростехнадзора с правом проведения данного вида работ. По результатам измерений составляется отчет, в котором указывается выявленное дефектное оборудование, рекомендации по устранению выявленных дефектов, и выдаются протоколы на электрооборудование, кабельные линии и электропроводку, прошедшие измерения сопротивления изоляции, с заключением о соответствии параметров оборудования (в конкретном случае изоляции) требованиям нормативной документации и пригодности к дальнейшей эксплуатации. Протокол, выданный зарегистрированной ЭТЛ, является законным документом, подтверждающим пригодность электрооборудования к эксплуатации. Заказать услугу проверки, замера сопротивления изоляции можно в нашей электролаборатории. По телефону, специалисты «ПрофЭнергия» ответят на все Ваши вопросы! Из каких запчастей состоит сварочный инвертор?Чтобы разобраться в том, какие запчасти могут потребоваться в результате поломки, стоит выучить все комплектующие устройства и их прямое предназначение. Инвертор состоит из:
Практически каждая из деталей поддаётся полной замене на другую. Тем более сейчас на рынке предоставлены абсолютно все комплектующие для сварочных инверторов. Мощности потерь и особенности технологии производства IGBT от STОсновный причиной ограничения мощности инвертора является перегрев IGBT. Он является следствием потерь мощности, рассеиваемой в виде тепла. Как известно, суммарные потери мощности в IGBT (Pd) складываются из двух составляющих: потери проводимости (Pконд, кондуктивные потери) и потери на переключения (Pперекл) (таблица 1). Таблица 1. Потери мощности в IGBT
Кондуктивные потери определяются значением напряжения насыщения Uкэ нас. По этой причине его стараются максимально снизить. Потери на переключения объединяют энергию, затрачиваемую на включение (Eвкл) и на выключение (Eвыкл). Энергия на включение Евкл в большей степени определяется встроенным антипараллельным диодом. Для оптимизации этого параметра можно использовать внешний диод с лучшими характеристиками (меньшее время восстановления) или оптимизировать режим переключения (переключения при нулевых токах или напряжениях). Энергия на выключение Евыкл определяется эффективностью рекомбинации неосновных носителей в структуре IGBT. Затягивание процесса рекомбинации приводит к появлению токового хвоста (рисунок 3), [2].
Рис. 3. Потери на выключение для планарного IGBT Во время включенного состояния через IGBT протекает ток, и в его слое n- происходит накопление неосновных носителей (дырок из слоя p+). После выключения транзистора число этих накопленных носителей сокращается достаточно медленно, главным образом – за счет неэффективной рекомбинации в низколегированном слое n-. В результате образуется токовый «хвост», приводящий к дополнительным потерям мощности. Один из способов повышения быстродействия заключается в уменьшении степени легирования области p+. Это приводит к уменьшению числа носителей, а значит – и к ускоренному процессу рекомбинации. Однако уменьшение числа носителей, очевидно, приведет и к возрастанию напряжения насыщения.
Рис. 4. Развитие технологий IGBT производства STMicroelectronics Таким образом, увеличение быстродействия при сохранении напряжения насыщения возможно только благодаря качественным улучшениям и применению новых технологий. Например, для ускорения процесса рекомбинации между слоями p+ и n- создается слой n+ (рисунок 4а). Быстродействие возрастает, но остается достаточно низким. Одним из революционных решений, позволившим качественно улучшить характеристики IGBT, стало применение технологии TGFS (Trench Gate Field Stop), (рисунок 4б). Суть TGFS состоит в изменении структуры затвора, который выполняется в изолированной канавке. Проводящий канал становится вертикальным, что уменьшает эффективную толщину слоя n-. Это, с одной стороны, приводит к снижению напряжения насыщения, а с другой – к уменьшению числа накапливаемых носителей. Наиболее современное поколение IGBT производства STMicroelectronics серии V включает все лучшие технологические решения [2]: TGFS, снижение толщины исходной пластины p-, уменьшение толщин диффузных и эпитаксиальных слоев, увеличение глубины внедрения затвора (рисунок 4в). Это позволяет уменьшить энергию, затрачиваемую на выключение, при сохранении значения напряжения насыщения. STMicroelectronics выпускает несколько серий IGBT с различными характеристиками. Богатый выбор позволяет найти оптимальные транзисторы с учетом требований к конкретному сварочному аппарату и используемой топологии. Литература
Полный мост с дросселем рассеиванияСхема его ничем практически не отличается от схемы резонансного моста или полумоста, только вместо резонансной цепи LC последовательно с трансформатором включают не резонансную LC цепь. Емкость С, примерно С≈22мкф х 63В, работает как симметрирующий конденсатор, а индуктивное сопротивление дросселя L как реактивное сопротивление, величина которого будет линейно изменятся в зависимости от изменения частоты. Преобразователь управляется частотным способом. Как известно нам с электротехники, при увеличении частоты напряжения сопротивление индуктивности возрастет, что уменьшит ток в силовом трансформаторе. Довольно простой и надежный способ. Поэтому довольно большое количество промышленных инверторов строят по такому принципу ограничения выходных параметров. Источник | |||||||||||||||||||||||||||||||||