- ЭСО / Рем и наладка св_трансф ТДМ
- Ремонт и обслуживание сварочных трансформаторов
- Виды неисправностей и способы устранения
- Техническое обслуживание
- Техника безопасности при проведении ремонта и обслуживания
- Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок
- Работа аппарата
- Обмотки
- Схема
- Таблица выявления поломок и их исключение
- Обслуживание по установленным нормам
- Техника безопасности
- Починка аппаратов с постоянным током
- Перемотка
- Самостоятельный ремонт сварочного трансформатора
- Осуществление полного ремонта
- Цены на ремонт
ЭСО / Рем и наладка св_трансф ТДМ
Ремонт и наладка сварочных трансформаторов серии ТДМ
Сварочные трансформаторы серии ТДМ относятся к группе ИП с повышенным магнитным рассеянием и подвижными обмотками. Обладая высокими сварочными и энергетическими показателями, они нашли широкое применение в промышленности для ручной дуговой сварки. Однако из-за наличия подвижных частей при работе возникают вибрации от действия электромагнитных сил. Повышенные вибрации являются основной причиной выхода их из строя. Чаще всего при эксплуатации повреждаются изоляции обмоток трансформатора, что приводит к витковым замыканиям, сильным перегревам, повышенным силе тока холостого хода и гудению.
При поступлении трансформатора в текущий ремонт сначала выполняют все операции технического обслуживания: очищают от пыли и грязи, продувают сухим сжатым воздухом, протирают чистой мягкой ветошью; осматривают для выявления механических повреждений; проверяют состояние электрических контактов (очищают от грязи, пыли, налетов и смазывают тугоплавкой смазкой ЦИАТИМ- 201); заменяют смазку на ходовом винте и поверхностях магнитопровода в местах скольжения плоских пружин подвижных обмоток (используют тугоплавкую смазку УТ-1); измеряют мегомметром на 500 В сопротивление изоляции в первичных, вторичных цепях и с корпусом, отключая при этом от земли фильтр подавления радиопомех (сопротивление изоляции должно быть не ниже 2,5 МОм; если оно ниже, то обмотки просушивают при температуре не выше 100 °С). Затем зачищают и подтягивают контактные соединения, осматривают и очищают пускорегулирующую аппаратуру, ремонтируют электропроводки сварочной и питающей цепей, подтягивают болтовые соединения магнитопровода, крепления кожуха.
Если для устранения неисправностей требуется разборка трансформатора, то ее выполняют в такой последовательности: отключают трансформатор от сети; перемещают его на площадку для разборки; отвинчивают винты крепления и снимают рукоятки переключателя и механизма регулирования; демонтируют кожух; снимают переключатель токов. При необходимости демонтажа ходового винта отвинчивают болты, крепящие траверсу с угольником, стягивающим сердечник магнитопровода и, вращая ходовой винт, вывинчивают его из ходовой гайки обоймы и вместе с траверсой отделяющего от трансформатора. Незначительное повреждение изоляции обмоток не требует их демонтажа с магнитопровода, их восстанавливают без разборки. В случае значительного повреждения изоляции, требующего демонтажа обмоток, трансформатор отправляют в капитальный ремонт. Сборку трансформатора производят в порядке, обратном разборке.
Испытывают изоляцию обмоток трансформатора повышенным напряжением (2,5 кВ) переменного тока промышленной частоты в течение 1 мин. Результаты испытаний считают удовлетворительными, если не произошло пробоя изоляции, который характеризуется резким и устойчивым падением испытательного напряжения. После испытания снова замеряют сопротивление изоляции.
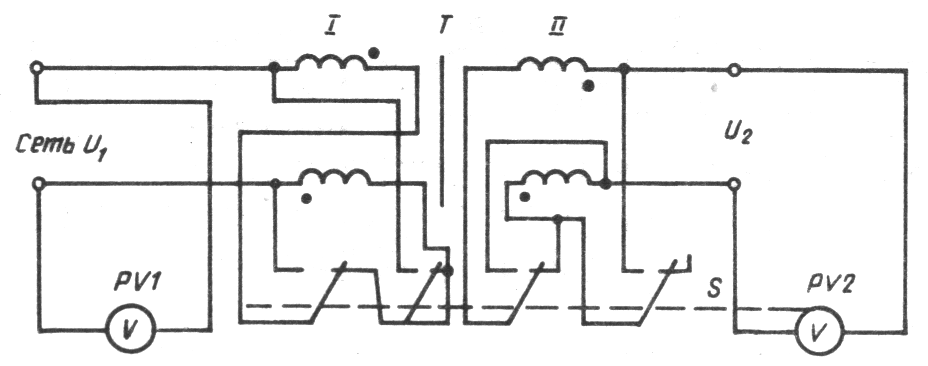
Рис. 33. Схема измерения корффициента трансформации:
Т — трансформатор; I и II — обмотки; S — переключатель; PVI, PV2 — вольтметры
Для проверки целостности обмоток трансформатора и правильности установки переключателя токов измеряют коэффициент трансформации методом двух вольтметров (рис. 33) при всех положениях переключателя диапазонов токов. Результаты измерений должны соответствовать паспортным.
Сопротивление постоянному току обмоток трансформатора измеряют методами амперметра – вольтметра. Схема измерения методом амперметра – вольтметра приведена на рис. 34. Данные показаний приборов подставляют в формулу R = U/I и вычислением находят сопротивление обмотки при измеряемой температуре. Сила тока при измерениях не должна превышать 20 % номинального тока обмотки. Одновременно измеряют температуру обмотки. Для сравнения измеренные сопротивления приводят к температуре 20 °С по следующим формулам:
Сопротивление должно соответствовать приведенному в табл. 10.

Рис. 34. Схема измерения сопротивления постоянному току обмотки трансформатора:
Т – трансформатор; I и II – обмотки; S1 – переключатель; S2 – кнопка; R – подстроечный резистор; G – источник постоянного тока; РА – амперметр; PV – вольтметр
Источник
Ремонт и обслуживание сварочных трансформаторов
Данная техника является достаточно простой, так как имеет понятный принцип действия, который основан на минимальном количестве дополнительных деталей, хотя многие факторы зависят от конкретной модели. Именно это и является одним из главных достоинств, так как обеспечивает высокую надежность эксплуатации при ответственном процессе сваривания. Благодаря этому, ремонт сварочных трансформаторов также становится намного более простым, чем другой техники. Но даже самая надежная техника может выходить из строя, особенно, если речь идет о неправильной эксплуатации, которая противоречит заданным режимам.
Естественно, что у каждого аппарата имеются свои особенности, но у большинства из них уязвимые места являются одними и теми же. Самой слабой частью такого устройства, как сварочный трансформатор, является клеменная колодка. К ней подключаются соединительные кабели. Из-за плохого контакта, в то время как значение сварочного тока является достаточно высоким, соединение сильно нагревается. Через некоторое время соединение может разрушиться, так как разогреваются и соединяющие провода, что может привести к замыканию системы. Чтобы осуществить ремонт сварочного трансформатора своими руками в данном случае нужно зачистить поверхности контактов, перебрать греющееся соединение и обеспечить плотный контакт в дальнейшем. Но это один из самых простых способов, так как встречаются и более сложные поломки, требующие, для своего исправления, профессионального вмешательства и длительного ремонта.
Виды неисправностей и способы устранения 

Самостоятельное отключение техники во время работы. Это случается из-за срабатывания внутренней защиты трансформатора. Когда трансформатор включается в сеть, то защита срабатывает на определенном этапе работы и производится отключение. Мощность сварочного трансформатора может быть не рассчитана на используемые режимы работы. Также это может происходить по причине замыкания цепи между проводами или корпусом и проводом, между листами электропровода, витками катушки или при пробое конденсаторов. Для ремонта в первую очередь нужно отключить технику от сети. Затем требуется найти место дефекта и устранить его. После следует восстановить изоляцию, а также, при необходимости, заменить конденсаторы.
![]()
Ремонт сварочного трансформатора
Сильный гул во время работы . Как правило, эта проблема сопровождается сильным перегревом. В качестве причины выделяется ослабление болтов, которые стягивают листы магнитопровода. Также может быть сломан механизм закрепления катушки или крепление сердечника. Все может иметь более банальный характер, так как гудение появляется из-за перегрузки техники, что также случается и при замыкании. Чтобы устранить неисправности сварочного трансформатора в данном случае нужно подтянуть все крепления, а также устранить неисправности в креплении катушек и сердечника. Проверить изоляцию в кабелях для сварки.
Большой перегрев аппарата . Зачастую здесь происходит нарушение правил эксплуатации, к примеру, превышение сварочного тока, который оказывается выше нормы. Также может быть слишком большие сварочные электроды или длительное время беспрерывной работы. В некоторых случаях просто оказывается неисправной система охлаждения. Для ремонта приходится заменить эту систему или более четко подбирать режимы.
Более низкое фактическое значение сварочного тока, чем должно быть по номиналу . Такое явление наблюдается, когда в питающей сети напряжение ниже, чем требуется. Таким образом, оно понижается и на выходе аппарата в пропорциональном соотношении.
Некорректная регулировка тока и прочих параметров . Здесь могут быть поломки в механизмах регулировки. Каждый такой механизм может быть уникальным для отдельного сварочного аппарата. Зажимы регулятора могут быть замкнутыми, а вторичные катушки просто заблокированы в одном положении, что мешает их перемещению. При ремонте снимается кожух корпуса и исследуются все механизмы, в которых может возникать проблема.
Обрыв дуги без возможности ее восстановления . В таких случаях вместо дуги появляются только искры. Причиной такой ситуации является пробой обмотки сварочной цепи, нарушение соединений клемм аппарата или замыкание между проводами.
При отсутствии нагрузок аппарат потребляет из сети большие токи. Здесь возникает замыкание витков обмотки, которое можно устранить с помощью восстановления изоляции. Также может спасти полная намотка сварочного трансформатора.
Техническое обслуживание
- Производится очистка сварочного аппарата от пыли при помощи продувания.
- Проверяется сопротивление изоляции при помощи омметра. Сначала данные берутся между корпусом и первичный цепью, потом между корпусом и вторичной цепью. Значения не должны превышать 2,5 МОм. В ином случае технику нужно просушить теплым воздухом.
- Проверить напряжение в сети.
- Путем использования перемычек установить требуемый рабочий диапазон параметров.
- Проверить исправность автоматического выключателя.
- Включить аппарат и попробовать выставить различные параметры, проверяя тем самым устройства работы всех систем.
- Отключить технику от сети.
Во время технического обслуживания проверяется схема обмотки сварочного трансформатора, которая должна соответствовать номинальной. Также следует отдельно проверить заземление. Обмотки проверяются при помощи прозвона и если наблюдаются какие-либо неполадки, то следует узнать, как намотать сварочный трансформатор заново, чтобы устранить имеющиеся неполадки.
Если не проводить периодическое обслуживание и не контролировать работоспособность оборудования, своевременно отыскивая неполадки, то может случиться серьезная поломка, которая потом потребует дорогостоящего ремонта. Ведь лучше сразу узнать, как прозвонить вторичные обмотки сварочного трансформатора, чем потом менять всю катушку. Также это поможет узнать, соблюдается лир инструкция по эксплуатации сварочного трансформатора или же нужно менять рабочие параметры для сохранения работоспособности техники. На предприятиях периодичность обслуживания определяется регламентом.
Техника безопасности при проведении ремонта и обслуживания
Работа с трансформатором, в основном, грозит в себе риск поражения током. Поэтому, все условия должны отвечать правилам электробезопасности. В первую очередь, техника должна быть отключена от питания. Ее корпус и остальные детали должны быть надежно заземлены. Во время работы следует использовать изолированные инструменты, а также применять личные средства безопасности. Техника безопасности при ремонте сварочного трансформатора запрещает складывание инструментов непосредственно на самом трансформаторе или внутри него.
Запрещается эксплуатировать технику, которая имеет явные неполадки. Также не стоит приближаться к ней, поэтому, лучше разу отключить все от сети. Не стоит проводить работы с горячим оборудованием. После ремонта технику нужно проверять в режиме холостого хода, а после этого только пускать в дело.
Источник
Правила ремонта и обслуживания сварочных трансформаторов, устранение неполадок
Ремонт сварочных трансформаторов необходим при возникновении неполадок в устройстве, которые могут образоваться по ряду определенных причин (недержание дуги, выраженное отсутствие исправности) и требует более тщательного рассмотрения при условии наличия определенных навыков.
Такие аппараты являются надежными источниками сварочного тока и имеют явные преимущества в сравнении с индуктором и выпрямителем. При этом данные устройства нуждаются в правильной эксплуатации и при возникновении неполадок подлежат ремонту.
Работа аппарата
Принцип работы аппарата обеспечение регулировки правильного поступления тока, которое осуществляется 2 способами:
- непосредственное использование аппарата (обеспечение нужного электромагнитного поля), которое осуществляется специальными деталями. Необходимый эффект получают при изменении расстояния воздушного пространства;
- работа осуществляется при управлении таким процессом, как образование нужного электромагнитного поля (изменения значений воздушного зазора между двумя обмотками, новое число витков, использование других деталей).
Устройство и системы аппарата более подробно описаны на нижеприведенном рисунке.
Магнитопровод со всеми системами сверху закрывается в защитный кожух, который подразумевает наличие специального охлаждающего жалюзи. Процесс правильного регулирования тока осуществляется за счет основных механизмов (перемещение подвижной обмотки при использовании вертикального винта, имеющего ленточную резьбу, ходовой гайки).
Провода подключены к зажимам, а сам трансформатор имеет довольно большую массу, поэтому для его передвижения используют специальный транспорт, а устройство оснащено рым-болтом.
Действие трансформатора не имеет отличий в сравнении с обычным аппаратом понижающего типа (информация указана на нижеприведенном рисунке).
Аппарат имеет строение в виде первичной, вторичной обмоток, которые размещены на магнитопроводе замкнутого типа (такое строение способствует увеличению электромагнитной связи).
Обмотки
Первичная и вторичная обмотки подключены к источникам тока, что способствует появлению тока переменного типа и образованию так называемого магнитного потока (Ф), который замыкается в магнитопроводе.
Поток Ф образует электродвижущую силу переменного характера (ЭДС е1 и е2) в обоих обмотках, которые по закону Максвелла становятся пропорциональны числу витков (N1, N2) и скоростям по изменениям потока (dФ/dt).
При пренебрежении падения уровня напряжения (в диапазоне не более 3–5 %) устанавливают такие значения e1≈U1 и e2≈U2. После математических исчислений получают связь между получаемым напряжением, числом витков U1/U2 = N1/N2.
Важно! При повышении вторичного напряжения число витков N2 имеет большее значение по сравнению с N1 для создания повышающего трансформатора.
Устройство понижающего типа создается в обратной пропорциональности (число витков N2 меньше чем N1).
Работа устройства основывается на преобразовании начального уровня напряжения на более низкий показатель (60 В холостого хода). Компоновка узлов устройства (информация на нижеприведенном рисунке).
Пояснения обозначений на рисунке:
- 1-изолированные провода для обмотки первичной;
- 2- обмотка вторичная без наличия изоляции, которая усиливает теплоотдачу;
- 3-магнитопровод (подвижная часть);
- 4-система подвеса устройства внутри аппарата;
- 5- механизм для управления зазора воздушного пространства;
- 6-ходовой винт;
- 7-включение ходового винта.
Схема
Схема трансформатора по функциональным характеристикам (нижеприведенный рисунок).
- зазор и магнитопровод;
- обмотка первичная и вторичная
- обмотка катушки реактивной.
Таблица выявления поломок и их исключение
Неисправности сварочных трансформаторов и правила их устранения рассмотрены в нижеприведенной таблице.
| Неисправность | Причины | Метод устранения |
| Выключение аппарата без видимых причин | Непроизвольное отключение трансформатора может возникать при срабатывании электрической защиты и подачи питания. Возможные причины такой неполадки:
| Установка новых проводов, замена поврежденной изоляции. Починка поломанных деталей аппаратов, возможная замена конденсаторов. |
| Во время работы устройства отмечается сильное гудение, которое часто сопровождается перегревом. | Перечень возможных причин:
| Проверка электроизоляции и исключение имеющихся поломок. Подтягивание расшатанного крепежа. Устранение нарушений в механизме по перемещению катушек. |
| Сильный нагрев аппарата | Основная причина нарушение правил эксплуатации устройства:
| Предупреждение и устранение поломок в аппарате основывается на неукоснительном выполнении эксплуатации устройства и соответствии всех его технических характеристик. |
| Перегрев основных контактов | Основная причина поломки заключается в наличии плохого контакта электричества, вызывающего большое «переходное сопротивление». Электрический ток выделяет немалое количество тепловой энергии и вызывает такие неисправности:
| Для устранения поломки следует осуществить нижеприведенные действия:
|
| Значения ниже нормы сварочного тока | Основные причины:
| Устранение причины низкого напряжения в электросети:
|
| Значения выше нормы сварочного тока | Основные причины:
| Устранение причины высокого напряжения в электросети:
|
| Плохая регулировка тока | Основная причина поломки:
| Для осуществления ремонта необходимо снять защитный кожух и произвести осмотр на предмет выявления поломки:
|
| Резкий обрыв дуги сварочной и исключение возможности ее зажигания повторно. | Возможные неисправности:
| Устранение неисправности:
|
| Устройство потребляет большое количество тока из сети с отсутствием необходимой нагрузки. | Возникновение замыкания витков обмотки | Поломку устраняют только с локальным восстановлением изоляции или же полной заменой катушек. |
Важно! Разборка сварочного трансформатора должна осуществляться с учетом правил техники безопасности и только при наличии надежного заземления корпуса сварочника.
Обслуживание по установленным нормам
Техническое обслуживание сварочных трансформаторов заключается в выполнении следующих действий:
- произведение очистки устройства от пыли и грязи при тщательном продувании;
- проверка сопротивления изоляции при помощи омметра (измерение данных между первичными, вторичными цепями, корпусом). Величина значения не должна превышать 2,5 Мом. При более низких показателях нужно произвести теплое высушивание трансформатора;
- проверка значения напряжения в электросети;
- установка необходимого рабочего диапазона параметров при использовании перемычек;
- проверка исправности автоматического выключателя;
- включение аппарата и выставление различных параметров для проверки работы всех устройств;
- отключение техники от сети.
При осуществлении технического обслуживания проверяют схему обмотки сварочного трансформатора, которая должна соответствовать номинальным показателям. Дополнительно просматривают надежность заземления.
Если же своевременно не проводить техническое обслуживание сварочного трансформатора, то серьезная поломка будет требовать капитального ремонта или же приведет устройство в полную неисправность.
Важно! Эксплуатация сварочных трансформаторов должна осуществляться строго по инструкции, а на производствах регламент проверки имеет свой установленный алгоритм.
Техника безопасности
Непосредственная работа со сварочными трансформаторами требует обязательного соблюдения определенных норм техники безопасности:
- отключение техники от электросети для дальнейшего осмотра;
- наличие надежного заземления корпуса сварочника;
- использование изолированных инструментов и личных правил безопасности во время проведения ремонта устройства;
- нельзя оставлять используемые инструменты в аппарате после осуществления ремонта;
- эксплуатация устройства запрещена, если оно имеет выраженные неисправности;
- исключение проведения работы с горячим оборудованием;
- проверка техники на предмет выявления неисправности должна осуществляться только после отключения от электросети.
Починка аппаратов с постоянным током
Простейшая схема сварочного аппарата позволяет изучить устройство и произвести необходимый ремонт по выявленной поломке.
Питание устройства строго от сети и составляет стандартные 220 Вольт. К первичной обмотке подключают предохранитель 10 А (перегорание детали позволяет быстро устранить неисправность за счет обеспечения простой замены). Также дополнительно подводят автомат SA1 на 16A.
Силовая часть устройства становится неисправной по таким же причинам, как и у трансформаторов. Электронная часть же с выпрямителем, блоком управления. В ней может быть выявлена неисправность диодного моста или других деталей.
Перемотка
Ремонт сварочных трансформаторов в текущем режиме при перемотке устройства требует выполнения определенных подготовительных действий по подбору необходимых материалов:
- провод для осуществления первичной, вторичной перемотки (количество, марку материала можно узнать только после полной разборки устройства);
- шеллак (заменяют цапонлаком, краской ПФ);
- оправка или брусок для обеспечения вторичной обмотки (по размерам замеренного каркаса катушки), изготовленного из специальных клиньев. Необходимые значения получают после разматывания;
- лакоткань.
Во время ремонта осуществляют разматывание обмоток, подсчитают витки, слои и записывают полученные значения на бумагу.
Расчет длины необходимого расстояния:
- получение длины «среднего витка» (среднее число между максимальной значением длины витка в наружных и внутренних слоях);
- число полученных слоев, витков.
Определение расстояния необходимого провода подразумевает умножение длины «среднего виска» их числа и количества слоев.
По уцелевшей части обмотки определяют нужный диаметр по сечению и марку провода. Первичную обмотку из тонкого провода наматывают сразу на каркас, а вторичную на оправку с предварительным наматыванием одного слоя лакоткани.
Витки наматываются плотно друг к другу и строго соблюдают количество витков. Каждый слой обмотки тщательно обрабатывают шеллаком и накладывают слой лакоткани. При высыхании материалов предотвращается перемещение проводов, которое может возникнуть при нагревании и разрушении изоляции.
После осуществления намотки собирают катушки починенного аппарата и тщательно просушивают их. При помощи тестера проверяют целостность обмотки.
Важно! Обмотка первичная должна быть со значением сопротивления около 20 Ом, а вторичная не более 0 Ом.
Исправность аппарата проверяют с измерением значений напряжения и одновременным включением устройства в электросеть. При соответствии всех данных починка прошла успешно и трансформатор можно использовать по назначению.
Самостоятельный ремонт сварочного трансформатора
Прежде чем самостоятельно осуществить ремонт по устройству и обслуживанию сварочных аппаратов необходимо проверить некоторые важные аспекты:
- соответствие необходимых параметров (выбранная полярность, величина тока обрабатываемые материалы, применяемые электроды (диаметр, размер);
- необходимый контакт кабелей и их зажим;
- возможное выявление превышения времени непрерывной работы или же обрыва кабеля.
Если же вышеперечисленные неисправности не были выявлены, то следует снять защитный корпус трансформатора и произвести внешний осмотр на предмет выявления визуальной поломки:
- изменение внешнего вида контактной колодки;
- нарушение изоляции одного из подводящих проводов;
- ослабление контакта крепления;
- отсутствие напряжения на вторичной обмотке требует осуществления перемотки трансформатора (данный процесс подробно рассмотрен выше).
Важно! При отсутствии навыков для правильной починки и обслуживания сварочных трансформаторов необходимо обратиться в сервисный центр и получить квалифицированную консультацию специалистов.
Осуществление полного ремонта
Капитальный ремонт сварочного трансформатора подразумевает выполнение следующих действий:
- полная разборка устройства;
- установка новых деталей, которые нужно заменить.
Детали, подлежащие замене:
- катушка первичной или вторичной обмотки;
- конденсаторы, дроссель;
- контактные узлы (колодки, зажимы);
- механизмы подвижного характера, узлы.
При осуществлении капитального ремонта все технические характеристики после замены деталей должны соответствовать прибору. Договоренность с заказчиком предполагает полный ремонт данного устройства для обеспечения более длительного срока эксплуатации и исключения повторной поломки.
Цены на ремонт
Стоимость по ремонту таких аппаратов основывается на 2 важных аспектах:
- стоимость деталей, которые необходимо заменить;
- оплата услуг за выполненную работу.
Для того чтобы выгодно произвести ремонт устройства необходимо предварительно учесть стоимость починки и сравнить ее с ценой нового трансформатора. В некоторых случаях выгоднее купить новый аппарат и не тратить лишнее время на устранение неисправности.
Важно! Испорченный трансформатор можно подвергнуть разборке и сдать медную обмотку на металлолом, а вырученные деньги потратить на покупку нового устройства.
Сварочные трансформаторы являются устройствами, которые требуют текущего ремонта по необходимости и регулярного технического обслуживания. При соблюдении таких норм можно легко предотвратить серьезные неисправности в аппарате.
Источник