- Ремонт сварочного инвертора Ресанта
- Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
- Ремонт Ресанта САИ 250: описание, неисправности и схема
- Устройство и принцип работы Ресанта САИ 250
- Технические данные инвертора
- Как подготовить сварочный аппарат к работе?
- Требования безопасности при работе
- Ремонт сварочного аппарата Ресанта своими руками
- Ремонт ресанта саи 250 своими руками
Ремонт сварочного инвертора Ресанта
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН

Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.

три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.

Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
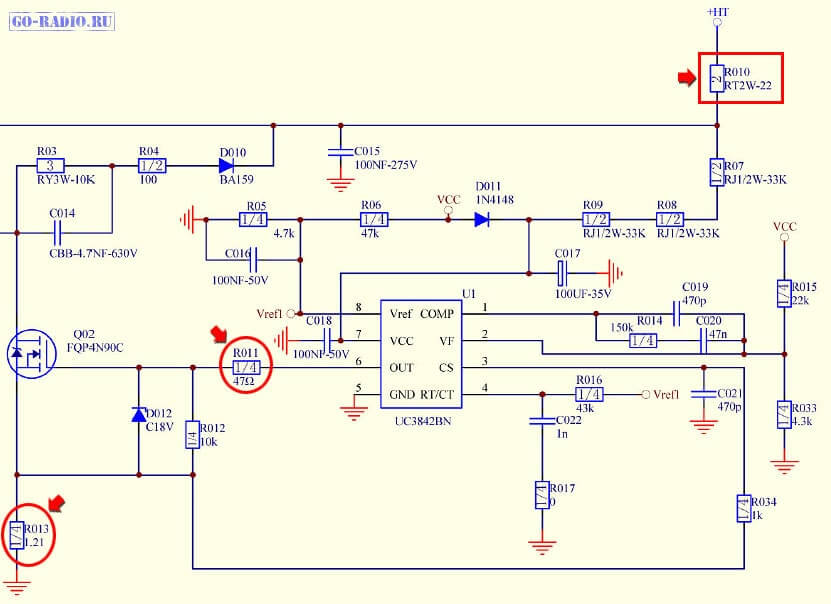
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.

Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Источник
Ремонт Ресанта САИ 250: описание, неисправности и схема
 Способ работы сварочного аппарата Ресанта саи 250 и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети 220 В преобразуется сначала до постоянного тока, со значением в 400 В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего.
Способ работы сварочного аппарата Ресанта саи 250 и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети 220 В преобразуется сначала до постоянного тока, со значением в 400 В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего.
Устройство и принцип работы Ресанта САИ 250
 Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
В инверторе Ресанта САИ предусмотрена и еще одна система защиты, она автоматически выключает устройство в тех случаях, если случается замыкание силовых шнуров. Причем на передней панели управления начинает мигать соответствующий индикатор. Инвертор отличается наличием нескольких немаловажных функций, которые нередко используют при работе:
Горячий старт гарантирует быстрое и качественное поджигание сварочной электродуги благодаря повышению уровня сварочного тока (рабочему не надо ничего делать, увеличение тока происходит в автоматическом режиме). А режим антизалипание, наоборот, снижает сварочный ток, если во время поджигания электродуги отмечается прилипание сварочной проволоки (электрода). Затем, когда прилипание устраняется, сварочное устройство в самостоятельном режиме восстанавливает рабочие показатели сварки.
Технические данные инвертора
 Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Можно использовать стержни для сварки сечением до 6,0 миллиметров. Сварочный ток в устройстве можно регулировать до 250А. Также немаловажным считается и то, что аппарат способен продолжительное время выдерживать довольно большие рабочие нагрузки. Это свойство положительно отличает его схему работы от других устройств, которые в изобилии находятся на витринах специализированных строительных магазинов.
На холостом ходу сварочное устройство Ресанта САИ работает с напряжением 80 Вольт. Долговечность работы аппарата на довольно большой мощности обеспечивается в его схеме конструкцией современных транзисторов IGBT высокого качества. Помимо этого, этот инвертор для сварки имеет высокую степень защиты – уровень защиты IP 21.
Нельзя не сказать и про компактность этого сварочного аппарата, а также его отличную мобильность. Оснащение ручкой для переноски аппарата, облегчает его переноску по территории участка, на котором происходят строительные. Также потребители отмечают точность и простоту настройки сварочного инвертора Ресанта саи. При этом заданные показатели гарантированно сохраняют установленные данные даже в тех случаях, если электрическая сеть не отличается стабильностью своих показателей напряжения.
Технические характеристики интересующего нас аппарата Ресанта САИ такие:
- максимальный ток потребления – 35 Ампер;
- продолжительность нагрузки при 250 Ампер – не меньше 70%;
- интервал регулировки сварочного – 10-250 Ампер;
- рабочий интервал температурный окружающей среды – -10/+40С;
- напряжение электродуги – 30 Вольт.
Если необходимо, то этот аппарат можно подсоединять к оборудованию генератора, который работает от бензина. Лучше всего выбрать генератор с мощностью выше пяти киловатт.
Внимание! Во время выбора сварочного электрода (электрод может быть диаметром не более 6 миллиметров) нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.
Как подготовить сварочный аппарат к работе?
 Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Поставьте регулятор на минимальный сварочный ток, затем можно подключать инвертор в электросеть, а после включать его. Необходимый уровень сварочного тока необходимо выбирать из расчета показателей, рекомендованной изготовителем Ресанта САИ:
- 200-300 Ампер – диаметр электрода 6 миллиметров;
- 160-200 Ампер – 5 миллиметров;
- 130-160 Ампер – 4 миллиметров;
- 90-140 Ампер – 3,2 миллиметров;
- 60-90 Ампер – 2,5 миллиметров;
- 50-60 Ампер – 2 миллиметров;
- 25-50 Ампер – 1,6 миллиметров.
После проведения работ по сварке, ток с помощью регулятора устанавливается на минимальное значение, инвертор выключают (сначала выключателем, а затем и от электросети). Также нужно отключить от аппарата шнур электрического держателя и заземления.
Требования безопасности при работе
Устройство перед включением нужно в течение нескольких часов выдержать при положительной температуре воздуха. Иначе в нем может появиться конденсат, который может привести к поломке инвертора. Категорически запрещается эксплуатировать устройство в тех случаях, когда его сварочные шнуры или провод подключения к электросети имеют деформации (даже небольшие).
Возле включенного сварочного аппарата нельзя обрабатывать детали из металла и стали с помощью болгарок, электрических лобзиков и аналогичного оборудования, во время работы которого появляется металлическая пыль. Пыль может проникнуть внутрь корпуса и вывести из строя инвертор. Помимо этого, запрещается эксплуатировать агрегат на открытых площадках при дожде и в помещениях с повышенной влажностью.
Перед эксплуатацией инвертора Ресанта САИ обязательно нужно изучить «Правила безопасности для пользователей электрическими устройствами» и «Правила эксплуатации бытовых электрических установок». Во время эксплуатации сварочного аппарата нужно:
- создать доступ свежего воздуха в помещении, где проводятся сварочные работы (когда сварка происходит в помещении, то оно обязательно должно хорошо проветриваться);
- работать в сварочной защитной маске, в перчатках, головном уборе и специальной одежде, которая предохраняет тело от вероятных термоожогов;
- выполнять правила пожарной безопасности.
Хранить сварочное устройство необходимо в помещениях, в которых исключено образование кислотных или щелочных паров, а также отсутствует чрезмерная запыленность. Оптимальные характеристики для хранения аппарата:
- температура – не выше +55 и не ниже -15 градусов;
- относительная влажность – не более 70 процентов.
Ремонт сварочного аппарата Ресанта своими руками
 Рабочий запас и потенциал этого инвертора довольно высок. Устройство классифицируется многими зарубежными экспертами одним из наилучших в своей группе. При правильном использовании этого оборудования его ремонт может не потребоваться годами (даже в случае, если инвертор эксплуатируется довольно активно). Но, естественно, вечного оборудования не бывает, потому нужно быть готовым к тому, что сварочное устройство, вероятно, нужно будет ремонтировать.
Рабочий запас и потенциал этого инвертора довольно высок. Устройство классифицируется многими зарубежными экспертами одним из наилучших в своей группе. При правильном использовании этого оборудования его ремонт может не потребоваться годами (даже в случае, если инвертор эксплуатируется довольно активно). Но, естественно, вечного оборудования не бывает, потому нужно быть готовым к тому, что сварочное устройство, вероятно, нужно будет ремонтировать.
Лучше всего делать ремонт силами мастеров (во многих населенных пунктах работают авторизованные центры, которые занимаются техникой компании «Ресанта»). Причем некоторые небольшие поломки пользователь сможет устранить и своими руками. К примеру, когда на панели управления появляется индикация перегрева, то нужно почистить аппарат от накопившейся в нем пыли.
А вот, если сварочный аппарат не может дойти до максимальной мощности, то может помочь просушка электрода, который используется для сварочных работ. Зачастую именно влажный сварочный стержень является причиной плохой работы оборудования. Такая же проблема появляется и в случаях, если величина напряжения в электрической сети очень слабая.
Источник
Ремонт ресанта саи 250 своими руками

Подробно: ремонт ресанта саи 250 своими руками от настоящего мастера для сайта olenord.com.
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
| Видео (кликните для воспроизведения). |
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких “признаков жизни”.
В итоге имеем кучу “мелочёвки”, которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема “Ресанта САИ-250ПН”.
Давайте сегодня разберем одного из моих «клиентов» и именно сварочный инвертор «Ресанта — САИ 250 ПРОФ». Почему клиента, потому что неисправность с которой он ко мне поступил на рабочий стол была самой частой в подобного рода сварочных аппаратах — вторичное питание или еще его называют «дежурный источник».
Заказать перечисленные в статье элементы для ремонта сварочного инвертора Ресанта — САИ 250 ПРОФ можно на Али:
1) Шим контроллер SG6859 — http://ali.pub/2pd1gz
2) Полевой транзистор SPD06N80C3 — http://ali.pub/2pd1qb
3) Контроллер TOP 224 — http://ali.pub/2pd244
Так вот, этот товарищ собран в данном сварочном аппарате на шим контроллере SG6859 и полевом транзисторе SPD06N80C3 обвязку и все остальное перечислять нет необходимости.
В чем соль-то спросите вы. А дело вот в чем. Когда пробивает полевик, он тянет за собой шим контроллер и небольшую часть обвязки. Найти на радиорынке детали нужные мне очень сложно. Но слава богу у нас есть китайцы (что бы мы без них делали) вот там-то я их и заказал. Стоимость смешная, но сроки большие, что мне не очень-то и подходило. Но в этом есть и свои плюсы.
Человек который принес мне сварочный аппарат, из-за довольно больших сроков по доставке оригинальных деталей, предложил мне выкупить его. Мы поторговались и я купил у него подбитого «друга» САИ 250 ПРОФ за 3500 руб. Конечно я знал что его отремонтировать мне уже стоило 450 руб. Но зная цену, что он стоит я не думал долго, достал заветные вечно-деревянные и рассчитался с человеком и приступил к ремонту сварочного инвертора Ресанта
Не дожидаясь прихода деталей (руки то чесались) я не долго думая сообразил небольшую переделку из интернета и у меня все получилось.
Переделка заключается в следующем:
Берем микросхемку TOP 224 (223, 204, 203)
- Убираем полевой транзистор;
- Убираем шим контроллер;
- Отпаиваем эмиттер оптопарыU8 (участвующей в обратной связи с шим) и припеваем его на вывод «control» TOP 2хх; Коллектор соединяем с «+» питающим шим по контакту №5 -VDD. Взять его можно с положительного вывода емкости С30;
- Сток или (Drain) на место стока бывшего SPD06N80C3 (самая большая площадка);
- Исток (Source) на место истока SPD06N80C3;
- Между истоком и затвором (control) припаиваем конденсатор 47 мкФ — 50В, «-» к истоку.
- Вместо сопротивлений 1.3 Омх3, припаиваем сопротивление 6.8 Ом.
Вот и все. Запускаем и все работает.
Вот фото доработки (с интернета) не мое изобретение:

Ниже второй вариант. Лично я делал по первому.
Вот так вот после небольших манипуляций, у меня обосновался сварочный аппарат САИ 250 ПРОФ от РЕСАНТА. Аппарат очень хороший, достойный и уж точно стоит своих денег. Поправочка — денег которые я за него заплатил — 3500 руб.
Даташит на TOP 22х (1,2,3,4,5,6,7) — Скачать
Паспорт на РЕСАНТА САИ-250 ПРОФ — Скачать
Схема сварочного аппарата РЕСАНТА САИ-250 ПРОФ — Скачать

Способ работы сварочного аппарата Ресанта саи 250 и его схема не отличаются от аналогичных устройств других изготовителей. Поступающий переменный ток обычной электросети 220 В преобразуется сначала до постоянного тока, со значением в 400 В, которое затем изменяется на модулированное высокочастотное напряжение. После в работу включается понижающий трансформатор, который уменьшает преобразованный ток до состояния рабочего.

Принцип работы инвертора основан на преобразовании переменного тока 50 Герц обычной бытовой электросети, в постоянный. Данный показатель напряжения имеет величину в 400 Вольт. Ток сварочного аппарата регулируется с помощью модуляции (по большому счету, она является широкоимпульсной) получаемого напряжения высокой частоты.
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
В инверторе Ресанта САИ предусмотрена и еще одна система защиты, она автоматически выключает устройство в тех случаях, если случается замыкание силовых шнуров. Причем на передней панели управления начинает мигать соответствующий индикатор. Инвертор отличается наличием нескольких немаловажных функций, которые нередко используют при работе:
Горячий старт гарантирует быстрое и качественное поджигание сварочной электродуги благодаря повышению уровня сварочного тока (рабочему не надо ничего делать, увеличение тока происходит в автоматическом режиме). А режим антизалипание, наоборот, снижает сварочный ток, если во время поджигания электродуги отмечается прилипание сварочной проволоки (электрода). Затем, когда прилипание устраняется, сварочное устройство в самостоятельном режиме восстанавливает рабочие показатели сварки.

Основное достоинство этого сварочного инвертора для домашних нужд потребителей состоит в том, что он особым образом адаптирован под подключение в тех электросетях, в которых отмечается низкое напряжение электросети (130-250 Вольт). Ресанта САИ без перебоев работает в указанном напряжении при выполнении сварки в ручном дуговом режиме.
Можно использовать стержни для сварки сечением до 6,0 миллиметров. Сварочный ток в устройстве можно регулировать до 250А. Также немаловажным считается и то, что аппарат способен продолжительное время выдерживать довольно большие рабочие нагрузки. Это свойство положительно отличает его схему работы от других устройств, которые в изобилии находятся на витринах специализированных строительных магазинов.
На холостом ходу сварочное устройство Ресанта САИ работает с напряжением 80 Вольт. Долговечность работы аппарата на довольно большой мощности обеспечивается в его схеме конструкцией современных транзисторов IGBT высокого качества. Помимо этого, этот инвертор для сварки имеет высокую степень защиты – уровень защиты IP 21.
Нельзя не сказать и про компактность этого сварочного аппарата, а также его отличную мобильность. Оснащение ручкой для переноски аппарата, облегчает его переноску по территории участка, на котором происходят строительные. Также потребители отмечают точность и простоту настройки сварочного инвертора Ресанта саи. При этом заданные показатели гарантированно сохраняют установленные данные даже в тех случаях, если электрическая сеть не отличается стабильностью своих показателей напряжения.
Технические характеристики интересующего нас аппарата Ресанта САИ такие:
- максимальный ток потребления – 35 Ампер;
- продолжительность нагрузки при 250 Ампер – не меньше 70%;
- интервал регулировки сварочного – 10-250 Ампер;
- рабочий интервал температурный окружающей среды – -10/+40С;
- напряжение электродуги – 30 Вольт.
Если необходимо, то этот аппарат можно подсоединять к оборудованию генератора, который работает от бензина. Лучше всего выбрать генератор с мощностью выше пяти киловатт.
Внимание! Во время выбора сварочного электрода (электрод может быть диаметром не более 6 миллиметров) нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.

Схема подготовки сварочного устройства к эксплуатации довольно проста, но выполнять ее необходимо максимально точно, если вы хотите чтобы аппарат прослужил вам долго и без ремонта. В первую очередь, нужно подсоединить шнур с электрическим держателем и заземляющий провод к силовым клеммам аппарата (непременно нужно обращать внимание на полярность стержня для сварки, которую вы используете).
Поставьте регулятор на минимальный сварочный ток, затем можно подключать инвертор в электросеть, а после включать его. Необходимый уровень сварочного тока необходимо выбирать из расчета показателей, рекомендованной изготовителем Ресанта САИ:
- 200-300 Ампер – диаметр электрода 6 миллиметров;
- 160-200 Ампер – 5 миллиметров;
- 130-160 Ампер – 4 миллиметров;
- 90-140 Ампер – 3,2 миллиметров;
- 60-90 Ампер – 2,5 миллиметров;
- 50-60 Ампер – 2 миллиметров;
- 25-50 Ампер – 1,6 миллиметров.
После проведения работ по сварке, ток с помощью регулятора устанавливается на минимальное значение, инвертор выключают (сначала выключателем, а затем и от электросети). Также нужно отключить от аппарата шнур электрического держателя и заземления.
Устройство перед включением нужно в течение нескольких часов выдержать при положительной температуре воздуха. Иначе в нем может появиться конденсат, который может привести к поломке инвертора. Категорически запрещается эксплуатировать устройство в тех случаях, когда его сварочные шнуры или провод подключения к электросети имеют деформации (даже небольшие).
Возле включенного сварочного аппарата нельзя обрабатывать детали из металла и стали с помощью болгарок, электрических лобзиков и аналогичного оборудования, во время работы которого появляется металлическая пыль. Пыль может проникнуть внутрь корпуса и вывести из строя инвертор. Помимо этого, запрещается эксплуатировать агрегат на открытых площадках при дожде и в помещениях с повышенной влажностью.
Перед эксплуатацией инвертора Ресанта САИ обязательно нужно изучить «Правила безопасности для пользователей электрическими устройствами» и «Правила эксплуатации бытовых электрических установок». Во время эксплуатации сварочного аппарата нужно:
- создать доступ свежего воздуха в помещении, где проводятся сварочные работы (когда сварка происходит в помещении, то оно обязательно должно хорошо проветриваться);
- работать в сварочной защитной маске, в перчатках, головном уборе и специальной одежде, которая предохраняет тело от вероятных термоожогов;
- выполнять правила пожарной безопасности.
Хранить сварочное устройство необходимо в помещениях, в которых исключено образование кислотных или щелочных паров, а также отсутствует чрезмерная запыленность. Оптимальные характеристики для хранения аппарата:
- температура – не выше +55 и не ниже -15 градусов;
- относительная влажность – не более 70 процентов.

Рабочий запас и потенциал этого инвертора довольно высок. Устройство классифицируется многими зарубежными экспертами одним из наилучших в своей группе. При правильном использовании этого оборудования его ремонт может не потребоваться годами (даже в случае, если инвертор эксплуатируется довольно активно). Но, естественно, вечного оборудования не бывает, потому нужно быть готовым к тому, что сварочное устройство, вероятно, нужно будет ремонтировать.
Лучше всего делать ремонт силами мастеров (во многих населенных пунктах работают авторизованные центры, которые занимаются техникой компании «Ресанта»). Причем некоторые небольшие поломки пользователь сможет устранить и своими руками. К примеру, когда на панели управления появляется индикация перегрева, то нужно почистить аппарат от накопившейся в нем пыли.
А вот, если сварочный аппарат не может дойти до максимальной мощности, то может помочь просушка электрода, который используется для сварочных работ. Зачастую именно влажный сварочный стержень является причиной плохой работы оборудования. Такая же проблема появляется и в случаях, если величина напряжения в электрической сети очень слабая.
То, что в инверторах Ресанта часто выходит из строя импульсный питатель факт довольно известный, сей инвертор был тому подтверждением – ИБП слабое звено этих аппаратов, хотя в целом Ресанта неплохие сварочники и вполне ремонтопригодны.
Но, как говорится, повторенье мать. чего-то там. поэтому пробежимся легким галопом по похожему дефекту.
Итак: инвертор Ресанта САИ 250 не запускается.
Под резистором R010 виден нагар, скорее всего он сгорел. Резистор R013 явно прогорел. Все это говорит о том, что импульсный блок питания вышел из строя.
Теперь проверяем.
Резистор R010 22 Ом 2 Вт – через него подается питание на первичную обмотку ТПИ – оборван.
Резистор R013 1.2 Ом – стоит в истоке транзистора Q02 4N90C – оборван.
Резистор R011 22 Ом – стоит в затворе того же транзистора – оборван.
Стабилитрон D012 18 вольт – цел.
Транзистор Q02 4N90C – цел.
Есть шанс, что все обойдется заменой этих трех резисторов.
На видео слышен гул из-за поломанного вентилятора. Но с вентилятором потом разберемся, а сейчас главное, что все включилось. Это уже радует.
Теперь меняем все убитые резисторы. Стоит сказать, что вместо R010 22 Ом 2 Вт в этих аппаратах, экономные братья из страны Поднебесной, обычно ставят одноваттный резистор на 22 Ома.
Так будет надежнее. Проверяем инвертор еще раз.
Видео: сварочный инвертор Ресанта САИ 250 после ремонта.
Как видим из этого видео, каламбурчик:), все прекрасно запускается. Чего мы и добивались.
И “на посошок” режим работы микросхемы UC3842B, на всякий случай, если все вышеописанные операции не приведут к желаемому результату.
Внимание!
Предсказать все нюансы возникающие при ремонте сварочных инверторов НЕВОЗМОЖНО. Если есть сомнения лучше обратиться к специалисту.
Ремонт сварочных инверторов Ресанта и других производителей.
electrodroid, ну а где замеры? 1. ПРОФ это аппарат с PFC и работать с лампочкой он будет не стабильно. 2.Какие напряжения на выходе БП,и что с ними происходит когда аппарат работает (без ветродуев)?.3.Всё что “хрустит”,или ремонтировать или под замену.
electrodroid, силовой транзистор в дежурке менял? Если менял, то очень внимательно посмотри на плату- между выводами стока и затвора-истока проходит дорожка вторичной цепи (ржавый гвоздь забить в затылок тому кто эту плату разводил 
) При скоплении в этом месте влажной металлической пыли начинаются чудеса с фейерверками и жертвой этих чудес в первую очередь становятся вентиляторы.
Аппарат от 100 В запускаться и работать должен по заводским характеристикам, не первый такой аппарат через лампочку проверяю после ремонта (только на холостом ходу, разумеется!).После лампочки на аппарат идёт примерно 165 В, вполне хватает запуститься инвертору. Без вентиляторов все напряжения БП в норме, горит только зелёный индикатор. На выходе (+)(-) 65 В сварочное напряжение холостого хода.
БЕЗЫМЯННЫЙ, Транзистор в корпусе TO-247, между выводами на плате отверстия сквозные пробиты, никаких дорожек нет.
electrodroid, значит мне попадались с другой версией платы.
Проблема была в драйвере VO3120 и в его обвязке.
А можно подробней 
у меня примерно все тоже самое на Ресанте 220, с вентиляторами блок питания БУМ! (22 Омник/2вт и 10кОм/3вт в дым уходят) а без ветродуек все хорошо. Осциллограммы на ключах вроде красивые, ну как тут грешить на драйвера?
vldmrtu, если без ветродуек все хорошо а с ними плохо, то что надо проверить? Или источника чтобы проверить нету?
Проверить вентиляторы? потребление в пределах 0.4а каждый, дежурный БП сгорает и от одного вентилятора, из нюансов могу отметить 51Ом резистор на входе питания сети тоже был сгоревшим, поставил временно перемычку, может ли отсутствие ограничения по току в момент включения сжигать БП? вроде-бы да, но как-то не очевидно.
Можно последовательно с вентилятором поставить 1-2 диода.чтоб снизить ток немного.Пусковой рез. по входу желательно поставить,может 51ом слишком много,достаточно до 10ом,
или позистор.взять его можно из дохлого бп от компа.
0,4а ето рабочий ток вентилятора,а пусковой какой ток?Подать сколько там вольт надо и притормозить лопасти,померять ток.
А какой рабочий ток написан на шильдиках вентиляторов? Включение без резистора черевато вылетом диодов моста как минимум, но если диоды и конденсаторы выжили то остальное от этого не сдохнет, номинал там не сильно важен ибо после запуска дежурки реле ( если оно живое) все равно его замыкает.
Отложил пока вентиляторы в сторону, пошел с другой стороны. Попробовал запустить инвектор на пониженном напряжении, запитал с какого-то 10кг транса и получил уже на конденсаторах 83 вольта, НЕ ЗАПУСКАЕТСЯ! (попробовал другие ресанты нормально запустились). Отрезал дорожку на питание драйверов – нет эффекта . Замена от безысходности LM317 тоже ничего не дало.
Вентиляторы не были причиной БУМа! блока питания, скорей они были последней каплей.
Что остается: необъяснимое поведение UC3842, транзистора или глюки транса?

- 1 Устройство и принцип работы Ресанта САИ 250
- 2 Технические данные инвертора
- 3 Как подготовить сварочный аппарат к работе?
- 4 Требования безопасности при работе
- 5 Ремонт сварочного аппарата Ресанта своими руками
Рассматриваемое устройство для сварки Ресанта САИ изготовлено в стальном корпусе. На внешней части этого корпуса находятся силовые разъемы, которые предназначаются для подключения сварочных кабелей, два индикатора («Сеть» и «Перегрев»), регулятор для выбора характеристик тока сварки. Также в корпусе находится специальное отверстие, с помощью которого выводится раскаленный воздух из устройства. Оно является частью системы принудительной вентиляции, которая защищает инвертор от сильного перегревания во время его работы.
В инверторе Ресанта САИ предусмотрена и еще одна система защиты, она автоматически выключает устройство в тех случаях, если случается замыкание силовых шнуров. Причем на передней панели управления начинает мигать соответствующий индикатор. Инвертор отличается наличием нескольких немаловажных функций, которые нередко используют при работе:
Горячий старт гарантирует быстрое и качественное поджигание сварочной электродуги благодаря повышению уровня сварочного тока (рабочему не надо ничего делать, увеличение тока происходит в автоматическом режиме). А режим антизалипание, наоборот, снижает сварочный ток, если во время поджигания электродуги отмечается прилипание сварочной проволоки (электрода). Затем, когда прилипание устраняется, сварочное устройство в самостоятельном режиме восстанавливает рабочие показатели сварки.
Можно использовать стержни для сварки сечением до 6,0 миллиметров. Сварочный ток в устройстве можно регулировать до 250А. Также немаловажным считается и то, что аппарат способен продолжительное время выдерживать довольно большие рабочие нагрузки. Это свойство положительно отличает его схему работы от других устройств, которые в изобилии находятся на витринах специализированных строительных магазинов.
На холостом ходу сварочное устройство Ресанта САИ работает с напряжением 80 Вольт. Долговечность работы аппарата на довольно большой мощности обеспечивается в его схеме конструкцией современных транзисторов IGBT высокого качества. Помимо этого, этот инвертор для сварки имеет высокую степень защиты – уровень защиты IP 21.
Нельзя не сказать и про компактность этого сварочного аппарата, а также его отличную мобильность. Оснащение ручкой для переноски аппарата, облегчает его переноску по территории участка, на котором происходят строительные. Также потребители отмечают точность и простоту настройки сварочного инвертора Ресанта саи. При этом заданные показатели гарантированно сохраняют установленные данные даже в тех случаях, если электрическая сеть не отличается стабильностью своих показателей напряжения.
Технические характеристики интересующего нас аппарата Ресанта САИ такие:
- максимальный ток потребления – 35 Ампер;
- продолжительность нагрузки при 250 Ампер – не меньше 70%;
- интервал регулировки сварочного – 10-250 Ампер;
- рабочий интервал температурный окружающей среды – -10/+40С;
- напряжение электродуги – 30 Вольт.
Если необходимо, то этот аппарат можно подсоединять к оборудованию генератора, который работает от бензина. Лучше всего выбрать генератор с мощностью выше пяти киловатт.
Внимание! Во время выбора сварочного электрода (электрод может быть диаметром не более 6 миллиметров) нужно учитывать и то, что сварочный ток уменьшается тогда, когда снижается показатель входного тока.
Поставьте регулятор на минимальный сварочный ток, затем можно подключать инвертор в электросеть, а после включать его. Необходимый уровень сварочного тока необходимо выбирать из расчета показателей, рекомендованной изготовителем Ресанта САИ:
- 200-300 Ампер – диаметр электрода 6 миллиметров;
- 160-200 Ампер – 5 миллиметров;
- 130-160 Ампер – 4 миллиметров;
- 90-140 Ампер – 3,2 миллиметров;
- 60-90 Ампер – 2,5 миллиметров;
- 50-60 Ампер – 2 миллиметров;
- 25-50 Ампер – 1,6 миллиметров.
После проведения работ по сварке, ток с помощью регулятора устанавливается на минимальное значение, инвертор выключают (сначала выключателем, а затем и от электросети). Также нужно отключить от аппарата шнур электрического держателя и заземления.
Устройство перед включением нужно в течение нескольких часов выдержать при положительной температуре воздуха. Иначе в нем может появиться конденсат, который может привести к поломке инвертора. Категорически запрещается эксплуатировать устройство в тех случаях, когда его сварочные шнуры или провод подключения к электросети имеют деформации (даже небольшие).
Возле включенного сварочного аппарата нельзя обрабатывать детали из металла и стали с помощью болгарок, электрических лобзиков и аналогичного оборудования, во время работы которого появляется металлическая пыль. Пыль может проникнуть внутрь корпуса и вывести из строя инвертор. Помимо этого, запрещается эксплуатировать агрегат на открытых площадках при дожде и в помещениях с повышенной влажностью.
Перед эксплуатацией инвертора Ресанта САИ обязательно нужно изучить «Правила безопасности для пользователей электрическими устройствами» и «Правила эксплуатации бытовых электрических установок». Во время эксплуатации сварочного аппарата нужно:
- создать доступ свежего воздуха в помещении, где проводятся сварочные работы (когда сварка происходит в помещении, то оно обязательно должно хорошо проветриваться);
- работать в сварочной защитной маске, в перчатках, головном уборе и специальной одежде, которая предохраняет тело от вероятных термоожогов;
- выполнять правила пожарной безопасности.
Хранить сварочное устройство необходимо в помещениях, в которых исключено образование кислотных или щелочных паров, а также отсутствует чрезмерная запыленность. Оптимальные характеристики для хранения аппарата:
- температура – не выше +55 и не ниже -15 градусов;
- относительная влажность – не более 70 процентов.
Лучше всего делать ремонт силами мастеров (во многих населенных пунктах работают авторизованные центры, которые занимаются техникой компании «Ресанта»). Причем некоторые небольшие поломки пользователь сможет устранить и своими руками. К примеру, когда на панели управления появляется индикация перегрева, то нужно почистить аппарат от накопившейся в нем пыли.
А вот, если сварочный аппарат не может дойти до максимальной мощности, то может помочь просушка электрода, который используется для сварочных работ. Зачастую именно влажный сварочный стержень является причиной плохой работы оборудования. Такая же проблема появляется и в случаях, если величина напряжения в электрической сети очень слабая.
Диапазон рабочего напряжения, В
Максимальный потребляемый ток, А
Напряжение холостого хода, В
Диапазон регулирования сварочного тока, А
Максимальный диаметр электрода, мм
Во вложении Вы найдете схемы сварочных инверторов Ресанта САИ-190, САИ-250К, САИ-250ПРОФ, САИ-250ПН взятые из различных источников.
У нас на сайте все в свободном доступе а это значит что скачать схему можно совершенно бесплатно и без регистрации.
Для просмотра файла Вам потребуется архиватор и программа для просмотра формата PDF. Все это Вы найдете на нашем сайте в разделе СОФТ.
Продаете, покупаете или ремонтируете сварочные инверторы? Разместите бесплатное объявление в разделе РАДИОРЫНОК!
Есть вопросы по ремонту сварочных инверторов? Заходите на форум!
Если знать как проводить ремонт сварочных инверторов своими руками, то можно устранить большинство неполадок самостоятельно. Владение информацией об остальных неисправностях предотвратит необоснованные затраты при сервисном обслуживании.
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.

Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.

В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.

В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:

- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм 2 , что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному “просаживанию” напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).

- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.


О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.

Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов “раскачивающего” их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.

Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
Нет видео.
| Видео (кликните для воспроизведения). |

Приветствую! Меня зовут Петр. Я с юности любил собирать автомодели и парапланы, позже мое хобби выросло в нечто большее и я долгое время работал мастером в компании “муж на час”. За многолетний опыт в моей копилке оказались огромное количество различных схем и реализаций ремонта и монтажа своими руками различных устройств. Не все “рецепты” принадлежат мне, но считаю что такие знания должны быть в открытом доступе. Это и стало причиной создать данный сайт.
Источник