- Особенности ремонта пластинчатого теплообменника
- Определение вида ремонта для восстановления теплообменника пластинчатого
- Предупреждение поломок пластинчатых теплообменников
- Важные моменты
- Разборка и сборка пластинчатого теплообменного аппарата
- Введение
- Как разбирать пластинчатый теплообменник
- Как правильно собирать пластинчатый теплообменник
- Запуск системы
- Заключение
- Технология ремонта теплообменного оборудования
- 1 Циклы ремонта теплообменных аппаратов
- 2 Чистка теплообменников
- Виды очистки теплообменников:
- Оборудование для очистки труб теплообменников
- 3 Порядок ремонта теплообменных аппаратов
- 4 Как производится замена труб теплообменника
- Выемка труб
Особенности ремонта пластинчатого теплообменника
Пластинчатый теплообменник является надежным, долговечным,высокопроизводительным оборудованием. Ремонт аппарата может потребоваться при износе прокладок и появлении коррозийных участков, образующихся, как правило, при нарушении условий эксплуатации.
Профилактические работы и текущий ремонт – основа бесперебойной эксплуатации теплообменных аппаратов. Современные пластинчатые теплообменники, являющиеся технически надежным оборудованием, редко выходит из строя до окончания гарантийного срока, а при надлежащих условиях обслуживания работают более 20 лет. Тем не менее, следует обозначить несколько причин, которые могут привести к поломке агрегатов:
- высокая жесткость воды;
- гидравлические удары;
- ошибки в монтажных работах;
- нарушение температурного режима.
Низкое качество водоподготовки является главным фактором, приводящим к внутреннему загрязнению оборудования, что выражается в образовании плотного слоя минеральных отложений на металле.
Определение вида ремонта для восстановления теплообменника пластинчатого
Ремонт теплообменника пластинчатого необходим в тех случаях, когда образуются протечки, либо снижается функциональность оборудования (это происходит, когда нарушается герметичность между контурами, и разнотемпературные жидкости смешиваются между собой). Появление протечек свидетельствует об износе уплотнителей, либо о развитии обширной коррозии. Принятие решение о том, как будет проводиться ремонт пластинчатых теплообменников, принимается после тщательной диагностики аппарата, и с учетом его конструктивных особенностей.
В системах отопления и водоснабжения применяются как разборные, так и паяные теплообменные системы (отечественного или зарубежного производства). Разборное оборудование легче ремонтировать в связи с открытым доступом к внутренним рабочим поверхностям. Технология ремонта пластинчатого теплообменника разборного предусматривает механическую или химическую очистку металла, установку новых уплотнителей, исправление деформаций. После опрессовки аппарата проводятся технические испытания, по результатам которых можно судить о восстановлении его функциональности.
Предупреждение поломок пластинчатых теплообменников
Паяный теплообменник является высокотехнологичным, долговечным и наиболее производительным оборудованием (срок службы, в среднем, превышает 15 лет). Безразборная промывка пластин с использованием химических реагентов надежно предупреждает накопление известковых отложений на внутренней поверхности. Чем выше скорость циркуляции потока, тем меньше минералов оседает на металле. В котельных с мощными циркуляционными насосами редко приходится проводить ремонт и пайку пластинчатого теплообменника, поскольку отсутствуют предпосылки для развития коррозийных процессов.
Важные моменты
Разборка пластинчатого теплообменника для механической прочистки деталей под давлением является трудоемкой, и не всегда эффективной процедурой. Отчасти это связано с отсутствием условий в сервисном центре для высокотехнологичной повторной сборки. Малейшие неточности в монтаже ухудшают эксплуатационные качества оборудования. При регулярной промывке пластин специальными растворами можно избежать засорения системы, и, соответственно, выхода из строя теплообменных аппаратов. Необходимо также обеспечить корректный температурный режим, и не допускать резких перепадов давления. Дополнительную информацию о современных пластинчатых моделях можно получить на тематических страницах сайта teplo66.ru. Заказывая производство теплооменников на заводе УЗТО, Вы гарантированно получите качественное оборудование, еще долго прослуживающее без ремонта.
Источник
Разборка и сборка пластинчатого теплообменного аппарата

Введение
Разборка и сборка пластинчатого теплообменника – часть регулярного обслуживания подобного вида устройств, которые были рассмотрены в предыдущей статье.
В процессе эксплуатации теплообменного агрегата на его внутренних поверхностях скапливаются отложения, накипь, ржавчина и другие загрязнения, что приводит к снижению эффективности передачи тепла от одной среды другой. Чтобы очистить теплообменник – необходимо произвести его разборку, промывку и последующую сборку.
Если регулярное обслуживание производилось не вовремя, а также в результате экстремальных нагрузок – возможны протечки уплотнений и деформация пластин, что потребует их замену и, как следствие, разборку агрегата для доступа к поврежденным элементам.
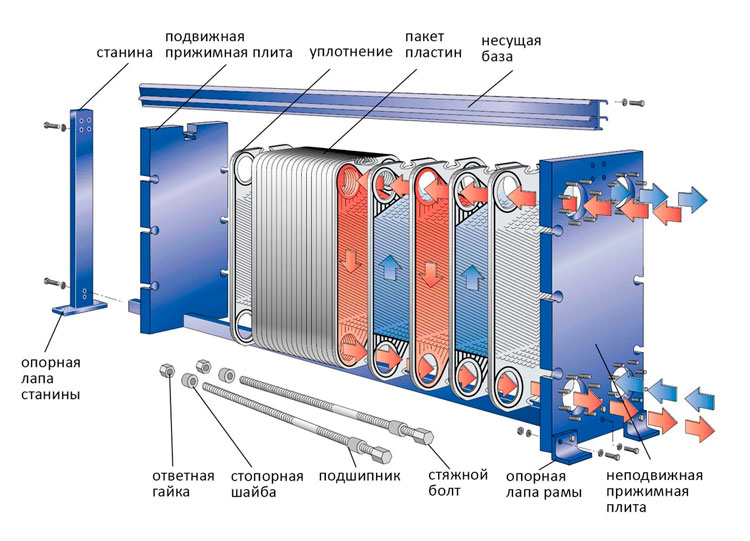
Схема пластинчатого теплообменника в разобранном виде
Как разбирать пластинчатый теплообменник
Порядок разборки пластинчатого рекуператора выглядит следующим образом:
- Необходимо запастись парой фрикционных ключей подходящего диаметра на соответствующий размер стяжных болтов (так для теплообменника Ридан НН 04 – это 24-ый диаметр), в случаях разбора крупных агрегатов это может быть пневмоинструмент.
- Чтобы не порезать руки о края пластин, используются защитные перчатки.
- Дренируются и отключаются подводящие трубопроводы. При этом желательно сохранять видимое расстояние между трубами и корпусом теплообменника.
- Для того, чтобы после обслуживания собрать пакет в правильном порядке, каждая пластина нумеруется несмываемым маркером. Альтернатива: перед разборкой проводят маркером по рёбрам рабочих пластин (по диагонали).
Альтернативный вариант маркировки
- Если аппарат новый – кусачками срезается заводская пломба, а со шпилек снимается защитная изоляция.
- Замеряется размер стяжки пакета пластин (понадобится при обратной сборке).
- Во избежание повреждения резьбы на шпильках и стяжных болтах перед разборкой необходимо смазать их поверхность «графиткой» или обработать жидкостью WD-40.
- Если в теплообменнике стяжных шпилек 4, то по диагонали ослабляются на 1-2 оборота стяжные гайки. Если их больше, например, 6, то вначале ослабляют центральные, и только потом переходят к угловым.
Порядок ослабления стяжных болтов
- Полностью раскручиваются стяжные гайки и снимаются вместе со шпильками.
- Подвижная плита отодвигается до упора, чтобы получить доступ к пластинам.
- Поочерёдно раздвигаются пластины (сначала отводятся их нижние края) и снимаются с рамы.

Вначале сдвигается нижний край пластины
Важно: металлические пластины иногда подвергаются воздействию экстремальных температур, после чего их бывает сложно разъединить. Необходимо действовать предельно аккуратно, чтобы не порвать уплотнители.
Как правильно собирать пластинчатый теплообменник
После проведения обслуживания — промывки теплообменного аппарата или замены нерабочих элементов, процесс сборки происходит в обратном порядке:
- Боковые плиты раздвигаются до упора.
- На раму устанавливается первая пластина и сдвигается к неподвижной плите. Прокладки должны быть обращены к этой плите.
- Ориентируясь на маркерные пометки, сделанные в процессе разборки, в правильном порядке собираются и устанавливаются оставшиеся пластины.
- Прижимная плита пододвигается к пакету пластин как можно ближе.
- Происходит установка шпилек, в случаях, когда обнаруживается их повреждение, неисправные шпильки и стяжные болты подлежат замене.
- Все гайки затягиваются на один оборот, после чего необходимо убедиться, что уплотнители стоят ровно.
- Далее гайки затягиваются в порядке по диагонали, поочерёдно поворачивая их на 1-2 оборота.
Процесс сборки пластинчатого теплообменника хорошо показан на следующем видео:
Важно: чтобы пакет пластин встал ровно, после стяжки прижимная плита должна стоять параллельно неподвижной плите. Стягивать пакет нужно так, чтобы верхушка прижимной плиты опережала нижний край максимум на 1-2 см. Как только размер стяжки приблизится к максимально допустимому значению (которое замерялось ранее), опережение края следует уменьшить.
Запуск системы
В обратном порядке входы и выходы пластинчатого теплообменника подключаются к трубопроводам. Важно при монтаже перед подачей теплоносителей стравить воздух из внутреннего контура установки.
Если в процессе обслуживания уплотнения заменялись на новые, то подача начинается с холодного теплоносителя, дабы избежать повреждения прокладок, если же уплотнения не менялись, то подачу начинают с горячего теплоносителя, чтобы восстановить рабочие характеристики прокладок для правильного теплообмена.
В процессе запуска обязателен контроль за давлением и температурами на входе и выходе теплообменника.
Заключение
В этой статье мы постарались максимально подробно рассказать как происходит процесс разборки и сборки пластинчатого теплообменника. Если у вас остались какие-либо вопросы, то напишите или позвоните нам. В следующей статье рассмотрим применение пластинчатых теплообменников в системах отопления — подписывайтесь на новости!
Источник
Технология ремонта теплообменного оборудования
Из статьи мы узнаем: как часто нужно проводить ремонт теплообменных аппаратов, рассмотрим какие инструменты потребуются для очистки теплообменников и порядок работ. А также подберем инструмент для ремонта теплообменного оборудования.
Со временем трубы и стенки корпуса теплообменников изнашиваются из-за эрозии и коррозии, теплопередающие поверхности покрываются слоями отложений и не справляются со своей функцией — плохо передают тепло.
- Повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
- Повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах.
- Вмятины, неплотности и пропуски в вальцовке труб в трубных решетках.
- Увеличение диаметра отверстий в трубных решетках, язвенная и межкристаллитная коррозия.
- Уменьшение толщины стенки трубы, днища, корпуса.
- Свищи в сварных швах.
Для бесперебойной работы теплообменного оборудования необходимо вовремя и по регламенту проводить ремонт. Ниже разберем, с какой периодичностью нужно проводить комплекс ремонтных мероприятий.
Что вы узнаете из этой статьи:
1 Циклы ремонта теплообменных аппаратов
Теплообменное оборудование требует постоянных поддерживающих ремонтных процедур. Из-за неравномерного износа и случайного характера повреждений проводят разноплановые ремонтные работы.
Периоды ремонта теплообменников зависят от двух факторов:
- Типа производства.
- Вида теплообменного аппарата.
В зависимости от этого выбираются периоды проведения четырех видов ремонта:
- Профилактический осмотр (каждые 3 месяца). При профилактическом осмотре в теплообменных аппаратах проверяют затяжки фланцевых соединений, устраняют неплотное прилегание, подтягивают или перебивают сальники запорной арматуры, проверяют приборы контроля и предохранительные устройства.
- Текущий ремонт (примерно раз в год). Во время проведения текущего ремонта вдобавок к мерам профилактического ремонта частично разбирают и демонтируют запорную арматуру, перебивают все сальники, заменяют прокладки и проверяют герметичность арматуры. Также ремонтируют предохранительные и обратные клапаны. В оросительных конденсаторах демонтируют и чистят отбойные щиты и трубы, проводят очистку и регулировку водораспределительных устройств.
- Средний ремонт (каждые 3 года). При среднем ремонте дополнительно к объему текущего ремонта снимают крышки теплообменников для очистки труб и полостей от грязи, ила, продуктов коррозии и накипи. Проводят испытания на плотность и выявляют протечки труб в трубных решетках, при необходимости производят вальцовку труб, зачеканку или подварку свищей и течей, глушение дефектных труб. Ремонт подразумевает проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции.
- Капитальный ремонт (раз в 12 лет). При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры.
Часто ограничиваются двумя видами ремонта — текущим и капитальным.
2 Чистка теплообменников
Виды очистки теплообменников:
- ультразвуковой
- смешанные способы
Оборудование для очистки труб теплообменников
Для очистки труб используют следующее оборудование:
- Устройство для очистки труб БУРАН. Переносные аппараты серии БУРАН подходят для очистки только прямотрубных теплообменных аппаратов, так как очистка производится головкой с пластинами, которая прикреплена к перфоратору через прямые жесткие штанги-удлинители. Для охлаждения инструмента и вымывания продуктов очистки в зону очистки подается вода. Перфоратор устройства БУРАН может поставляться с двумя типами двигателей: электрическим и пневматическим. Вес устройства в рабочем состоянии в зависимости от привода составляет 10 или 7 кг, с пневмодвигателем аппарат весит легче.
СТОК-51 для гнутых труб

БУРАН для прямотрубных теплообменников



3 Порядок ремонта теплообменных аппаратов
Ремонт теплообменников имеет строго определенную последовательность и должен проходить по четко заведенному порядку. Разберем порядок ремонтных операций поэтапно:
- Производится демонтаж арматуры и трубопроводной обвязки, разбирают резьбовые соединения, снимают крышки, люки, выемки трубных решеток.
- Проверяют плотность и прочность труб и их крепление в трубных решетках при помощи пневматических или гидравлических испытаний.
- Производится глушение и развальцовка (обварка) труб в трубных решетках, при замене трубы извлекаются из корпуса, отверстия в решетках теплообменника очищаются, ставятся новые трубы, а их концы зачищают.
- Далее ремонтируют корпусные детали, проводят вырубку и вырезку прокладок и подготовку крепежа, после этого идет сборка аппарата.
- Последним этапом проводятся испытания на плотность и прочность и сдача в эксплуатацию.

Рис. 1. Гидродинамическая (а) и гидромеханическая (б) очистка теплообменников, установка преобразователей для очистки ультразвуком (в) и схема работы «самоочищающегося» конденсатора — конденсатора с псевдо-кипящим потоком песка (г):
1- двигатель; 2 — насос; 3 — регулятор давления; 4 — барабан для шланга; 5 — подвод воды; 6 — гибкий шланг высокого давления; 7 — щиток; 8 — пульт управления («пистолет»); 9 — полая штанга; 10 — распылитель с соплами; 11 — дрель; 12 — подшипник; 13 — манжета; 14 — сверло; 15 — преобразователь; 16 — генератор; 17 — перегородки; 18 — сливной лоток; 19 — смотровые окна
4 Как производится замена труб теплообменника
Выемка труб
В зависимости от типа крепления трубы в трубной решетке, есть два варианта выемки труб.
- Для развальцованных труб.
Когда нужно заменить развальцованные трубы в трубной решетке теплообменника, их подрезают специальным аппаратом с резцами за трубной решеткой. Также возможна операция по их рассверливанию. Рассверливание уменьшает толщину стенки трубы и ее становится легко вытащить.
Рассверливание ведут при помощи специальных машин МАНГУСТ.
Они оснащаются всеми необходимыми сменными комплектами, чтобы проводить подрезку торцов труб, обработку внутренней и наружной фаски и проводить высверливание завальцованных труб. Высверливание производится ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке.

Рис. 2. Ремонт теплообменников: исправление вмятин в трубах (а), глушение дефектных труб резьбовой пробкой (б); резиновой прокладкой с разжимными конусами (в), резиновой прокладкой на период испытаний (г); вытаскивание дефектных труб (д) и стадии вальцовки: вставка трубы в решетку (е), подвальцовка (ж) и окончательная развальцовка и бортовка (з);
1 — болт; 2 — нажимные детали; 3 — трубная решетка; 4 — труба теплообменника; 5 — пробка калиброванная; 6 — резьбовая пробка; 7 — резиновые прокладки; 8 — стопорящий сухарь; 9 — опорный стакан
Для приваренных труб:
Трубы, закрепленные в трубной решетке с помощью сварки, вынимают из аппарата после удаления сварного шва. Для этого также можно использовать машину МАНГУСТ. Прежде чем заменить дефектные трубы, отверстия трубной решетки зачищают, продувают и протирают насухо. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Машина электрическая Мангуст-Миди-Электро

Машина электрическая Мангуст 200-Электро
Источник