Pereosnastka.ru
Обработка дерева и металла
Термоэлектрические преобразователи, поступающие в ремонт после разборки и очистки, тщательно осматривают, определяя состояние термоэлектродов, рабочего конца, защитной трубки и зажимов контактной головки. При осмотре электродов из неблагородных металлов проверяют, нет ли в них трещин, обрывов, которые могут появляться в условиях воздействия повышенных температур. При обнаружении дефектов термоэлектроды заменяют новыми, которые могут быть изготовлены из термоэлектродной проволоки. Последнюю нарезают на куски необходимой длины, скручивают между собой на рабочем конце и сваривают. Сваривать электроды можно в пламени электрической дуги или газовой горелки до появления шарика расплавленного металла на конце скрутки. Пластинчатые термоэлектроды сваривают обычно внахлестку с помощью аппарата для контактной сварки.
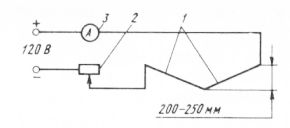
Рис. 1. Схема отжига термоэлектродов термопары
Электроды термопар из благородных металлов помимо чистки подвергают отжигу, так как при длительной эксплуатации они загрязняются окислами металлов и науглероживаются. Отжиг электродов осуществляют электрическим током 10,5 — 11 А в течение 3 — 4 ч. Схема отжига показана на рис. 1.
Электроды отжигаемой термопары присоединяют через реостат и амперметр к токоподводящим проводам, растягивая свободные концы в разные стороны так, чтобы рабочий конец стал ниже их на 200 — 250 мм. Включив ток, на верхние концы электродов наносят буру, которая, плавясь, каплями стекает по электродам, очищая их. Закончив очистку, электроды промьюают в дистиллированной воде. Чистку электродов также можно выполнять в крепком растворе соляной или азотной кислоты с последующей промывкой водой и сушкой. После ремонта на электроды надевают изоляционные трубки и присоединяют клеммную панель. На рабочий конец термопары надевают изоляционный наконечник и вставляют собранную термопару в защитную арматуру. После ремонта необходимо мегомметром измерить сопротивление электрической изоляции между термоэлектродами и корпусом, а также между отдельными термопарами двойных и многозонных термопар. Сопротивление изоляции должно быть не менее: 5 МОм — при температуре (20 ± 5) °С и относительной влажности до 80% для всех термопар; 0,5 МОм — при температуре 35 °С и относительной влажности (95 ± 3) % для влаго- и водозащищенных термопар.
Термопреобразователи сопротивлений, поступившие в ремонт, подлежат разборке и внешнему осмотру, при котором устанавливают видимые повреждения защитной арматуры, чувствительного элемента, головки и зажимов. Поврежденный чувствительный элемент медного термопреобразователя подлежит замене новым или же его изготовляют в мастерской. Материалом для намотки может служить провод марки ПЭШО или ПЭС диаметром 0,1 мм. Провод равномерно наматывают на каркас и каждый слой покрывают бакелитовым или глифталевым лаком. Готовый элемент сушат при температуре 150 °С в течение 6 ч. После охлаждения выполняют проверку, подгонку и сравнение характеристик датчика с градуировочными данными. При ремонте платинового термопреобразователя сопротивления обрыв проволоки чувствительного элемента устраняют сваркой на небольшой вольтовой дуге, после чего элемент собирают заново. После ремонта производят проверку сопротивления чувствительного элемента. Проверка, подгонка и сравнение характеристик отремонтированного термопреобразователя с градуировочными данными должны осуществляться с помощью одинарного или двойного моста класса не ниже 0,05.
Источник
Как выполнить проверку термоэлектрического пирометра
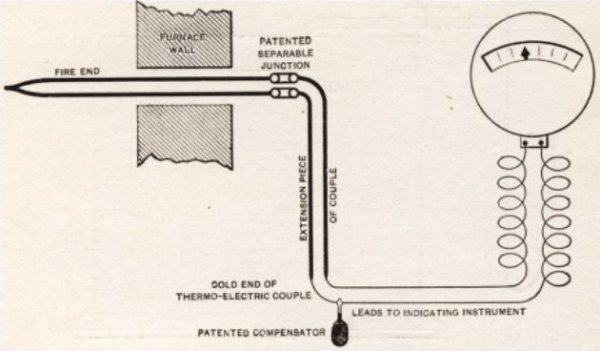
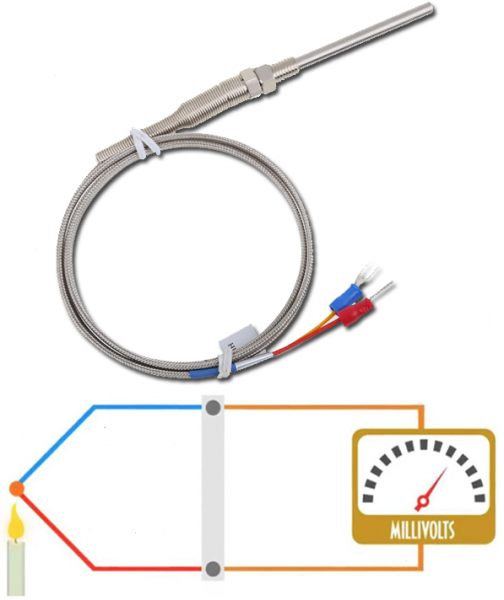
Термоэлектрический пирометр это комплект, который состоит из термоэлектрического преобразователя (термопары), подключенных к ней компенсационных и соединительных проводов и показывающего или регистрирующего измерительного прибора. В качестве такового может быть использован либо переносный или щитовой милливольтметр, либо автоматический потенциометр.
Старинный термоэлектрический пирометр 1910 года
Современный цифровой термоэлектрический пирометр
В случае применения милливольтметра в условиях эксплуатации электрическое сопротивление термопары, компенсационных и соединительных проводов с точностью до ±0,1 ом должно равняться указанной на шкале милливольтметра величине R вн.
Сопротивления цепи термопары доводят до требуемого с помощью уравнительной катушки, включаемой последовательно с термопарой.
Поверка показаний термоэлектрического пирометра иногда осуществляется комплектно, без предварительной градуировки термопары, входящей в его состав. В этом случае подключенную к милливольтметру или автоматическому потенциометру термопару помещают вместе с образцовой термопарой в поверочную печь.
Если температура свободных концов термопары отличается от 0° С, то при разомкнутой цепи милливольтметра корректором устанавливают его стрелку на отметку шкалы, соответствующую температуре свободных концов.
Этой операции делать не нужно, если в комплекте пирометра использован автоматический потенциометр надлежащей градуировки или милливольтметр, снабженный устройством для автоматической корректировки температуры свободных концов термопары. В этих случаях компенсационные провода должны быть доведены до зажимов измерительного прибора.
Постепенно повышая силу тока в поверочной печи, с помощью образцовой термопары устанавливают в печи температуры, следующие одна за другой через целые сотни градусов, стабилизируя печь на каждой температуре в течение нескольких минут.
Значение установившейся в печи температуры определяют по термо-ЭДС образцовой термопары, отсчитываемой лабораторным потенциометром, и одновременно отсчитывают (без постукивания) показания измерительного прибора пирометра.
Дойдя до верхнего предела шкалы измерительного прибора, постепенно снижают температуру в печи и в обратном порядке повторяют отсчеты показаний измерительного прибора приблизительно при тех же температурах в печи, что и при повышении температуры.
Для каждого значения температуры в печи находят среднее показание прибора из отсчетов при повышающейся и понижающейся температуре.

Погрешность показаний пирометра находят как разность числовых значений — среднего показания прибора и температуры в печи, определяемой по термо-ЭДС образцовой термопары.
Разность отсчетов показаний измерительного прибора при повышающейся и понижающейся температуре в печи характеризует вариацию показаний пирометра.
Такой метод поверки показаний термоэлектрического пирометра мало эффективен, так как требует значительной затраты времени на поверку одного комплекта. Поэтому удобнее метод холодное градуировки термоэлектрического пирометра. Он заключается в следующем.
Термопару, предназначенную для включения в комплект пирометра, предварительно подвергают индивидуальной градуировке в том интервале температур, который соответствует диапазону шкалы измерительного прибора, и определяют значения ее термо-ЭДС для температур рабочего конца, соответствующих оцифрованным отметкам шкалы измерительного прибора.
Далее, если в качестве измерительного прибора используют автоматический потенциометр, то на его зажимы с помощью лабораторного потенциометра подают напряжения, равные числовым значениям термо-ЭДС термопары. Отклонения показаний потенциометра от оцифрованных отметок шкалы являются погрешностями поверяемого пирометра.
При поверке термоэлектрических пирометров, в комплект которых входит платинородий-платиновая термопара, следует иметь в виду, что часть термопары, находящаяся в печи при высокой температуре, существенно меняет свое электрическое сопротивление. Величина, на которую вследствие этого меняется Rвн пирометра, может быть определена расчетом.
Допустимая инструментальная погрешность термоэлектрического пирометра, представляющего собой комплект из термопары и измерительного прибора, очевидно, может быть легко определена арифметическим суммированием допустимых погрешностей каждого из составляющих комплекта.
Так, например, для пирометра, состоящего из термопары с допустимой погрешностью градуировки ±0,75% и измерительного прибора класса 1,5, допустимая погрешность будет равна ±2,25% от верхнего предела измерений пирометра.
Если термоэлектрический пирометр проверяют индивидуально, то суммарную инструментальную погрешность измерения температур таким пирометром оценивают исходя из величин возможных погрешностей термопары, компенсационных проводов и измерительного прибора в соответствии с классом точности последнего.

В показаниях термоэлектрического пирометра, использующего милливольтметр в качестве измерительного прибора, может возникнуть систематическая погрешность, обусловленная несоответствием величины сопротивления внешней цепи в условиях эксплуатации тому значению, которое принимали при поверке пирометра.
В связи с этим часто возникает необходимость измерения сопротивления внешней цепи пирометра при термопаре, установленной в нагретой печи.
В этом случае (при подключении цепи термопары в плечо обычной мостовой схемы для измерения сопротивления) в схеме, помимо источника тока, питающего схему, возникнет второй источник (термопара). Нормальная работа мостовой схемы в этом случае будет нарушена.
В термоэлектрических пирометрах, в комплект которых входит автоматический потенциометр, снабженный градусной шкалой» изменение термо-ЭДС термопары, обусловленное колебаниями температуры ее свободных концов, автоматически корректируется с помощью устройства, встроенного в потенциометр.
Для нормальной работы этого устройства необходимо только, чтобы к зажимам потенциометра были непосредственно подключены концы компенсационных проводов от термопары.
Это же правило следует соблюдать при монтаже пирометра, в состав которого входит милливольтметр, снабженный биметаллическим корректором, устанавливающим стрелку милливольтметра при разорванной цепи термопары на отметку шкалы, соответствующую температуре самого милливольтметра.
В практике промышленных измерений температур нередко приходится вводить термопару в пространство с мощным электрическим полем. Таковы, например, условия измерения температур жидкой стали в дуговых электропечах.
Сильное снижение электроизоляционных свойств керамической арматуры термопар при высоких температурах приводит к тому, что в цепь термопары проникает переменный ток промышленной частоты с напряжением, достигающим в ряде случаев десятков вольт.
Заземление термопары далеко не всегда позволяет в должной мере устранить искажающие наводки переменного тока. Более радикальным средством является включение в цепь термопары емкости и индуктивности.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник
Ремонт термоэлектрических преобразователей
Осмотр термоэлектрических преобразователей
Термопреобразователь разбирают на отдельные части, очищают их от грязи и тщательно осматривают с целью выяснения состояния термоэлектродов и их рабочего конца, зажимов на вкладыше головки и самого вкладыша, керамического изоляционного вкладыша (стаканчика) для рабочего конца термопары, защитной трубки.
При осмотре термопар, у которых термоэлектроды изготовлены из неблагородных металлов или сплавов (медь, копель, хромель, алюмель и др.), проверяют отсутствие поперечных трещин, которые иногда появляются в результате длительной работы термопреобразователя при высоких для термоэлектродов температурах или вследствие частых попеременных изменений температуры исследуемой среды, то в сторону повышения, то в сторону понижения.
Появление трещин в термоэлектродах может быть также следствием механических напряжений от неправильного армирования термопреобразователя. Так, применение двухканальных изоляторов при толстых термоэлектродах часто приводит к выходу термопреобразователей из строя. Недопустимо, чтобы термопара, особенно изготовленная из толстых термоэлектродов, своим рабочим концом упиралась в дно защитной трубки или изоляционного керамического вкладыша (стаканчика).
При внешнем осмотре термопар, термоэлектроды которых изготовляются из благородных металлов или сплавов (платина, платинородий и др.), проверяют отсутствие на их поверхности «пересечек» — мелких углублений как бы от удара ножом. При их обнаружении термоэлектроды в местах, где замечены «пересечки», разрывают и сваривают.
Отжиг термопар из благородных металлов
 В эксплуатационных условиях при очень высоких температурах не всегда удается защитить платинородиевые и платиновые термоэлектроды от воздействия на них восстановительной газовой среды (водород, оксид углерода, углеводороды) и агрессивных газовых сред (углекислота) в присутствии паров оксидов железа, магния и кремния. Кремний, присутствующий почти во всех керамических материалах, представляет собой наибольшую угрозу для платинородий-платиновых термопреобразователей.
В эксплуатационных условиях при очень высоких температурах не всегда удается защитить платинородиевые и платиновые термоэлектроды от воздействия на них восстановительной газовой среды (водород, оксид углерода, углеводороды) и агрессивных газовых сред (углекислота) в присутствии паров оксидов железа, магния и кремния. Кремний, присутствующий почти во всех керамических материалах, представляет собой наибольшую угрозу для платинородий-платиновых термопреобразователей.
Термоэлектроды этих термопреобразователей легко его поглощают с образованием силицидов платины. Происходит изменение термо-ЭДС, уменьшается механическая прочность термоэлектродов, иногда они полностью разрушаются в связи с возникшей хрупкостью. Неблагоприятное влияние оказывает присутствие угольных материалов, например графита, так как в них есть примеси кремнезема, который при высоких температурах в контакте с углем легко восстанавливается с выделением кремния.
Для удаления загрязняющих веществ из термоэлектродов благородных металлов или сплавов термопары подвергают отжигу (прокаливанию) в течение 30. 60 мин электрическим током на воздухе. Для этого термоэлектроды освобождают от изоляторов и подвешивают на двух штативах, после чего обезжиривают при помощи тампона, смоченного чистым этиловым спиртом (1 г спирта на каждый чувствительный элемент). Свободные концы термоэлектродов подключают к электрической сети напряжением 220 или 127 В частотой 50 Гц. Ток, необходимый для отжига, регулируют посредством регулятора напряжения и контролируют по показаниям амперметра.
 Чувствительные элементы термопреобразователей с градуировочной характеристикой ПП (платинородий — платина) с термоэлектродами диаметром 0,5 мм отжигают при токе 10 — 10,5 А [температура (1150 + 50) °С], чувствительные элементы с градуировочной характеристикой типа ПР-30/6 [платинородий (30 %) — платинородий (6 %)] отжигают при токе 11,5. 12 А [температура (1450 + 50) °С].
Чувствительные элементы термопреобразователей с градуировочной характеристикой ПП (платинородий — платина) с термоэлектродами диаметром 0,5 мм отжигают при токе 10 — 10,5 А [температура (1150 + 50) °С], чувствительные элементы с градуировочной характеристикой типа ПР-30/6 [платинородий (30 %) — платинородий (6 %)] отжигают при токе 11,5. 12 А [температура (1450 + 50) °С].
Во время отжига термоэлектроды промывают бурой. Для этого на жестяную или какую-либо другую пластинку насыпают буру и затем пластинку передвигают вдоль нагретого термоэлектрода таким образом, чтобы он был погружен в буру (не забывать об электропроводности пластинки). Достаточно 3 — 4 раза провести пластинкой с бурой вдоль термоэлектрода, чтобы платинородий и платина были чистыми, без поверхностных загрязнений.
Может быть рекомендован и иной способ: по раскаленному термоэлектроду сплавляют каплю буры, давая этой капле свободно скатываться.
По окончании отжига ток плавно уменьшают до нулевого значения в течение 60 с.
После очистки оставшуюся на термоэлектродах буру удаляют: крупные капли — механически, а слабые остатки — промывкой в дистиллированной воде. Затем термопару вновь отжигают. Иногда промывки бурой и отжига бывает недостаточно, так как термоэлектроды все же остаются жесткими. Это указывает на то, что платина впитала кремний или другие несгорающие элементы и необходима очистка на аффинажном заводе, куда и направляют термоэлектроды. Так же поступают, если на термоэлектродах остаются поверхностные загрязнения.
Проверка однородности термоэлектродов
 При практическом использовании термопреобразователя всегда обнаруживается некоторая разница температур вдоль длины его термоэлектродов. Рабочий конец термопреобразователя обычно располагается в зоне наивысшей температуры, например в центре дымохода. Если перемещать некий измеритель температуры, например рабочий конец термопреобразователя (подключенный к другому милливольтметру), вдоль термоэлектродов первого термопреобразователя в направлении от рабочего к свободным концам, то будет отмечаться уменьшение температуры по мере удаления от центра дымохода к его стенкам.
При практическом использовании термопреобразователя всегда обнаруживается некоторая разница температур вдоль длины его термоэлектродов. Рабочий конец термопреобразователя обычно располагается в зоне наивысшей температуры, например в центре дымохода. Если перемещать некий измеритель температуры, например рабочий конец термопреобразователя (подключенный к другому милливольтметру), вдоль термоэлектродов первого термопреобразователя в направлении от рабочего к свободным концам, то будет отмечаться уменьшение температуры по мере удаления от центра дымохода к его стенкам.
Каждый из термоэлектродов по длине обычно обладает неоднородностью (негомогенностью) — сказываются незначительное различие в составе сплава, наклеп, механические напряжения, местное загрязнение и т. п.
В результате неравномерного распределения температуры вдоль термоэлектродов и их неоднородности в термоэлектрической цепи возникают присущие точкам неоднородности термоэлектродов собственные термо-ЭДС, часть которых суммируется, часть вычитается, но все это приводит к искажению результата измерения температуры.
С целью уменьшения влияния неоднородности каждый термоэлектрод термопар из благородных металлов, особенно образцовых, после отжига проверяют на однородность.
Для этого выпрямленный проверяемый термоэлектрод вводят в невключенную небольшую трубчатую электропечь, способную при нагревании создавать местное тепловое поле. К положительному термоэлектроду присоединяют отрицательный зажим чувствительного нулевого гальванометра, к положительному зажиму этого гальванометра подключают положительный зажим источника регулируемого напряжения (ИРН), а к отрицательному зажиму ИРН — отрицательный термоэлектрод термопары. Такое включение ИРН дает возможность скомпенсировать (уравновесить) термо-ЭДС термопары напряжением от ИРН. Чтобы не повредить чувствительный нулевой гальванометр, сперва вместо него включают более грубый нулевой гальванометр, производят компенсацию термо-ЭДС, затем меняют местами нулевые гальванометры и выполняют окончательную компенсацию термо-ЭДС, используя реостаты плавного регулирования ИРН и чувствительный нулевой гальванометр.
Включают электропечь, создают местный прогрев исследуемого термоэлектрода и медленно протягивают его через печь по всей его длине. При однородности металла или сплава термоэлектрода указатель нулевого гальванометра будет находиться на нулевой отметке. В случае же неоднородности термоэлектродной проволоки указатель нулевого гальванометра отклонится влево или вправо от нулевой отметки. Неоднородный участок термоэлектрода вырезают, концы сваривают и спай проверяют на однородность.
При наличии незначительной неоднородности, когда дополнительная термо-ЭДС не превышает половины допускаемой погрешности для термо-ЭДС данной пары, участок термоэлектрода не вырезают и с указанной неоднородностью не считаются.
Подготовка термоэлектродов к сварке
Если позволяет длина оставшихся несгоревшими термоэлектродов, вместо разрушенного рабочего конца изготавливают новый.
Если имеется возможность изготовить термопару из новых термоэлектродов, самым тщательным образом проверяют соответствие материала термоэлектродов изготавливаемому термопреобразователю, чтобы убедиться в его качественности.
Для этого на основании нормативных документов устанавливают род материала, его техническую характеристику, результаты испытания материала ОТК (отделом технического контроля) завода-изготовителя. При соответствии этих данных техническим требованиям материал может быть использован; в противном случае его подвергают испытаниям.
Для проверки однородности от бухты материала отрезают кусок термоэлектрода длиной, превышающей необходимую для изготовления термопреобразователя, после чего с помощью зажимов к концам термоэлектрода подключают короткие медные соединительные провода. Зажимы опускают в теплоизоляционные сосуды с тающим льдом (0 °С) и определяют однородность материала термоэлектрода.
Для определения рода материала и его класса от бухты отрезают около 0,5 м термоэлектрода и сваривают его с таким же куском платиновой проволоки. Рабочий конец полученной термопары помещают в паровой термостат с температурой 100 °С, а свободные концы отводят в теплоизоляционные сосуды с тающим льдом (0 °С) и соединяют медными проводами с потенциометром. По термо-ЭДС, развиваемой термопарой, определяют род и класс материала.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник