Pereosnastka.ru
Обработка дерева и металла
Термоэлектрические преобразователи, поступающие в ремонт после разборки и очистки, тщательно осматривают, определяя состояние термоэлектродов, рабочего конца, защитной трубки и зажимов контактной головки. При осмотре электродов из неблагородных металлов проверяют, нет ли в них трещин, обрывов, которые могут появляться в условиях воздействия повышенных температур. При обнаружении дефектов термоэлектроды заменяют новыми, которые могут быть изготовлены из термоэлектродной проволоки. Последнюю нарезают на куски необходимой длины, скручивают между собой на рабочем конце и сваривают. Сваривать электроды можно в пламени электрической дуги или газовой горелки до появления шарика расплавленного металла на конце скрутки. Пластинчатые термоэлектроды сваривают обычно внахлестку с помощью аппарата для контактной сварки.
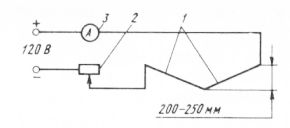
Рис. 1. Схема отжига термоэлектродов термопары
Электроды термопар из благородных металлов помимо чистки подвергают отжигу, так как при длительной эксплуатации они загрязняются окислами металлов и науглероживаются. Отжиг электродов осуществляют электрическим током 10,5 — 11 А в течение 3 — 4 ч. Схема отжига показана на рис. 1.
Электроды отжигаемой термопары присоединяют через реостат и амперметр к токоподводящим проводам, растягивая свободные концы в разные стороны так, чтобы рабочий конец стал ниже их на 200 — 250 мм. Включив ток, на верхние концы электродов наносят буру, которая, плавясь, каплями стекает по электродам, очищая их. Закончив очистку, электроды промьюают в дистиллированной воде. Чистку электродов также можно выполнять в крепком растворе соляной или азотной кислоты с последующей промывкой водой и сушкой. После ремонта на электроды надевают изоляционные трубки и присоединяют клеммную панель. На рабочий конец термопары надевают изоляционный наконечник и вставляют собранную термопару в защитную арматуру. После ремонта необходимо мегомметром измерить сопротивление электрической изоляции между термоэлектродами и корпусом, а также между отдельными термопарами двойных и многозонных термопар. Сопротивление изоляции должно быть не менее: 5 МОм — при температуре (20 ± 5) °С и относительной влажности до 80% для всех термопар; 0,5 МОм — при температуре 35 °С и относительной влажности (95 ± 3) % для влаго- и водозащищенных термопар.
Термопреобразователи сопротивлений, поступившие в ремонт, подлежат разборке и внешнему осмотру, при котором устанавливают видимые повреждения защитной арматуры, чувствительного элемента, головки и зажимов. Поврежденный чувствительный элемент медного термопреобразователя подлежит замене новым или же его изготовляют в мастерской. Материалом для намотки может служить провод марки ПЭШО или ПЭС диаметром 0,1 мм. Провод равномерно наматывают на каркас и каждый слой покрывают бакелитовым или глифталевым лаком. Готовый элемент сушат при температуре 150 °С в течение 6 ч. После охлаждения выполняют проверку, подгонку и сравнение характеристик датчика с градуировочными данными. При ремонте платинового термопреобразователя сопротивления обрыв проволоки чувствительного элемента устраняют сваркой на небольшой вольтовой дуге, после чего элемент собирают заново. После ремонта производят проверку сопротивления чувствительного элемента. Проверка, подгонка и сравнение характеристик отремонтированного термопреобразователя с градуировочными данными должны осуществляться с помощью одинарного или двойного моста класса не ниже 0,05.
Источник
Ремонт термометров сопротивления медных
Неисправности элементов автоматического управления, методы их определения и устранение. Ремонт средств автоматизации (263)
Ремонт медных термометров сопротивления. При выходе из строя чувствительного элемента медного термометра сопротивления (ТС) изготавливают новый. На старый или вновь подготовленный каркас наматывают с равномерным шагом медный провод марки ПЭШО или ПЭС диаметром 0,1 мм; каждый слой обмотки покрывают бакелитовым лаком. После просушки для получения стабильных характеристик ТС подвергают искусственному старению (процесс ведут при температуре 150 С в течение 6 ч). После охлаждения проверяют номинальное сопротивление термометра. При сборке ТС выводы припаивают к зажимам припоем ПОС-60.
Правильность градуировки ТС проверяют по схеме, показанной на рисунке 68. Температуру изменяют термостатом ТС-24, подогревая масло или воду в емкости при тщательном перемешивании, либо поочередно помещая датчик в лед (0 °С) и кипящую воду (100 °С). Измеряют температуру образцовым термометром типа TJ1. Сопротивление проверяемого термометра определяют мостом МО-62.
Ремонт платиновых термометров сопротивления. ТС разбирают, отделяя чувствительный элемент от слюдяной оболочки, стяжек и каркаса. В случае обрыва платиновую проволоку сваривают в растворе поваренной соли, используя переменный ток при напряжении 20—24 В. Если произошло межвитковое замыкание, то витки раздвигают и крепят их в соответствующих пазах слюдяной пластины. Поврежденную пластину заменяют новой.
Работоспособность платиновых термометров и их соответствие требуемому классу точности проверяют аналогично медным; образцовая измерительная аппаратура должна быть более высокого класса точности.
Ремонт термопар. В местах обрыва термопары сваривают электрической дугой, образованной между графитовыми электродами (расстояние 6. 8 мм). Предварительно концы оборванных проводников скручивают и ведут сварку до образования на них расплавленного шарика. Провода термопар типа ХА, ХК можно сваривать, используя в качестве флюса буру, которую затем удаляют при резком охлаждении термопары в воде.
Работоспособность термопар и их соответствие требуемому классу точности проверяют аналогично термометрам сопротивления, но вместо моста применяют образцовый потенциометр.
Ремонт манометрических термометров. Чтобы определить возможную негерметичность, в термосистему через капилляр подают азот, плавно повышая его давление от 0 до 3 МПа, а термобаллон с капилляром и измерительной пружиной помещают в резервуар с керосином. Пузырьки азота в жидкости указывают на место разгерметизации.
Повреждения в термобаллоне устраняют пайкой; непригодные участки капилляра вырезают, устанавливают вставки из медной трубки диаметром 2. 3 мм и припаивают, используя припой
Неисправные пружинные чувствительные элементы можно паять, но, как правило, их заменяют новыми. Пружинный элемент выпаивают из держателя с помощью газовой горелки, зачищают гнездо и устанавливают в него новую пружину. Паяют припоями ПОС-40 или П0060, применяя раствор канифоли » спирте или ацетоне.
После ремонта термосистему заполняют газом или жидкостью (согласно паспорту) до заданного давления, которое контро- I лируют по образцовому манометру. Затем капилляр расклепывают I и припаивают.
Работоспособность термометров и их соответствие требуемому классу точности проверяют по образцовому термометру.
Ремонт измерительных преобразователей давления, разрежения, разности давлений, манометрических приборов для измерения уровня. Герметичность данных приборов проверяют так же, как манометрических термометров. Как правило, место разгерметизации — это чувствительный элемент прибора.
У мембранных приборов паяют только места соприкосновения мембраны с корпусом. В остальных случаях мембрану заменяют новой. У сильфонных приборов чувствительные элементы не ремонтируют, а заменяют. Пружинные элементы манометров ремонтируют аналогично пружинным термометрам.
Для проверки работоспособности преобразователей давления и их соответствия требуемому классу точности используют гру- зопоршневые манометры МП-2,5, МП-60 и МП-600. Грузопоршне- вой манометр (рис. 69) состоит из цилиндра 1 и поршня 2. Давление в системе можно изменять, перемещая поршень, а акже нагружая эталонными гирями 4 платформу J. Контролируемый манометрический преобразователь давления 3 и образцовый манометр б крепят с помощью штуцеров и соединяют с полостью системы игольчатыми клапанами 7•
При проверке преобразователя давления типа МЭД (рис. 70),
трансформаторного датчика ДТД 2, применяют кроме образцового манометра эталонный измеритель индуктивностей. Для этих целей используют магазин индуктивностей P50J7 (рис. 71). Питание подводят от сети переменного тока через автотрансформатор 77 и разделительный Т2. Для контроля силы тока служит миллиамперметр РА1> баланса схемы — гальванометр РЛ2 марки М501.
Проверку ведут в следующем порядке. При нулевом давлении, определяемом по образцовому манометру РР, с помощью автотрансформатора устанавливают ток, равный 125 мА, контролируя его миллиамперметром. Рукояткой М0 магазина Р5017> используя гальванометр, балансируют схему и определяют остаточную индуктивность датчиком ДТД, входящим в состав преобразователя типа МЭД. Если ее значение превышает 0,1 мГн, то датчик разбирают и добиваются симметричного положения обмоток относительно плунжера.
Изменяя давление в грузопоршневом манометре в пределах диапазона измерения преобразователя давления, находят его индуктивность с помощью магазина P50J7. Сравнивая полученные значения с паспортными данными, устанавливают, пригоден ли преобразователь к эксплуатации. Кроме индуктивности датчика ДТД определяют его тангенс угла диэлектрических потерь.
Преобразователь считают исправным, если погрешности в проверяемых точках не более допустимой основной погрешности, а тангенс угла диэлектрических потерь не превышает пределов, установленных техническими условиями.
Работоспособность других типов преобразователей давления, разрежения, разности давлений, манометрических уровнемеров проверяют аналогично МЭД. При этом необходимо применять соответствующую измерительную аппаратуру.
Рремонт электроизмерительных приборов. Основная причина (Сличения погрешности измерительных приборов 4 трение в Р^рах подвески. Для его устранения необходимо провести I °оавку кернов. Угол конуса керна должен быть в пределах 50-55 Правку выполняют кругами из яшмы или алмазов, полирование — кругами из кожи или фетра и пастой ГОИ.
При обрыве или изгибе спиральные токопроводящие пружины выпаивают. Незначительный изгиб или скручивание устраняют с помощью двух пинцетов. Сильно деформированные пружины заменяют новыми, которые навивают на специальные оправки. Пружины устанавливают и припаивают после тщательной корректировки их размеров.
Основные неисправности в обмотках — обрыв и межвитковые замыкания; в обоих случаях обмотки заменяют новыми, изготовленными согласно техническим паспортам. Длину провода определяют, исходя из требуемого сопротивления обмотки. В процессе намотки на рамку обмотку пропитывают бакелитовым лаком. После этого выполняют сушку: естественную в течение 6. 8 ч, а затем при температуре 100. 120 °С в течение 8 ч. Далее зачищают рамку, контролируют сопротивление обмотки и паяют ее выводы. Окончательно сопротивление подбирают с помощью добавочных резисторов, включаемых последовательно или параллельно обмотке и используемых для температурной компенсации и установки пределов измерения прибора.
При ухудшении магнитных свойств и стабильности характеристик магниты ремонтируют. Для этого их подвергают вначале искусственному старению, т. е. выдерживают в термопечи при температуре 100. 120 °С в течение 6. 8 ч с последующим естественным охлаждением.
Для намагничивания магнита (рис. 72) используют переменный ток, подводимый через трансформатор ГЛ. Магнит ПМ устанавливают на короткозамкнутой медной шине Ш трансформатора. При размыкании автоматического выключателя QF в шине должен индуцироваться намагничивающий импульс тока силой до 25 кА.
После ремонта измерительный прибор собирают и балансируют его подвижную часть с помощью грузиков-противовесов и их
Источник
Ремонт приборов для измерения температуры.
Наиболее распространенными неисправностями приборов данной группы являются: частичная или полная разгерметизация термосистемы термобаллон – капилляр; неисправности в кинематических элементах показывающего устройства; отказы сигнальных устройств и контактных групп; неисправности и отказы механизмов привода диаграммного устройства.
Для проверки герметичности термосистемы термобаллон помещают в термостат, изменяют температуру его нагрева и методом сравнения показаний образцового и ремонтируемого манометрического термометра определяет гермотичность термосистемы. Если основная погрешность манометрического термометра лежит в пределе его класса точности, то термосистема герметична.
Отсутствие приращения показаний на приборе при повышении температуры указывает на потерю чувствительности термосистемы вследствие нарушения ее герметичности.
Место разгерметизации определяет подачей азота в термосистему через капиллярный отросток, для этого редуктором плавно повышается давление азота в пределах 1,5 – 3,0 МПа (15 – 30 кгс/см 2 ), термобаллон с капилляром погружают в емкость с водой, а пружину показывающего прибора – в емкость с керосином или бензином. Пузырьки азота, поднимающиеся на поверхность жидкости, указывают место разгерметизации датчика.
Наибольшую трудность представляет определение разгерметизации капилляра, так как он защищен металлической защитной оболочкой.
Место повреждения в термобаллоне устраняется запаиванием припоем типа ПСр –м 45; при не плотности капилляра вырезают поврежденный участок, устанавливают на капилляре ставки из медной трубки О 2-3 мм и опаивают ее припоем типа ПСр -45.
После ремонта термосистему проверяют на падение давления в системе; если падение давления отсутствует, то термосистеме герметична.
Затем термосистему заполняют наполнителем (газом, жидкостью или конденсатом) согласно паспортным данным прибора. Давление в термосистеме контролируют по образцовому манометру. Величина давления, при котором заполняется система, называется начальным давлением. Величина начального давления определяется согласно паспорту прибора и зависит от пределов измерения манометрического прибора и характеристики пружины. Для газовых термометров начальное давление составляет 1,0 – 3,4 МПа (9,8 – 34,4 кгс/см 2 ).
Отросток капилляра после данной операции расклепывают.
Нарушения и отказы в кинематических звеньях возникают при увеличении трения, загрязнения и коррезии элементов измерительного механизма, а также при плохих соединениях кинематических звеньев.
При неисправностях необходимо осмотреть элементы, проверить трение в соединениях измерительного механизма с пером и пружиной. При обнаружении повышенного трения и загрязнения механизма его разбирают, чистят и промывают в бензине.
Если при проверки манометрического термометра после его ремонта обнаруживается несоответствие показаний с действительной температурой, то необходимо произвести корректировку «нулевого» положения стрелки прибора при установки термобаллона в среду тающего льда т.е. при 0 о С.
Отказы сигнальных устройств происходят, как правила при неправильной эксплуатации прибора, в условиях повышенной вибрации, превышении максимально допустимого тока через контактные устройства. При этом возникает повышенное искрение контактных групп, «залипание» контактов, а также их обогревание.
Периодические контакты сигнальных устройств необходимо волосяной щеточкой, смоченной в бензине и техническом спирте.
Категорически запрещаются защищать контакты надфилями и мелкозернистой шкуркой во избежание нарушения поверхности контактов и снятия с серебра. Обогревающие контакты подлежат зазоры контактов четкость их срабатывания.
К неисправностям механизма привода диаграммного устройства следует отнести: превышение погрешности хода диаграммы свыше допустимых норм; периодические отказы механизмов привода.
Основными неисправностями термопар и термометров сопротивлений являются: обрыв чувствительных элементов, замыкание элементов на корпус, межвитковое замыкание термометра сопротивления, понижение сопротивление изоляции, повреждение защитной гильзы.
Сопротивление изоляции обмотки термометра сопротивления и термопары замеряют мегомметром типа М1101М на 500В. Целостность обмотки и значения сопротивления термометра определяются лабораторным мостом типа МВУ – 49, образцовым мостом МО. Причиной уменьшения величины сопротивления по сравнению с градировочными данными может явиться витковое замыкание датчика или утечка тока через блок зажима.
При обрывах обмотки термометра сопротивления их заменяют новыми чувствительными элементами той же градуировки, а при их отсутствии выполняют ремонт термометров.
Ремонт медных термометров сопротивления. Ремонт заключается в изготовлении (намотки) чувствительного элемента. Для этого на предварительно подготовленный и бакелизированный каркас равномерным шагом медный привод марки ПЭШО или ПЭС диаметром 0,1 мм; каждый слой обмотки покрывают бакелитовым или глифталевым лаком. После просушки элемент с целью получения стабильной характеристики термопар сопротивления подвергается старению, которое ведется при температуре 150 о С в течение 6 ч. После охлаждения производится проверка, подгонка и сравнение характеристики термометра с градуировочными данными. Перед сборкой термометра выводы зажимов припаивают к концам чувствительного элемента припоем типа ПОС – 60.
Ремонт платиновых термометров сопротивления. При ремонте чувствительный элемент разбирают, отделяя его от слюдяных накладок, стяжной ленты и каркаса. Обрыв устраняют сваркой платиновой проволки в электрической дуге или в растворе поваренной соли переменным током напряжением 20 – 24 В.
При витковом замыкании элемента либо заменяют поврежденную слюдяную пластину с насечками, либо короткозамкнутые витки раздвигают и укладывают в соответствующие пазы в слюдяной пластине. Проверка, подгонка и сравнение сопротивления термометра с градировочными кривыми производятся с помощью мостов сопротивления типа МВУ-49 или МО.
Сопротивление изоляции отремонтированных и собранных в чехол термометров замеряют мегомметром, при этом напряжение прикладывается на корпус и закороченные выводы термометра, Величина сопротивления изоляции в зависимости от исполнения термометров сопротивления лежит в пределах 1 – 10 Мом.
Ремонт термопар при обрывах и нестабильности работы заключается в разборке и осмотре состояния рабочего конца и термоэлектродов, При обнарижении дефектов термопары ремонтируют. Места обрывов сваривают, Сварка рабочего конца термопары прозводится после скрутки концов электродов в электрической дуге между графитовыми электродами малого диаметра (5 – 8 мм) до образования расплавленного шарообразного окончания на конце электродов.
Обрывы электродов термопар типов ХА, ХК можно устранить дуговой сваркой. Для этого на вторичную обмотку понижающего трансформатора через графитовый электрод подсоединяют оборванные части термоэлектрода – с прикосновением графита к частям термоэлектрода возникает дуга и части свариваются. При сварке термопар типов ХА, ХК в качестве флюса используется бура, которая после сварки удаляются резким охлаждением в воде.
При ремонте термопары из благородных металлов ее подвергают отжигу, чистке и проверке на однородность электродов. Отжиг производится нагревом электрическим током до температуры 1300 о С в течение 1 ч, при этом бурой ведут чистку электродов от оксидов. Однородность термоэлектрических свойств электродов проверяют милливольтметром, подключенным к свободным концам термопары. Затем термоэлектрод помещают в муфельную печь. При медленном перемещении электрода через печь измеряется термо-э.д.с. Если термо-э.д.с. превышает половину допустимой погрешность термопары, то на данном нагретом участке существует неоднородность и этот участок подлежит замене.
Дата добавления: 2018-09-20 ; просмотров: 4631 ; Мы поможем в написании вашей работы!
Источник