Ремонт и реставрация слесарных тисков своими руками

Слесарные тиски — незаменимый помощник для домашних и профессиональных работ. Со временем любой инструмент может выйти из строя. Не стоит спешить покупать новое приспособление. Тиски можно отремонтировать своими руками. В данной статье речь пойдет о причинах и признаках поломки, а также о том, как можно восстановить инструмент.


Признаки и причины поломки
Главной причиной поломки слесарных тисков является приложенное мастером чрезмерного усилие при затягивании заготовок. Второй причиной может послужить использование инструмента не по назначению. Обнаружение поломки происходит позже, спустя несколько лет или даже больше. Как правило, деформации подвержены чугунные модели слесарных тисков.

Признаки того, что тиски сломались:
- разрушение подвижных лапок;
- разлом гайки в станочных моделях;
- разрушение наковальни в чугунных приспособлениях;
- кривизна фиксирующих лапок;
- люфт винта;
- выкручивается вал при попытке разжать заготовку;
- невозможность разжать заготовку;
- срезанный штифт;
- плохая фиксация заготовок.
Некоторые дефекты слесарных тисков можно обнаружить сразу. К таким незначительным поломкам относятся трещины, сколы, излом или изгиб отдельных деталей.
После выявления признаков поломки следует произвести ремонт тисков. Сделать это можно в домашних условиях.


Как отремонтировать?
Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время. Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла.
После процедур очистки и разбора следует приступить к самому процессу ремонта. Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Швы зачищают лепестковым кругом. Также сварные швы можно обработать напильником по металлу.



Теперь нужно заново собрать инструмент. Порядок действий при сборе тисков таков:
- главные лапки надвигают на основание;
- лапки продвигают как можно левее, это поможет легко установить планки при следующем шаге;
- сперва крепится одна планка, затем вторая;
- для финишной фиксации планок требуется сдвинуть лапки вправо;
- после этого необходимо вставить гайку и закрепить в ней винт.



Если тиски в запущенном состоянии, то для выкручивания ржавых болтов и деталей рекомендуется использовать керосин. Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки. Во время работы необходимо использовать защитные очки. Для устранения незначительных дефектов (царапины, неглубокие трещины) поверхность изделия требуется зачистить или запаять.


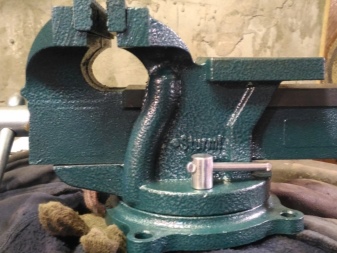
Восстановление
После выполненного ремонта тиски нужно отреставрировать. Для того чтобы инструмент принял надлежащий вид, его нужно смазать и покрасить. Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство.

Для смазки инструмента нужно сделать следующее:
- снять подвижные лапки;
- прокрутить рукоять, выдвинуть лапку и снять её;
- винт и отверстие лапки прочистить щеткой и еще раз обезжирить;
- затем следует нанести смазку на винт в умеренном количестве.
Далее следует собрать тиски и прокрутить ручку. Если механизм идет плавно, то больше ничего делать не нужно. Если же тисы ходят туго, то дополнительно можно смазать маслом раздвижные лапки. После смазывания слесарные тиски необходимо оставить на некоторое время.


Также во время реставрации рекомендуется наложить на тиски несколько слоев грунтовки перед покраской. Использование грунтовки скрывает все неровности и лучше держит краску


Чем покрасить?
Средства для покраски слесарных тисков могут быть такими.
- Молотковая эмаль. Данный вид покраски оставляет после себя привлекательный внешний вид инструмента. Но стоит учитывать, что при механическом воздействии краска легко скалывается.
- Эпоксидная краска. Надежный вид покраски. Минусов не имеет. Незначительным недостатком считается малая цветовая палитра представленного ассортимента.
- Краска Sadolin. Автомобильная краска. Перед работой следует хорошо прогрунтовать поверхность.
- Набор для покраски ванн. Для слесарных тисков подойдет белая эпоксидная двухкомпонентная краска.



Те детали, которые не планируется красить, можно заклеить скотчем. Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично.
Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния. Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
При явных поломках рекомендуется полностью разобрать изделие и произвести полный ремонт.
Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках.

Реставрация слесарных тисков представлена на видео далее.
Источник
Восстановление тисков
Достались бу тиски советские. Фоту могу сделать попозже. Не ржавые, особо не убитые, просто бу. разобрал, почистил и т.п. Возник ряд вопросов:
1) Одна губка замята с одного края, хочется поменять. Из чего лучше сделать и какую марку стали для этого выбрать.
2) Чем смазать рабочий винт? Литол или графитка?
3) чем смазать направляющие?
4) Пружина силовая, которая на винте показалось слабоватой, от чего можно поставить?
*Boston* написал :
Из чего лучше сделать и какую марку стали для этого выбрать.
Посоветовать то не сложно. Вот только возможности Ваши не известны.
Alex___dr написал :
Посоветовать то не сложно. Вот только возможности Ваши не известны.
ну пока что возможности мои крайне ограничены. Заказать где-то, где есть какие-либо станки не представляется возможным. Просто не знаю где, ну развалились все производства что было известны мне. Так что придется пока слесарничать. особых требований не не прилагаю к губкам.
*Boston* написал :
1) Одна губка замята с одного края, хочется поменять.
*Boston* написал :
2) Чем смазать рабочий винт? Литол или графитка?
не имеет значение, но я отдаю предпочтение графитке
*Boston* написал :
3) чем смазать направляющие?
(Ща пинать будут) Ничем, на смазанную поверхность напипает пыль, стружка и прочие отходы которые выступают в качестве абразива и увеличивается износ по сравнению с сухим, я например никогда не смазываю направляющие тисков и патрон токарника(правда патрон не мажу немного по другим причинам)
*Boston* написал :
4) Пружина силовая, которая на винте показалось слабоватой, от чего можно поставить?
Надо знать хотя-бы какие тиски- я не медиум, и почему думаете что она слаба?
смазка — графитка.
на счет губки — медь, латунь. Но вполне можно и шлифануть, как уже посоветовали (если конечно там замятина не на половину толщины  )
)
про пружину — только по фото можно определить.. кто знает какая у нее длина, диаметр и жесткость? Кстати, а почему слабая? может быть просто не хорошо поверхности прочистили, заедает где?
Gins написал :
на счет губки — медь, латунь.
Ну это вы про накладки на стальные губки наверное хотели посоветовать.
А автора интересует из какой стали изготавливаются губки, которые прикручены к чугунному литью ( я ТАК думаю «Мимино»)
Vidis написал :
патрон не мажу немного по другим причинам
Вам не нравится масло в лицо  ? Это же так освежает
? Это же так освежает
Викторыч написал :
Вам не нравится масло в лицо ? Это же так освежает
и по этой причине тоже, но главная причина это то, что если стружка попадает в смазанный патрон ее от туда очень тяжело извлечь, патрон начинает заедать, теряется точность
Madman написал :
Ну это вы про накладки на стальные губки наверное хотели посоветовать.
А автора интересует из какой стали изготавливаются губки, которые прикручены к чугунному литью
Да, вы правильно говорите, я имел ввиду губки, что прикручены к чугунию . Вариант со шлифовкой вполне приемлем. Пока буду пользоваться такими, а при появившейся возможности отдам шлифануть.
Винт намажу графиткой ибо ее цельна банка есть. направляющие почищу, может конечно этого будет достаточно и пружину менять не стоит. Фоту пружины и тисков сделаю на днях
*Boston* написал :
я имел ввиду губки, что прикручены к чугунию
наплавить электродом и потом уже подравнивать диском для зачистки
Губки лучше изготовить из инстументалки например У8,У9 как вариант сменные накладки из латуни или меди.а так же на губках можно отырезеровать призму для надежного закрепления прутков и трубок.
Закалка 45-50 HRC вполне подойдет.но это пи условии если будете заказывать на производсте.
BIOFAST написал :
а так же на губках можно отырезеровать призму для надежного закрепления прутков и трубок.
не совсем понял про призму, просто не помню визуально как это делается на фабричных тисках. Думал впоследствии заказ комплект съемных губок с треугольным вырезом по горизонтали и вертикали.
Как выглядит слесарная призма я видел, но у нее профиль выглядит так — треугольник и кончик в виде прямоугольника (наверное на совсем понятно написал). стоит ли делать такой сложный проифиль на губках у тисков ?
Достаточно треугольника для надежного крепления цилиндров желательно вертикальный и горизонтальный.
Интересно, а на барахолках этих накладок на губки нету? Помнится, на уроке труда какимто образом лопнули такую накладку, но проблема решилась тут же, путем замены на новую.
Может и есть но сколько ее искать и собственно какова потребность в тисках может проще купить новые.
sledoput написал :
Интересно, а на барахолках этих накладок на губки нету?
губки и накладки на губки это разное. Мы про губки.
BIOFAST написал :
Может и есть но сколько ее искать и собственно какова потребность в тисках может проще купить новые.
_______
Зачем покупать новые? Сейчас 99% китай наверняка в худшем понимании этого слова. Вобщем тиски сегодня дособирал, винт смазал графитной смазкой, направляющие мелкой шкурочкой прошел и вычистил, люфт пропал и соответственно надобность в замене пружины пропала. Кто сделает новые губки вроде бы нашел. так что всё нормально.
Рад за положительный исход я бы тоже старые тиски реанимировал,новые китайские сплошной пластилин по качеству металла.
sledoput написал :
а на барахолках этих накладок на губки нету?
На инструментальных рынках раньше были, по-моему, до сих пор найти можно. Поищите специализированную слесарно-токарную точку.
*Boston* написал :
губки и накладки на губки это разное. Мы про губки.
Аа, звиняйте. Хорошо, я лишен такой проблемы — тиски весом 12-15 кг состоят из двух цельных кусков из твердой стали.
*Boston* написал :
Зачем покупать новые? Сейчас 99% китай наверняка в худшем понимании этого слова.
Нажегся я на таких лет 7-8 назад. Повелся на большую наковальню и широкие губки. Просуществовали они месяца два, сейчас валяются под верстаком: лопнул т.н. «чугуний» в месте захода ходового винта в подвижной губке. Пробовали заварить, так он, собака по соседству вскоре лопнул.
sledoput написал :
тиски весом 12-15 кг состоят из двух цельных кусков из твердой стали.
Точно стали? Может все-таки чугун? Стальные тиски видел только кузнечные, они с непараллельными губками.
Гмм, если чугун — то с очень высокой прочностью, т.к. отколов вообше нет, на наковальне есть деформации. Магнит липнет, как к стали.
sledoput написал :
Магнит липнет, как к стали.
Ну, тогда.
АргУмент убойный .
Madman написал :
Стальные тиски видел только кузнечные, они с непараллельными губками.
Стальные разные бывают. Но фото — стальные

vasskar написал :
Стальные разные бывают. Но фото — стальные
Судя по дизайну, made in Glazov
To vasskar
Глянул на сайте глазовского металлиста. там нету такого. И те что у них там на фотах имеются из слесарных — смахивают на литые чугуниевые
Чего смутило — на вашей фоте уж больно дохленький винт и вороток, как кЕтайцы любят ставить на свои тиски любой величины
*Boston* написал :
И те что у них там на фотах имеются из слесарных — смахивают на литые чугуниевые
Неприятной особенностью Глазовских тисков всех моделей является конструктивная ошибка: задняя губка слишком отнесена назад, что исключает зажим в вертикальной плоскости длинных деталей. Классическая установка тисков на верстаке предусматривает образование вертикальной линии между задней неподвижной губкой и передней кромкой верстака.
С глазовскими тисками этот номер не проходит.
Так что на фото не глазовские тиски, а похоже
а) китайские
б) все-таки чугунные, а не стальные. (Я ТАК думаю «Мимино»)
*Boston* написал :
Глянул на сайте глазовского металлиста. там нету такого
Значит, сайт у них кривой или не полный.
Madman написал :
С глазовскими тисками этот номер не проходит
Да, такое — не проходит. А так за свою цену хорошие тиски, даже сейчас. Хотя я бы поискал старые советские.
Madman написал :
все-таки чугунные, а не стальные
Интересно, как Вы определяете ?
PS Сейчас посмотрел, есть у них сайте они, только черные, 2225 руб.
» >
TCC-100, это стальная серия. Вороток короткий, но учитывая ширину губок, тиски не очень большие, так что сойдет.
vasskar написал :
Сейчас посмотрел, есть у них сайте они, только черные, 2225 руб.
Если это они (я по этим фоткам не разобрался), то ЭТИ тиски нормально сконструированы.
vasskar написал :
Интересно, как Вы определяете ?
PS Сейчас посмотрел, есть у них сайте они, только черные, 2225 руб.
» >
TCC-100, это стальная серия. Вороток короткий, но учитывая ширину губок, тиски не очень большие, так что сойдет.
Приведенная вами ссыла не очекнь так сказать. обратите внимание фоты на тиски «Тиски слесарные поворотные 100мм» за тышу рублей (не иначе как китайские судя по цене ) и фота «Тиски стальные поворотные ТСС-100 (Глазов)» совпадают. Как я пониманию все тиски глазовские ТСС всех размеров имеют один и тот же вид. не может быть что 100мм одни, а 125мм другие.
PS. А сцыла на глазовский завод вот какая » >
*Boston* написал :
А сцыла на глазовский завод вот какая
Во-во узнаю брата Колю. Вот это действительно Глазов.
Очень понравилась ремарка про тиски ТССМ о том, что они ПОЗВОЛЯЮТ зажимать длинные детали в вертикальном положении.
А вот теперь смотрим вот эту сцылу на продукцию китайского прома. » >
Или вот просто фота оттуда

*Boston* написал :
А вот теперь смотрим вот эту сцылу
Не, это точно другие. Дизайн не глазовский, краска другая.
Сегодня заехал на Москворецкий. Посмотрел на тиски. Есть в наличии глазовские стальные, отличительная черта — сине-серая краска без перламутра, резиновые ограничительные муфты на воротке. Цена где-то 1800-2200 руб.
Видал сегодня эти тиски, как на вашей фоте. Видал в магазе, который торгует только китайским добром. Покрутил, пощупал. Сомнения что это отечественного производства еще больше усилились. Стоят 1880 помоему. Жалезные.
*Boston* написал :
Видал сегодня эти тиски, как на вашей фоте
На фото видимо очень похожие. Написал же «резиновые ограничительные муфты на воротке», это надо смотреть.
А вообще китайцы любят копировать. Взять хотя бы псевдосоветские сверла Р18.
Madman написал :
Просуществовали они месяца два, сейчас валяются под верстаком: лопнул т.н. «чугуний» в месте захода ходового винта в подвижной губке. Пробовали заварить, так он, собака по соседству вскоре лопнул.
Советские тиски производили из ковкого черного чугуна спец.марки,китай гонит из самого дешевого ясен пень совсем не прочного.У меня сосед по гаражам ,пенсионер, на чугунных тисках железки ровняет молотком спокойно и в деревне есть у дядьки тиски годов 50х тоже чугун,тоже в рабочем состоянии.Я предпочитаю стальные(есть пару советских)если бы счас брал только Глазов наверно.Белоруссия еще приличные но нигде кроме инета не видел.
а у меня тиски неизвестного происхождения 100 мм вполне исправно служили 5 лет, пока не стёрлась гайка. Можно ли где-то купить готовую гайку для стандартного вида тисков?
Поищите на барахолках у дедов. Если не найдёте то посмотрите может можно выточить там трапецеидальная резьба. Тогда обратитесь к старому токарю они могут такое зделать.
Dobryk написал :
Поищите на барахолках у дедов. Если не найдёте то посмотрите может можно выточить там трапецеидальная резьба. Тогда обратитесь к старому токарю они могут такое зделать.
Ну я на барахолке покупал губки на тиски в деревню,новые были(10 или 20р за шт уже не помню)
Подниму темку.
Есть чугунные тиски с дефектом. В месте крепления одной губки разбиты резьбовые отверстия. Как можно реанимировать тиски?
Просверлить и нарезать резьбу не вариант?
Maskin, фоту сделайте плиз, если есть возможность, так будет проще.
Варианты есть. Можно рядом новые просверлить, можно прежние отверстия заварить или залить латунью/медью и резьбу восстановить.
Boston написал:
можно прежние отверстия заварить или залить латунью/
Хотел поинтересоваться. Чугунные тиски электродами по чугуну варить-есть какие нибудь нюансы?
Vo.V.A. не, не подскажу про сварку электродами.
Boston написал:
Maskin, фоту сделайте плиз, если есть возможность, так будет проще.
Варианты есть. Можно рядом новые просверлить, можно прежние отверстия заварить или залить латунью/медью и резьбу восстановить.
Boston ,
как-то так выглядят






Можно рядом просверлить новое отверстие, можно в существующем резьбу перерезать на следующий размер
Обычно винт короткий стоит. Можно попробовать прогнать резьбу и закрутить новый длинный винт.
Микаэл , отверстие глухое, резьба недорезанная полюбому. Длинный винт мало поможет.
Boston написал:
можно в существующем резьбу перерезать на следующий размер
Только просверлите отверстие под резьбу под этот «следующий размер» насквозь — на наклонной грани тисков образуется овал. Поставьте болт подлиннее, чтобы выступал за границы отверстия, затяните его потуже (с губкой, естественно), срежете лишнее и зашлифуйте. У меня так пара тисков «вылечена». Для самоуспокоения края болта на выходе у резьбы можете накернить для предотвращения проворачивания.
Boston написал:
Можно рядом просверлить новое отверстие, можно в существующем резьбу перерезать на следующий размер
Boston ,
рядом если сверлить, то и губку сверлить придется.
Рассверливать только на станке?
Микаэл написал:
Обычно винт короткий стоит. Можно попробовать прогнать резьбу и закрутить новый длинный винт.
Микаэл , проблема в том, что нет станочного оборудования((
Boston написал:
можно в существующем резьбу перерезать на следующий размер
Только просверлите отверстие под резьбу под этот «следующий размер» насквозь — на наклонной грани тисков образуется овал. Поставьте болт подлиннее, чтобы выступал за границы отверстия, затяните его потуже (с губкой, естественно), срежете лишнее и зашлифуйте. У меня так пара тисков «вылечена». Для самоуспокоения края болта на выходе у резьбы можете накернить для предотвращения проворачивания.
Стёпин папа , Как-то в домашних условиях, я так понимаю, отремонтировать не удастся?
Maskin написал:
рядом если сверлить, то и губку сверлить придется.
Рассверливать только на станке?
Ну и что страшного. Будет новое отверстие в губке. В старое прежний винт обратно вернете, чтоб просто закрыть дырень.
Рассверливать можно и вручную.
Maskin написал:
Как-то в домашних условиях, я так понимаю, отремонтировать не удастся?
Это почему? Для сверления отверстия нужна дрель, срезать и зашлифовать болт — УШМ или ножовка по металлу с напильником. Накернить — молоток и керн, нарезать резьбу — вороток и комплект метчиков. Ну как вариант покрасить — кисть. Все процедуры можно выполнить на балконе или кухне.
Т.к. там отверстия есть, но разбитые и не соосные, то нормально будет забить их болтом (прутком)? Потом зачистить болгаркой, разметить под сверление. Просверлить на больший диаметр, например, на 10мм, глубиной 20мм и нарезать резьбу.
Maskin , не соосные — что, губки не от этих тисков? То что разбитые, так Вам и предлагают перерезать резьбу на следующий размер резьбы. Существующая резьба (предполагаю М8), вернее её остатка имеют диаметр максимум 8 мм. Вам же для нарезки резьбы М10 требуется сверло диаметром 8,5 мм: сверлите по разбитому отверстию используя его как пилотное — сверло направление само найдёт.
Maskin написал:
нормально будет забить их болтом (прутком)?
Нет, всё вывалится если делать под этот же размер резьбы, под следующий размер Вы всю свою работу удалите сверлением затратив при этом силы — нужна Вам двойная переработка?
Стёпин папа написал:
не соосные — что, губки не от этих тисков?
само отверстие несоосное. При сверлении сверло уводит, мне это не подходит, хочу ровно.
Решил опять вернуться к своим нерабочим тискам и столкнулся с проблемой. Чтоб перейти на винты М10, нужно рассверлить губку, а она каленая. Отпускал ее, но неотпустилась. Газовой горелкой нагревал, но до красного металла она не смогла нагреть. Есть еще способы рассверлить каленые губки, только не сверлом за 5тр?
Maskin , вот вариант попроще, без издевательств над губками: рассверливаем отверстие под резьбу(насквозь, как выше описано, или глухое, если есть метчики для глухих отверстий), нарезаем резьбу. Далее вкручиваем на фиксатор резьбы или анаэробный герметик болт попрочнее (класса 8.8, думаю хватит «за глаза» — обрабатывать тяжелее, да и при дальнейшем сверлении может сверло увести), болт срезаем «заподлицо» с плоскостью прилегающей к губкам, зашлифовываем вровень. Берём губку, устанавливаем в исходное положение, вкручиваем «родной» болт крепления губки в «здоровое» отверстие. После, использую каленую губку как кондуктор (естественно, подобрав сверло по диаметру отверстия губки, предположу, условно — 8,2) немного засверливая — нужен небольшой конус диаметром 1,5-2 мм. по центру будущего отверстия. Оцениваем результат, обращая внимание на границу стали болта и чугуна (возможно тоже стали) тисков: конус поможет понять какой размер резьбы дальше нарезать при имеющейся до этого несоосности отверстий — М8 (отверстие под резьбу захватывает два вида металла) или М6 (отверстие получится только во ввёртыше). Дальнейшие действия понятны: сверлим, режем, вкручиваем, радуемся результату.
Источник