- Ремонт токарного станка 1К62
- Нужна помощь?
- Последние статьи
- Почему стоит обратиться к нам
- Какие услуги мы предоставляем
- Перечень работ при среднем ремонте станка 1К62:
- Регулирование токарно-винторезного станка 1К62
- Сведения о производителе токарно-винторезного станка 1К62
- Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- Причины погрешностей точения на токарно-винторезном станке 1К62
- Регулирование токарно-винторезного станка 1К62
- Регулирование натяжения ремней главного привода
- Регулирование фрикционной многодисковой муфты
- Регулирование ленточного тормоза
- Регулирование подшипниковых опор шпинделя
- Устранение мертвого хода винта поперечного перемещения суппорта
- Установка задней бабки по линии центров
- Регулирование запора неподвижного люнета
- Смазка токарно-винторезного станка 1К62
Ремонт токарного станка 1К62
Нужна помощь?
Наши специалисты перезвонят Вам и проконсультируют по вопросам ремонта, тех. обслуживания или покупки станка.
Последние статьи
Ремонт станка 1К62
Универсальный винторезный станок 1К62 хоть и снят с производства, но всё ещё остаётся популярным на многих предприятиях. Он имеет хорошие эксплуатационные качества, такие как высокая надёжность и ремонтопригодность. Вовремя выполненный ремонт станка 1К62 позволяет восстановить работоспособность оборудования и продлить срок его службы. Компания «ПКФ РемСтан» поможет вам правильно диагностировать поломку и осуществить ремонт токарного станка 1К62.
Почему стоит обратиться к нам
В первую очередь ремонт станка 1К62 значительно дешевле покупки нового оборудования. Помимо этого, вы получите следующие преимущества:
- Оперативность. Наши мастера быстро найдут проблему и исправят её в короткие сроки — вам не нужно будет останавливать производство.
- Гарантия. На все работы выдаётся гарантия, так как мы уверены в качестве проводимого ремонта.
- Прозрачные цены. Прайс указан на сайте — вам не нужно будет переплачивать. С каждым клиентом мы заключаем договор, на основе которого и действует гарантия.
- Возможность выезда мастера к вам. В случае если поломка незначительная, ремонт токарного станка 1К62 осуществляется на месте.
Всё это ждёт вас, если вы обратитесь в нашу компанию. Помимо этого, здесь вы можете также заказать и сервисное обслуживание оборудования. Рекомендуем вам заранее позаботиться о сохранности станков — так вы сможете избежать многих поломок.
Какие услуги мы предоставляем
Среди работ, которые осуществляет компания «ПКФ РемСтан», вы можете заказать:
- сервисное обслуживание;
- диагностику с обнаружением всех имеющихся неисправностей;
- ремонт станка 1К62;
- установку и демонтаж оборудования;
- пусконаладочные работы.
Доступна также очистка станка от загрязнений. Множество деталей имеются в наличии, вам не нужно будет заказывать их и ждать, пока они придут. После всех проведённых работ мастера вводят прибор в эксплуатацию.
Задать все необходимые вопросы и получить консультацию вы можете у нашего менеджера на сайте или позвонив по телефону. Мы подробно расскажем вам обо всех предоставляемых услугах.
Перечень работ при среднем ремонте станка 1К62:
- частичная разборка станка
- промывка, протирка
- осмотр деталей разобранных сборочных единиц и очистка о грязи не разобранных
- замена непригодных или восстановление изношенных сборочных единиц и деталей
- проверка и зачистка не изношенных деталей, оставляемых в механизме станка, ремонт насосов и систем смазки, охлаждения и гидравлики
- контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый
- ремонт или замена оградительных устройств, для защиты отработанных поверхностей станка от стружки и абразивной пыли
- сборка отремонтированных сборочных единиц
- проверка правильности взаимодействия всех механизмов станка
- окраска наружных нерабочих поверхностей станка
- обкатка станка на всех скоростях и подачах
- проверка параметров станка на точность
- время и сроки ремонта определяются согласно укрупненных норм времени
- отгрузка станка производится без комплектации оснастки и инструмента
Ремонт токарного оборудования — главное направление деятельности компании «ПКФ РемСтан». Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
В случае среднего ремонта оборудование частично разбирается, промывается, осматривается. Изношенные детали меняются, неизношенные — зачищаются. Наружные нерабочие поверхности окрашиваются.
При капремонте станок 1К62 разбирается полностью. Это осуществляется на территории производственной базе нашей компании. Оборудование очищается, моется. Станина шлифуется. Ремонтируются салазки, суппорты, коробки скоростей и передач, фартук, меняются изношенные детали — клинья, винтовые пары, задняя бабка и т.д. Выполняется сборка, регулировка, проводятся пуско-наладочные работы.
Заказать ремонт токарного станка 1К62 в ООО «ПКФ РемСтан» — значит получить безукоризненно работающее оборудование, которое будет эффективно решать поставленные производственные задачи.
Источник
Регулирование токарно-винторезного станка 1К62

Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Регулирование токарно-винторезного станка 1К62
Регулирование натяжения ремней главного привода
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то поскольку в станке имеется клиноременная передача от главного двигателя к фрикционному валу, следует проверить натяжение ремней. Если ремни (недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух, закрывающий моторную установку, и отпустить гайку, крепящую клиновой палец зажима вертикальной оси плиты, и гайку, крепящую подмоторную плиту. Посредством поворота круглой гайки против часовой стрелки следует опустить подмоторную плиту до требуемого натяжения ремней. Гайки надо после регулировки затянуть.
Регулирование фрикционной многодисковой муфты

Фрикционная реверсивная муфта токарно-винторезного станка 1к62
Когда натяжение ремня достаточное, то, чтобы увеличить крутящий момент шпинделя, следует отрегулировать фрикционную муфту главного привода.
Для этого необходимо выключить электродвигатель главного движения и снять верхнюю крышку передней бабки и маслораспределительный лоток.
Поворотом круглой гайки 2 (рис. 12) можно отрегулировать муфту прямого вращения шпинделя, а поворотом гайки 3 — муфту обратного вращения. Для регулирования муфты прямого вращения (рукоятка 21 (см. рис. 5) включается вниз, а для регулирования муфты обратного вращения — вверх. При этом рукоятка (см. рис. 5) должна быть отклонена влево (включен перебор 16 : 1). Поворот гаек может быть осуществлен лишь после того, как защелка 4 (см. рис. 12) будет утоплена в кольцо 5.
В большинстве случаев достаточно сделать 1/12 оборота (на один из двенадцати пазов, расположенных по периферии гайки). Следует следить за тем, чтобы защелка обратно заскочила в паз гайки, в противном случае ‘может произойти самопроизвольное отвинчивание последней.
Если после регулировки включение рукоятки 21 (см. рис. 5) производится с трудом, значит муфта слишком сильно затянута и следует несколько ослабить гайки.
Регулирование ленточного тормоза
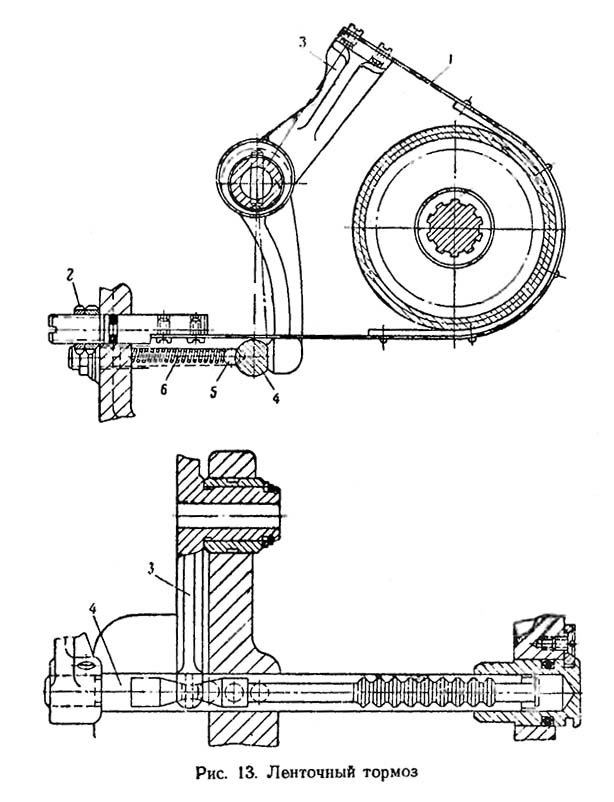
Ленточный тормоз токарно-винторезного станка 1к62
Если при выключении фрикционной муфты не происходит достаточно быстрого торможения шпинделя, то надо отрегулировать тормоз путем натяжения тормозной ленты 1 (рис. 13) гайками 2.
Время торможения шпинделя зависит от величины натяжения ленты. При 2000 об/мин время торможения шпинделя без изделия и патрона не должно превышать 1,5 сек.
При заторможенном положении шпинделя рычаг 3 должен расположиться симметрично выступу валика-рейки 4, фиксация положения которого обеспечивается шариком 5 с регулирующей пружиной 6.
Регулирование подшипниковых опор шпинделя
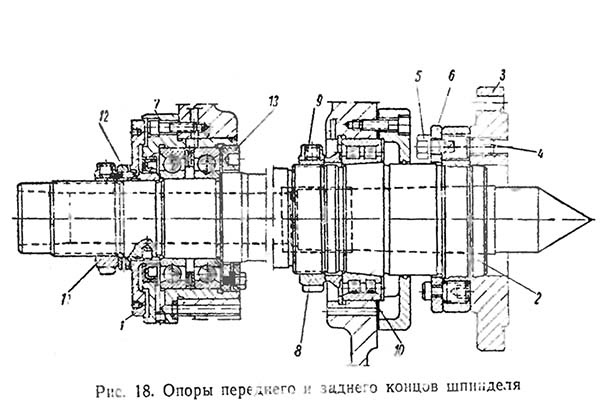
Опоры переднего и заднего концов шпинделя токарного станка 1к62
Подшипниковые опоры шпинделя (передний — роликовый двухрядный и задние — радиально-упорные подшипники) отрегулированы на заводе и не требуют никакой регулировки.
При ремонте регулировка подшипников производится следующим образом. Передний подшипник шпинделя регулируется гайкой 8 (рис. 18), расположенной внутри корпуса передней бабки, в следующем порядке: освобождают винт 9 и поворачивают гайку в необходимую сторону. Поворотом этой гайки осуществляется осевое (перемещение внутреннего кольца подшипника 10 на конусной шейке шпинделя
При повороте гайки вправо происходит натяжение внутреннего кольца подшипника на конусную шейку шпинделя. При этом кольцо деформируется, его наружный диаметр увеличивается, обеспечивая плотное прилегание всех роликов к поверхностям внутреннего и наружного колец подшипника, что уменьшает радиальный зазор в подшипнике. После регулировки вновь затягивают винт 9.
Регулирование осевого зазора радиальноупорных подшипников задней опоры шпинделя производится вне корпуса бабки гайкой 11 через тепловой компенсатор 12. Натяг осуществляется поворотом гайки вправо на угол 18..20° до того, как в стыках между подшипниками и проставками будут выбраны зазоры. Наружные кольца устанавливаются вплотную до упора гайкой 13.
Устранение мертвого хода винта поперечного перемещения суппорта
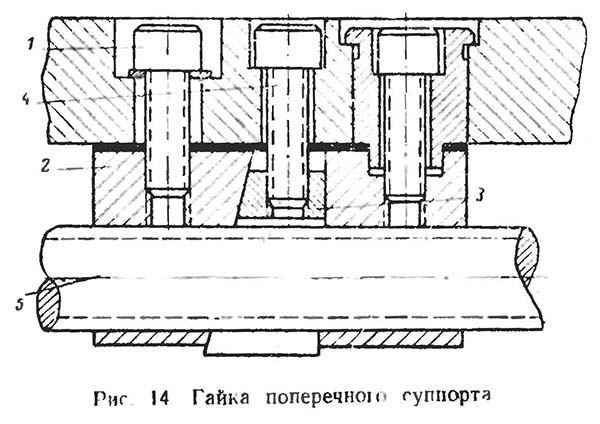
Гайка регулировки поперечного суппорта токарно-винторезного станка 1к62
Мертвый ход винта 5 поперечного перемещения суппорта, возникающий при износе гайки, может быть выбран посредством подтягивания клина, вставленного между разрезанными (половинками гайки Для этого следует отпустить винт 1 (рис. 14) левой половинки 2 гайки на один оборот и, подтягивая клин 3 винтом 4 выбрать осевой зазор в винтовой паре. Винт должен свободно поворачиваться от руки, и мертвый ход не должен превышать двух делений по лимбу.
Установка задней бабки по линии центров
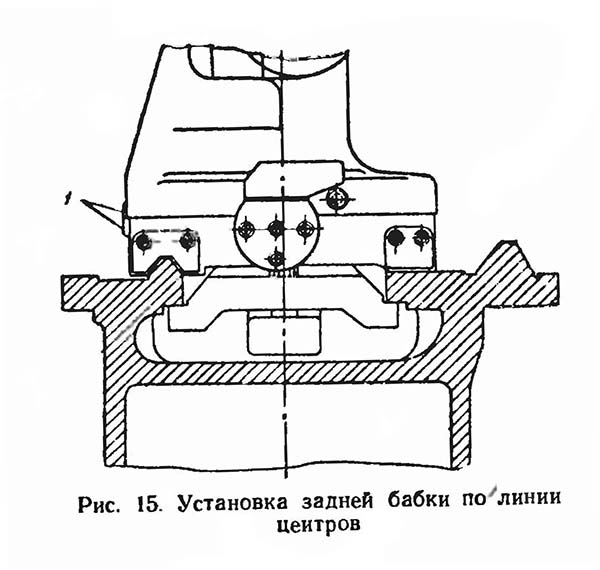
Установка задней бабки по линии центров токарно-винторезного станка 1к62
Для совпадения осей центров (передней и задней бабок совмещают плоскости платиков (рис. 15) при помощи винтов 1 и 2 (см. рис. 9).
Регулирование запора неподвижного люнета
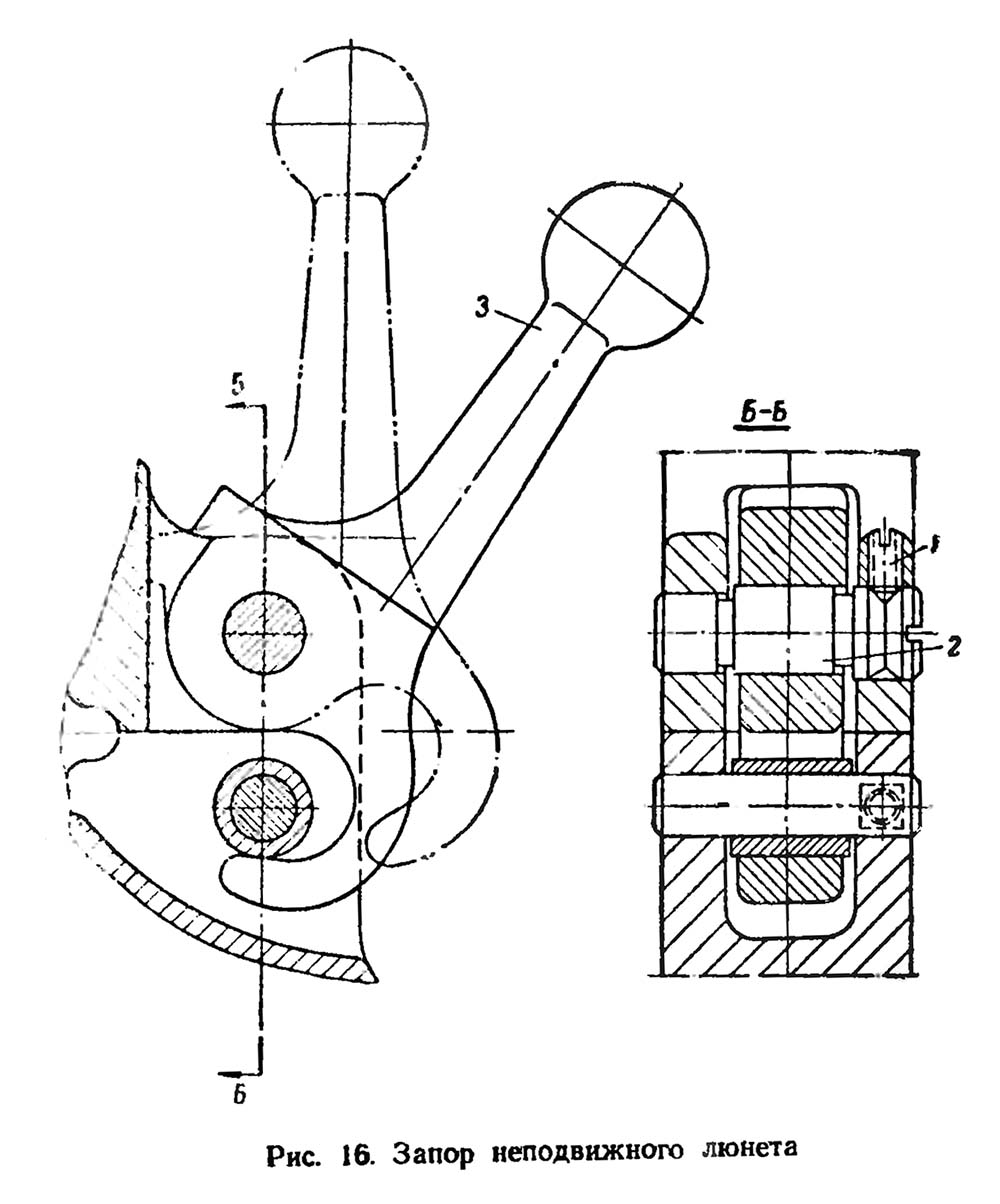
Запор неподвижного люнета токарно-винторезного станка 1к62
Если запор крепления верхней откидной части неподвижного люнета ослаб и не обеспечивает надежного крепления, его можно отрегулировать.
Отпустив стопорный винт 1 (рис. 16), следует повернуть эксцентриковый палец 2 в положение, обеспечивающее надежное крепление и достаточно свободное откидывание рукоятки 3.
Смазка токарно-винторезного станка 1К62

Схема смазки токарно-винторезного станка 1к62
Долговечность механизмов станка во многом зависит от своевременной и доброкачественной смазки взаимодействующих деталей. Предварительно перед смазкой и пуском станок тщательно протирается.
При работе станка все детали механизма и подшипников передней бабки (рис. 4) смазываются от автоматически действующего плунжерного насоса 2.
Плунжерный насос, приводимый в действие эксцентриком, сидящим на фрикционном валу, подает масло из резервуара, расположенного на дне корпуса передней бабки, через пластинчатый фильтр к переднему шпиндельному подшипнику и на лоток, откуда оно растекается к необходимым механизмам узла.
После включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла, указывающая на нормальную работу, насоса. Если струйка не появляется, необходимо снять верхнюю крышку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, отрегулировать нормальную работу насоса.
Ежедневно перед началом работы следует проверять уровень масла в резервуаре. Если при остановленном станке масло стоит ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо долить масло в резервуар. При включенном станке уровень, масла в резервуаре понижается, так как часть масла циркулирует в системе. Это не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «Слив масла», находящаяся в маслоуказателе.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются вместе с отработанным маслом.
Перед следующим заполнением корпуса маслом следует произвести тщательную промывку и чистку передней бабки, чтобы полностью удалить отстоявшуюся грязь. Недопустимо для чистки применять протирочные материалы с отделяющимися волокнами.
Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач осуществляется от плунжерного насоса 3, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Заливка масла производятся в верхнюю часть резервуара коробки подач. Пробка для слива масла находится в нижней стенке корпуса.
Плунжерный насос 4 в фартуке смонтирован в нижней крышке и приводится в действие от эксцентрика вала червячной шестерни. Он обеспечивает смазкой все приводные части, подшипниковые опоры и направляющие суппорта и каретки.
Включение подачи масла на направляющие суппорта и каретки производится краном 10.
Рекомендуется в начале смены поставить кран в положение «0» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть в положение- «3» (закрыто).
Если во время работы станка кран остается в положении «0» (открыто), то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фартука, закрываемое пробкой.
В нижней крышке фартука расположены две пробки для слива масла. Винт поперечной и продольной подач суппорта и их опор, а также ось резцовой головки смазываются пресс-масленками 7, 11, 12, 13.
Смазка опор эксцентрикового вала пиноли и винта задней бабки осуществляется через пресс-масленки 5, 8, 9, 14; подшипники ходового винта и ходового вала смазываются через отверстие, закрываемое пробкой 6.
В период эксплуатации станка необходимо следить за работой масляных насосов и наличием масла в резервуарах. Характеристики масел и периодичность смазывания указаны в карте смазки.
Источник