- Капитальный ремонт и модернизация токарно-винторезных станков Samat 400
- Заводская точность по паспорту. Гарантия на станок 12 месяцев
- Samat 400
- Перечень выполняемых работ по ремонту:
- Как мы добиваемся высокого качества и скорости выполнения работ?
- География клиентов
- Samat 400 Станок токарно-винторезный универсальный описание, схемы, характеристики
- Сведения о производителе токарно-винторезного станка Samat 400
- Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- Samat 400 (16Б16П) станок токарно-винторезный повышенной точности. Назначение и область применения
- Принцип работы и особенности конструкции станка Samat 400
- Модификации универсального токарно-винторезного станка Samat 400
- Габариты рабочего пространства токарно-винторезного станка Samat 400. Эскиз суппорта
- Посадочные и присоединительные размеры токарно-винторезного станка Samat 400. Эскиз шпинделя.
- Рабочая зона обработки станка Samat 400S, Samat 400M
- Общий вид и органы управления токарно-винторезного станка Samat 400
- Общий вид токарно-винторезного станка Samat 400SC (Вектор 400xc) с оперативной системой управления
- Расположение органов управления токарно-винторезным станком Samat 400
- Перечень органов управления токарно-винторезным станком Samat 400
- Обозначение составных частей станка Samat 400
- Кинематическая схема токарного станка модели Samat 400
- Описание конструкции основных узлов токарно-винторезного станка Samat 400
- Коробка скоростей токарно-винторезного станка Samat 400
- Механизм переключения скоростей на станках Samat 400
- Механизм переключения скоростей
- Шпиндельная бабка токарно-винторезного станка Samat 400
- Суппорт токарно-винторезного станка Samat 400
- Задняя бабка токарно-винторезного станка Samat 400
- Задняя бабка
- Станина станка
- Коробка передач станка
- Коробка подач
- Фартук
- Устройство для защиты от стружки
- Упор ограничения продольного перемещения каретки
- Схема электрическая принципиальная токарно-винторезного станка Samat 400
- Электрооборудование токарно-винторезного станка Samat 400
- Samat 400 Станок токарно-винторезный универсальный. Видеоролик.
- Технические данные и характеристики станка Samat 400
- Список литературы:
Капитальный ремонт и модернизация токарно-винторезных станков Samat 400
Заводская точность по паспорту. Гарантия на станок 12 месяцев
Samat 400

- Описание
- Технические характеристики
Станок токарно-винторезный универсальный Samat 400 S/S (класс «А») предназначен для выполнения особо точных технологических операций как при использовании традиционного, так и при применении алмазного и композиционного инструмента.
Токарно-винторезные станки моделей Samat 400 (S,M,L) — это универсальные прецизионные станки предназначены для выполнения всевозможных токарных видов обработки, включая нарезание метрических, дюймовых, модульных и питчевых резьб.
Станки Самат-400 могут быть использованы как в промышленном производстве, так и в индивидуальных мастерских. Технические характеристики, высокая жесткость и большая мощность привода позволяют производить на нем получерновые и чистовые операции, обрабатывать черные и цветные металлы, а также закаленные до высокой твердости стали с шероховатостью обработанных поверхностей до 1,25 Ra.
| Наименование параметра | Samat 400 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 220 |
| Наибольшая длина заготовки (РМЦ), мм | 750 1000 |
| Наибольшая длина обтачивания, мм | 710, 1000 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 45 |
| Наибольший диаметр прутка, мм | 44 |
| Число ступеней частот прямого вращения шпинделя | 20 |
| Число ступеней частот обратного вращения шпинделя | 20 |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Торможение шпинделя | есть |
| Суппорт. Подачи | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 |
| Наибольшее продольное перемещение суппорта от руки, по валику, по винту, мм | 750, 1000 |
| Наибольшее поперечное перемещение суппорта от руки, по винту, мм | 220 |
| Высота резца, мм | 25 |
| Предохранитель от перегрузки | есть |
| Блокировка продольных и поперечных подач | есть |
| Выключающие продольные упоры | есть |
| Угол поворота резцедержки, град | 90 |
| Задняя бабка | |
| Наибольшее перемещение пиноли, мм | 120 |
| Размер центра в пиноли | Конус Морзе 5 |
| Поперечное перемещение бабки вперед, мм | 5 |
| Поперечное перемещение бабки назад, мм | 5 |
| Электрооборудование станка | |
| Электродвигатель главного привода, кВт | 7,5 |
| Привод ускоренных перемещений, кВт | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,125 |
| Электродвигатель станции смазки, кВт | 0,18 |
| Габариты станка (РМЦ=750 мм), мм | 2085 х 1110 х 1505 |
| Масса станка, кг | 2085 |
Перечень выполняемых работ по ремонту:
| 1 | Мойка, дефектовка, замер износа. |
| 2 | Полная разборка станка |
| 3 | Ремонт станины: — полная шлифовка направляющих и несущих поверхностей станины. (Обеспечивает точность до 15 мкм на 1000 мм. Твердость рабочих плоскостей направляющих соответствует заводской от 50…59 HRc.) |
| 4 | Ремонт станины: — очистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников, уплотнителей — замена всех фрикционных дисков — замена бронзовых вилок переключения скоростей — ремонт или замена шпинделя — замена информационных табличек на новые |
| 5 | Ремонт фартука: — очистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников и уплотнителей — замена маточной гайки — замена регулировочных пробок — ремонт или замена насоса |
| 6 | Ремонт каретки: — шабровка или восстановление нижних направляющих каретки (используя материал Zedex 100K) — шабрение нижних направляющих — шлифовка поверхностей под нижнюю часть суппорта — шлифовка прижимных планок — ремонт привода поперечного перемещения — замена винтовой пары поперечного перемещения — ремонт узла винта поперечного перемещения с заменой упорных подшипников и ремонта автомата отсечки — шабровка поперечных направляющих — восстановление перпендикуляра оси вращения станка и взаимной параллельности направляющих — восстановление или замена клиньев |
| 7 | Ремонт суппорта: — шабрение всех направляющих и несущих поверхностей — шабрение опорной поверхности поворотной части верхнего суппорта — замена подшипников — замена винтовой пары верхнего суппорта — восстановление или замена резцовой головки, притирка к посадочному конусу, ремонт поворотно-фиксирующего механизма |
| 8 | Ремонт коробки подач: — чистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников и уплотнителей — замена информационных табличек на новые |
| 9 | Ремонт задней бабки: — пришабривание направляющих задней бабки к направляющим станины — пришабривание несущей плиты к основанию задней бабки — ремонт отверстия задней бабки под ремонтную пиноль — замена пиноли — восстановление параллельности и одновысотности пиноли задней бабки к шпинделю |
| 10 | Ремонт опорного кронштейна ходового винта и вала: — замена опорных втулок — калибровка ходового винта |
| 11 | Ремонт электрооборудования: — замена проводки и электрооборудования станка в полном объеме — ревизия всех электродвигателей с заменой подшипников — измерение сопротивления изоляции и числа оборотов электродвигателей при несоответствии норм ТУ замена двигателя |
| 12 | Ревизия при необходимости замена системы СОЖ |
| 13 | Сборка станка |
| 14 | Установка нового патрона |
| 15 | Заправка свежим маслом И-20 |
| 16 | Восстановление геометрии станка |
| 17 | Проверка по нормам точности |
| 18 19 | Испытание станка во всех режимах, с кратковременным перегрузом в 30% Покраска станка |
Как мы добиваемся высокого качества и скорости выполнения работ?
География клиентов
Компания работает по всей территории Российской федерации и СНГ, обеспечивает техническое обслуживание проданных и отремонтированных станков.
Источник
Samat 400 Станок токарно-винторезный универсальный
описание, схемы, характеристики

Сведения о производителе токарно-винторезного станка Samat 400
Производитель токарно-винторезного станка модели Samat 400 — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В 1935 году завод первым в СССР изготовил резьбофрезерный станок модели 561, а с военного 1941 года приступает к выпуску целой гаммы резьбофрезерных полуавтоматов: 5А63, 5А64, 5М63, 5М64.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
Samat 400 (16Б16П) станок токарно-винторезный повышенной точности. Назначение и область применения
Универсальный токарно-винторезный станок Samat 400 S/S (класс «А») предназначен для выполнения особо точных технологических операций как при использовании традиционного, так и при применении алмазного и композиционного инструмента.
Токарно-винторезные станки моделей Samat 400 (S,M,L) — это универсальные прецизионные станки предназначены для выполнения всевозможных токарных видов обработки, включая нарезание метрических, дюймовых, модульных и питчевых резьб.
Станки Samat 400 могут быть использованы как в промышленном производстве, так и в индивидуальных мастерских. Технические характеристики, высокая жесткость и большая мощность привода позволяют производить на нем получерновые и чистовые операции, обрабатывать черные и цветные металлы, а также закаленные до высокой твердости стали с шероховатостью обработанных поверхностей до 1,25 Ra.
Принцип работы и особенности конструкции станка Samat 400
Привод главного движения мощностью 5,5 либо 7,5 кВт (по желанию Заказчика) может быть изготовлен как с механическим переключением скоростей (20 фиксированных скоростей с диапазоном 25-2000 об/мин), так и бесступенчатым с регулированием числа оборотов шпинделя.
Главным приводом станков с бесступенчатым регулированием Samat 400 (S,M,L) с буквой «V» является также асинхроный двигатель N = 5,5 кВт, который управляется частотными преобразователями японских фирм либо «Mitsubishy electric» либо «Omron», гарантия надежности которых составляет до 3-х лет.
Использование частотного преобразователя в приводе главного движения станка позволяет бесступенчато регулировать скорость шпинделя и подбирать оптимальный режим обработки деталей.
Преимущества бесступенчатого привода:
- снижается уровень шума
- повышается эффективная мощность до 8,0. 9,0 кВт
- расширяется диапазон регулирования частот вращения шпинделя с 12 до 2200 об/мин
- снижается пусковой ток, что позволяет эксплуатировать станки в условиях слабых силовых цепей
- повышается ремонтопригодность и надежность станка в целом
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Длительное сохранение гарантированной точности и работоспособности станка обеспечиваются применением в конструкции станка совершенной системы смазки, высоколегированных сталей с последующей азотацией для изготовления шпинделей, шестерен, валов и т.д., изготовленная из высокопрочного чугуна (СЧ 25), закаленная до HRC 42-45 и тщательно отшлифованная станина, а также применение роликовых радиально-упорных высокоточных саморегулируемых шпиндельных подшипников.
Для наибольшего удобства работы, на станке может устанавливаться система цифровой индикации с дискретностью, обеспечивающей заданную точность станка.
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Широкий диапазон продольных и поперечных подач, всевозможных резьб и спиралей обеспечиваются коробкой подач при максимальном количестве сменных шестерен.
Для улучшения качеств обрабатываемых деталей и расширения технологических возможностей со станком могут поставляться подвижные и неподвижные люнеты, конусная линейка, барабан упоров, задний суппорт.
В комплект обязательной поставки входит патрон 3-х кулачковый ф 200, жесткий упор продольного хода, минимальный комплект сменных шестерен, центр вращающийся Морзе 5, центра упорные Морзе 4 и 5, инструмент для обслуживания станка, гарантированный комплект запасных частей, руководство по эксплуатации.
Станок имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
В шпиндельной бабке имеются два перебора 1:4 и 1:16.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Samat 400S/S (аналог станка 16Б16А) — токарно-винторезный станок особо высокой точности предназначен для выполнения особо точных технологических операций как при использовании традиционного, так и при применении алмазного и композиционного инструмента.
Показатели точности станка:
- шереховатость плоскости Ra1, 25 (для работ с черным металлом)
- некруглость не больше 1 мкм
- ровность граней не больше 2,5 мкм
Возможно применение в серийном и мелкосерийном производстве на крупных заводах, а также в частных небольших цехах.
Преимущества модели станка SAMAT 400 S/S:
- высокая точность обработки – обработка с точностью до микрон, позволяющая избежать шлифования на конечном этапе
- многочисленные вариации токарной работы, возможность выполнения любой резьбы (метрической, модульной, дюймовой или питчевой)
- привод основного движения бесступенчатый 2800 об/мин
- большой диапазон поперечных и продольных подач
- ускоренное перемещение суппорта на холостом ходу (за счет быстрого вращения ходового вала)
- режим микроподач — продольные подачи 0,01 мм
- высокая точность обработки — финишная обработка поверхностей, в том числе резьб, без последующей шлифовки
Вектор — токарно-винторезный станок Samat 400XC, Samat 400SC, Samat 400SC — оснащён устройством оперативного управления (УОУ), Штурман состоящим из программируемого контроллера и жидкокристаллического терминала с тактильным эффектом, обеспечивающим универсальные функции станка:
- точение цилиндрических, конических и сферических поверхностей
- нарезание любых метрических, конических, многозаходных и дюймовых резьб
- использовать микроциклы черновых выборок
- производить автоматическое повторение перемещений, выполняемых оператором при изготовлении детали
Устройство оперативного управления позволяет:
- работать с набором инструментов (максимум 9), сохраняя в памяти корректора их вылетов после выключения станка
- работать со смещением начальной точки (максимум 5), также сохраняя в памяти значения смещений после выключения станка
- редактировать запомненные перемещения (программу)
- использовать часть программы как подпрограмму, выполняемую многократно с заданием постоянного относительного смещения
- управлять охлаждением из программы
- выполнять зацикливание программы
- редактировать рабочие подачи
- добавлять остановку в конце кадра
Максимальное число кадров повторения и микроциклов в одной программе составляет 99.
Максимальное число запомненных программ составляет 50.
Значения корректоров инструментов, смещения начальных точек, параметров микроциклов сохраняют своё значение при выключении станка.
В системе используется общепринятая для токарных станков система координат:
- продольная координата Z с уменьшением отображаемого значения местоположения при движении к шпинделю и увеличении – при движении от шпинделя
- поперечная координата X с уменьшением отображаемого значения местоположения при движении к оси вращения ( к шпинделю) и увеличении – при движении от оси вращения (от шпинделя)
Класс точности станка П по ГОСТ 8—71.
Модификации универсального токарно-винторезного станка Samat 400
- Samat 400S/S — станок токарный особо высокой точности (16Б16А, РМЦ=750 мм)
- Samat 400S — станок токарный повышенной точности (16Б16П, РМЦ=750 мм)
- Samat 400M — станок токарный повышенной точности (16Б16П, РМЦ=1000 мм)
- Samat 400L — станок токарный повышенной точности (16Б16П, РМЦ=1500 мм)
- Samat 400XV — станок токарный повышенной точности с бесступенчатым приводом (РМЦ=500 мм)
- Samat 400SV — станок токарный повышенной точности с бесступенчатым приводом (РМЦ=750 мм)
- Samat 400MV — станок токарный повышенной точности с бесступенчатым приводом (РМЦ=1000 мм)
- Samat 400LV — станок токарный повышенной точности с бесступенчатым приводом (РМЦ=1500 мм)
- Samat 400XC — станок токарный Вектор повышенной точности с оперативным управлением Штурман (РМЦ=500 мм)
- Samat 400SC — станок токарный Вектор повышенной точности с оперативным управлением Штурман (РМЦ=750 мм)
- Samat 400MC — станок токарный Вектор повышенной точности с оперативным управлением Штурман (РМЦ=1000 мм)
Габариты рабочего пространства токарно-винторезного станка Samat 400. Эскиз суппорта

Габариты рабочего пространства токарного станка Samat 400
Посадочные и присоединительные размеры токарно-винторезного станка Samat 400. Эскиз шпинделя.
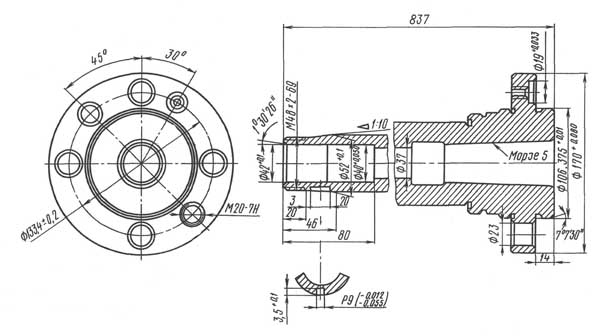
Шпиндель токарно-винторезного станка Samat 400
Рабочая зона обработки станка Samat 400S, Samat 400M

Рабочая зона обработки токарного станка Samat 400
Общий вид и органы управления токарно-винторезного станка Samat 400

Фото токарно-винторезного станка Samat 400
Общий вид токарно-винторезного станка Samat 400SC (Вектор 400xc) с оперативной системой управления

Фото токарного станка Samat 400sc (Вектор 400sc)

Фото токарного станка Samat 400sc (Вектор 400sc)
Расположение органов управления токарно-винторезным станком Samat 400

Расположение органов управления токарным станком Samat 400
Перечень органов управления токарно-винторезным станком Samat 400
- Табличка с поясняющими графическими символами
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- Кнопка аварийная
- Кнопка включения электродвигателя главного движения
- Рукоятка включения нормального или увеличенного шага
- Рукоятка изменения направления нарезки
- Табличка с поясняющими графическими символами
- Рукоятка включения переборов
- Указатель нагрузки
- Лампа сигнальная
- Рукоятка включения электрооборудования станка в сеть
- Рукоятка включения насоса охлаждения
- Рукоятка переключения скорости электродвигателя главного движения
- Рукоятка управления АКП — автоматической коробкой передач
- Рукоятка поперечной подачи суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт крепления каретки к станине
- Рукоятка подачи верхней части суппорта
- Кнопка включения электродвигателя ускоренных ходов каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Винт поперечного смещения задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт натяжения ремня электродвигателя ускоренного хода
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Гайка регулировки усилия отключения фартука по упору
- Рукоятка включения муфты перегрузочного механизма фартука
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Кнопка включения реечной шестерни
- Маховик ручного перемещения каретки
- Табличка с поясняющими графическими символами
- Рукоятки пуска станка и реверсирования шпинделя
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка управления коробкой скоростей
- Винт натяжения ремня привода шпиндельной бабки
- Винт натяжения ремня электродвигателя главного движения
Обозначение составных частей станка Samat 400
- Коробка передач — 16Б16П.081.000
- Электрооборудование — 16Б16П.180.000; 16Б16П.181.000
- Бабка шпиндельная — 16Б16П.021.000
- Охлаждение — 16Б16П.251.000
- Резцедержатель — 16Б16П.046.000
- Суппорт — 16Б16П.045.000
- Каретка — 16Б16П.051.000
- Бабка задняя — 16Б16П.330.000
- Привод ускоренного хода 400L.073.000-03
- Тумба — 16Б16П.017.000
- Фартук — 16Б16П.062.000
- Станина — 16Б16П.011.000 (РМЦ=750 мм), 16Б16П.012.000 (РМЦ=1000 мм)
- Коробка подач — 16Б20П.070.000
- Коробка скоростей — 16Б16П.026.000
- Шкивы главного привода 16Б16П.172.000
- Система смазки — 16Б16П.241-000
Кинематическая схема токарного станка модели Samat 400
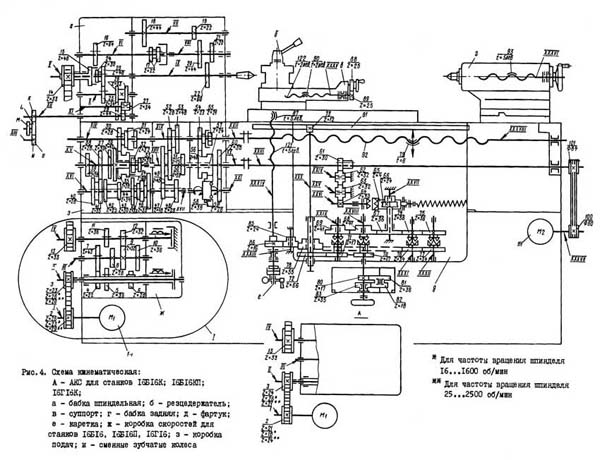
Кинематическая схема токарно-винторезного станка Samat 400
- А — АКС — автоматическая коробка скоростей для станков 16Б16К, 16Б16КП, 16Г16К
- а — бабка шпиндельная
- б — резцедержатель
- в — суппорт
- г — бабка задняя
- д — фартук
- е — каретка
- ж — коробка скоростей
* для частоты вращения шпинделя 16..1600 об/мин
** для частоты вращения шпинделя 25..2500 об/мин
Описание конструкции основных узлов токарно-винторезного станка Samat 400
Коробка скоростей токарно-винторезного станка Samat 400

Коробка скоростей токарно-винторезного станка Samat 400
Коробка скоростей на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б (рис.5).
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Механизм переключения скоростей на станках Samat 400
Установка частоты вращения шпинделя осуществляется рукоятками 9, 37 (см. рис.3) и электропереключателем 14.
Управление коробкой скоростей однорукояточное.
При выборе той или иной скорости коробки скоростей рукоятку 27 (см. рис.5) нужно отклонить на себя до отказа, затем, поворачивая ее влево или вправо, совместить указатель 29 с необходимый номером скорости. После этого рукоятка 27 досылается вперед.
В механизм управления коробкой скоростей встроен конечный выключатель, расположенный на верхней стенке корпуса коробки, который при отклонении рукоятки 27 на себя, отключает электродвигатель, приводную 24 и тормозную 3 муфты. Инерционное вращение зубчатых колес коробки скоростей позволяет легко вводить их в зацепление при переключении скоростей.
Рукоятка 27 при отклонении на себя через штифт 28 тянет за собой валик-тягу 37, который в свою очередь поворачивает рычаг 31, сидящий на оси 32. Реечный сектор 30 скользит вдоль зубьев рейки 5.
Рычаг 31 через ось 32 поворачивает рычаг 33, который своим сухарем входит в паз барабана 23, который, перемещаясь вдоль оси, своим диском В давит на пальцы 38 и через тяги 40, вилки 41 ставит все зубчатые колеса коробки скоростей в нейтральное положение.
При вращении рукоятки 27 влево, и вправо при выборе той или иной скорости, зубчатый сектор 30 поднимает или опускает рейку 5, связанную с зубчатым колесом 22. Зубчатое колесо 22, связанное с диском Е фиксации и диском А блокировки тяг 40 через ось 26, поворачивает барабан 23.
Угловая фиксация барабана 23 и рукоятки 27 аи выборе скорости осуществляется роликом подпружиненного рычага 34, а осевая — шариком 36.
Диск А блокировки тяг при повороте зубчатого колеса 22 свободно вращается в прорезях втулок 39. На диске А имеется ряд фрезеровок, которые при выборе определенной скорости располагаются против втулок тех тяг 40, которые в данный момент будут вводить в зацепление необходимую пару зубчатых колес
Диск Д барабана 23 имеет ряд выступов и впадин.
При выборе определенной скорости против пальцев 38 тяг 40 располагаются выступы диска Д.
Отклоняя рукоятку 27 от себя, барабан 23 тем же путем, как было описано выше, возвращаем в исходное положение.
Впадины диска Д пропускают пальцы 38 тяг 40, а два выступа диска, упираясь в пальцы 38, перемещают через тяги 40 и вилки 41 необходимую пару зубчатых колес, соответствующую выбранной скорости.
Фрезеровки диска А пропускают втулки 39 перемещаемых тяг. Остальные тяги через втулки 39 блокируются диском А от осевого смещения.
Барабан 23 в рабочем положении от проворота блокируется пальцем 42.
Таким образом, каждая из тяг получает возвратно-поступательное движение в зависимости от положения пазов диска Д барабана 23 и пазов блокирующего, диска А.
Вилки, связанные с тягами, перемещают по шлицевым валам в определенных комбинациях зубчатые колеса 9, II, 17, 19, 21.
Рабочее зафиксированное положение пары зубчатых колес, соответствующей выбранной скорости, выглядит следующим образом: в осевом направлении зубчатые колеса зафиксированы через вилки 41, тяги 40, пальцы 38 между дисками В и Д барабана 23, а барабан 23 — шариком 36.
При монтаже системы переключения зубчатых колес необходимо учитывать следующее:
- рейка 5 должна выступать на 61 мм над верхней плоскостью корпуса коробки скоростей. Это обеспечит правильную работу механизма переключения скоростей;
- зубчатое колесо 22 вводится в зацепление с рейкой 5 при положении диска Б, соответствующем первой скорости;
- во всех шести положениях барабана 23 проверяется правильность работы системы переключения.
Пальцы 38 и втулки 39 должны свободно проходить через соответствующие фрезеровки в дисках Д и А.
Это достигается поворотом тяг 40 относительно вилок переключения 41 при ослаблении крепления последних.
Для ослабления крепления вилок 41, расположенных на двух тягах у задней стенки коробки скоростей, предусмотрены отверстия, закрытые вытяжными заглушками 35.
Зубчатый сектор 30 на тяге 37 должен устанавливаться так, чтобы при возвратно-поступательном движении и вращении тяги 37 он не выходил из зацепления с рейкой 5.
Кроме вышеперечисленного не обходимо иметь в виду, что при натяжении ремня редуктор-шпиндель, зубчатый сектор 30 и рычаг 31 меняют свои положения относительно рейки 5 и тяги 37.
При натяжении ремня необходимо вводить корректировку в положение элементов, поворачивая сектор 30 относительно тяги 37 и сменяя рычаг 31 по оси 32.
Механизм переключения скоростей
Установка частоты вращения шпинделя осуществляется рукояткой 9 (см. рис.3) и двумя рукоятками 14 и 15.
Управление автоматической коробкой передач (AКП), установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
Шпиндельная бабка токарно-винторезного станка Samat 400
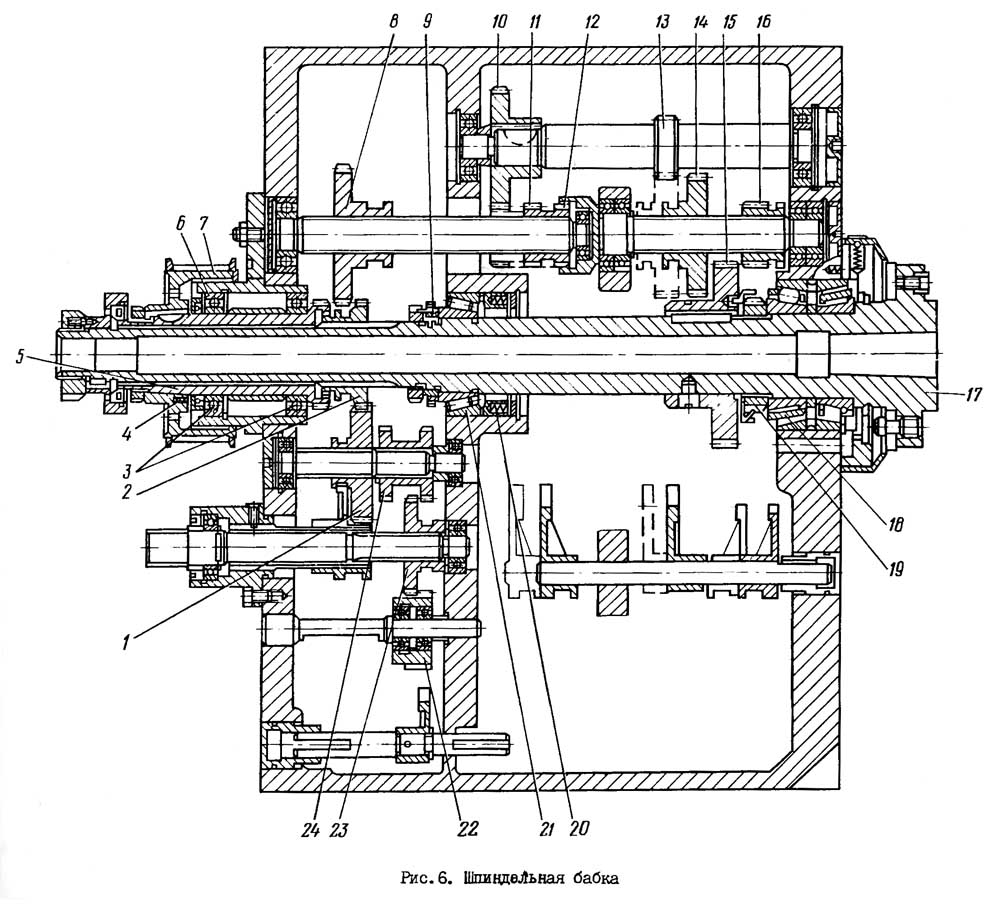
Шпиндельная бабка токарно-винторезного станка Samat 400
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.3) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Механизм передней бабки позволяет:
- производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
- нарезать правые и левые резьбы;
- производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, 6, 12.
Передачи осуществляются зубчатыми колесами 1, 2, 22, 23, 24 и колесами, перечисленными выше.
Суппорт токарно-винторезного станка Samat 400
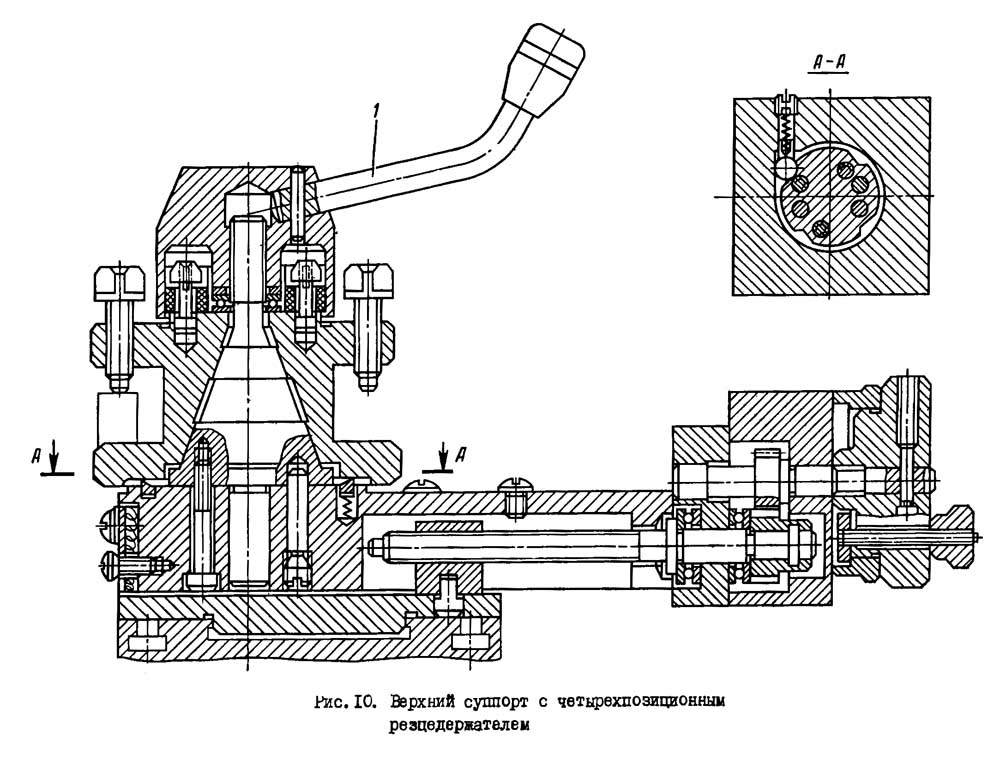
Суппорт токарно-винторезного станка Samat 400
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта (рис.11) с помощью винта 18 (см. рис.3) может быть закреплена в любом месте станины.
Задняя бабка токарно-винторезного станка Samat 400
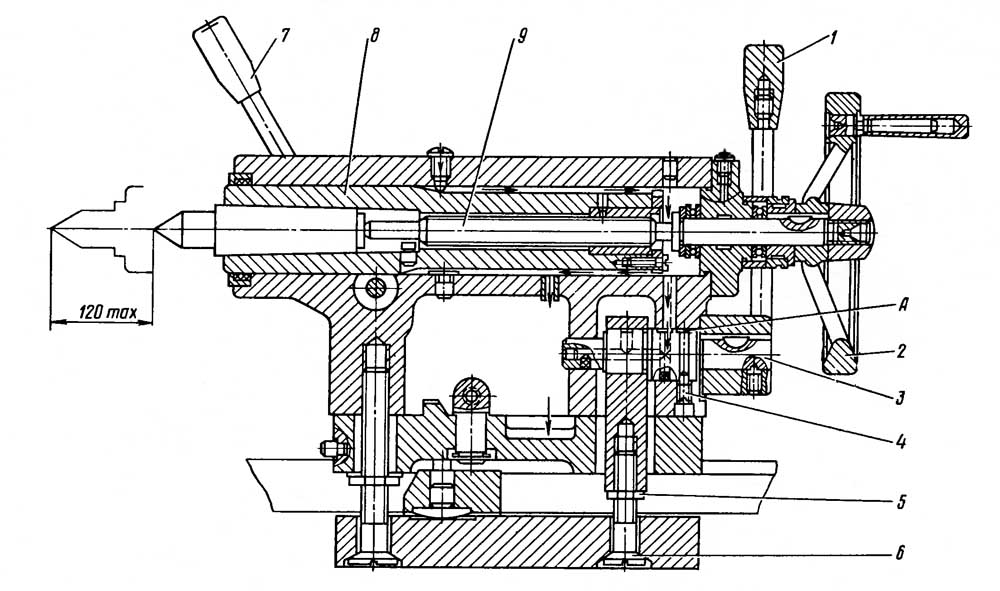
Задняя бабка токарно-винторезного станка Samat 400
Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Станина станка
Станина — литая чугунная коробчатой формы с поперечными П-образными ребрами — имеет две призматические и две плоские направляющие. Направляюще подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки.
На задней стенке у левого торца тумбы смонтирована коробка скоростей, у правого — станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В нише правого торца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
Коробка передач станка
Коробка передач представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64 , а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 (см. рис.3), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Фартук
Фартук имеет четыре пары кулачковых муфт I (рис.9), 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Устройство для защиты от стружки
Устройство для защиты от стружки состоит из ограждения суппорта и ограждения станка.
Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена регулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся стружки.
Упор ограничения продольного перемещения каретки
Упор ограничения продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус с ценой деления 0,05 мм.
Схема электрическая принципиальная токарно-винторезного станка Samat 400

Электрическая схема токарно-винторезного станка Samat 400
Электрооборудование токарно-винторезного станка Samat 400
Схема расположения электрооборудования на станке предоставлена на рис. 16.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, Samat 400, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Станок снабжен электрошкафом.
На ставке могут применяться следующие напряжения: силовая цепь — трехфазная, 50 или 60 Гц, 220, 380, 400, 415 или 440 В; цепь управления переменного тока — 110 В, постоянного тока — 24 В; цепь местного освещения — 24 В; цепь сигнализации — 29 В.
Samat 400 Станок токарно-винторезный универсальный. Видеоролик.
Технические данные и характеристики станка Samat 400
| Наименование параметра | 16Б16П | Samat 400 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки над станиной, мм | 400 | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 210 | 220 |
| Наибольшая длина заготовки (РМЦ), мм | 750 1000 | 750 1000 |
| Наибольшая длина обтачивания, мм | 960, 1460 | 710, 1000 |
| Наибольшая масса заготовки в патроне, кг | ||
| Наибольшая масса заготовки в центрах, кг | ||
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 45 | 45 |
| Наибольший диаметр прутка, мм | 44 | 44 |
| Число ступеней частот прямого вращения шпинделя | 21 | 20 |
| Частота прямого вращения шпинделя, об/мин | 25. 2500 | 25. 2000 |
| Число ступеней частот обратного вращения шпинделя | 18 | 20 |
| Частота обратного вращения шпинделя, об/мин | 25. 1250 | 25. 2000 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 6 | Конус морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 185 |
| Наибольшее продольное перемещение суппорта от руки, по валику, по винту, мм | 750, 1000 | 750, 1000 |
| Наибольшее поперечное перемещение суппорта от руки, по винту, мм | 220 | 220 |
| Высота резца, мм | 25 | 25 |
| Пределы продольных подач, мм/об | 0,05. 2,8 | 0,05. 2,8 |
| Пределы поперечных подач, мм/об | 0,025. 1,4 | 0,025. 1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4 | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2 | 2 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 |
| Поперечное перемещение на одно деление лимба, мм | 0,025 | 0,025 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,25. 56 | 0,25. 56 |
| Пределы шагов нарезаемых резьб дюймовых | 112. 0,5 | 112. 0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,25. 22 | 0,25. 56 |
| Пределы шагов нарезаемых резьб питчевых | 112. 0,5 | 112. 0,5 |
| Предохранитель от перегрузки | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть |
| Выключающие продольные упоры | есть | есть |
| Верхний суппорт (резцовые салазки) | ||
| Наибольшее перемещение, град | 120 | 120 |
| Цена деления лимба, мм | 0,05 | 0,05 |
| Угол поворота резцедержки, град | 90 | 90 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 120 | 120 |
| Размер центра в пиноли | Конус Морзе 5 | Конус Морзе 5 |
| Поперечное перемещение бабки вперед, мм | 5 | 5 |
| Поперечное перемещение бабки назад, мм | 5 | 5 |
| Электрооборудование станка | ||
| Электродвигатель главного привода, кВт | 7,5 | 7,5 |
| Привод ускоренных перемещений, кВт | 0,37 | 0,37 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель станции смазки, кВт | 0,12 | 0,18 |
| Габариты станка (РМЦ=750 мм), мм | 2025 х 1110 х 2270 | 2085 х 1110 х 1505 |
| Масса станка, кг | 2000 | 2085 |
Приложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
Список литературы:
Связанные ссылки. Дополнительная информация
Источник