- CU-500 (СУ-500) Станок токарно-винторезный универсальный (Болгария) паспорт, руководство, схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка CU 500
- Станки, выпускаемые Болгарскими станкостроительными заводами
- CU-500 (СУ-500) Станок токарно-винторезный универсальный. Назначение, область применения
- Принцип работы и особенности конструкции станка
- Модификации токарно-винторезного станка CU 500
- Общий вид токарно-винторезного станка CU-500 (СУ-500)
- Расположение составных частей и органов управления токарным станком CU-500 (СУ-500)
- Перечень составных частей органов управления токарного станка CU-500 (СУ-500)
- Краткое описание основных узлов станка CU-500 (СУ-500)
- Выбор скорости вращения шпинделя
- Привод подачи
- Настройка станка для нарезания резьбы
- Нарезание многозаходной резьбы
- Схема кинематическая токарно-винторезного станка CU-500 (СУ-500)
- Основные узлы токарно-винторезного станка CU-500
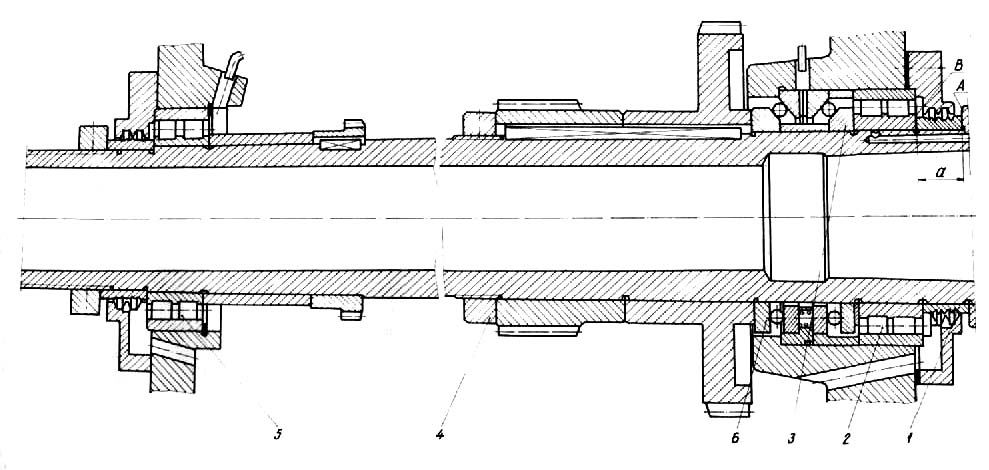
- Задняя бабка токарно-винторезного станка CU-500 (СУ-500)
- Схема электрическая принципиальная токарно-винторезного станка CU-500 (СУ-500)
- Электрооборудование станка CU-500 (СУ-500)
- Защита от короткого замыкания
- CU-500 (СУ-500) Станок токарно-винторезный. Видеоролик.
- Капитальный ремонт и модернизация токарно-винторезных станков СУ-500 (CU-500)
- Заводская точность по паспорту. Гарантия на станок 12 месяцев
- СУ-500 (CU-500)
- Перечень выполняемых работ по ремонту:
- Как мы добиваемся высокого качества и скорости выполнения работ?
- География клиентов
CU-500 (СУ-500) Станок токарно-винторезный универсальный (Болгария)
паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка CU 500
Изготовитель токарно-винторезного станка CU 500 — предприятие АО «ЗММ — Сливен» (ZMM-Sliven), которое входит в станкостроительный холдинг ЗММ «Болгария Холдинг (Zmm-Bulgaria Holding Ltd.)» — крупнейший производитель универсальных токарных станков в Европе.
Станки, выпускаемые Болгарскими станкостроительными заводами
CU-500 (СУ-500) Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок CU-500 (СУ-500) предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Используя конусную линейку (опция) можно обрабатывать конические поверхности.
Принцип работы и особенности конструкции станка
Универсальный токарный станок СU500 оснащен 21 прямыми и 11 обратными скоростными ступенями частоты вращения шпинделя. Скоростные ступени станка указаны в паспорте на рисунках 4-3, 4-4, 4-5 и 4-6.
В соответствии с заказом клиента станок может быть поставлен с концом шпинделя согласно DIN55027/ISO702-III или согласно USAS B-5.9-D1/ ISO702-II (Camlock).
Станок можно настроить для нарезания метрической, дюймовой, модульной и питчевой резьбы, как это указано на лицевой табличке станка.
Шпиндельная система, зубчатые трансмиссии и другие механизмы в коробке скоростей смазываются автоматически через зубчатый масляный насос и путем разбрызгивания.
Механизмы в коробке подач смазываются автоматически поршневым масляным насосом и через разбрызгивание.
Модификации токарно-винторезного станка CU 500
- CU 500 — базовая модель; отверстие в шпинделе Ø 62 мм. Диаметр переднего подшипника шпинделя Ø 100 мм.
- CU 500M — увеличенное отверстие в шпинделе до Ø 72 мм. Диаметр подшипника Ø 120 мм.
- CU 500MT — увеличенное отверстие в шпинделе до Ø 100 мм. Диаметр подшипника Ø 140 мм
- CU 500RD — встроенный в главный привод преобразователь частоты — бесступенчатое регулирование скорости шпинделя.
Общий вид токарно-винторезного станка CU-500 (СУ-500)

Фото токарно-винторезного станка CU-500

Фото токарно-винторезного станка CU-500

Фото токарно-винторезного станка CU-500

Фото токарно-винторезного станка CU-500
Расположение составных частей и органов управления токарным станком CU-500 (СУ-500)
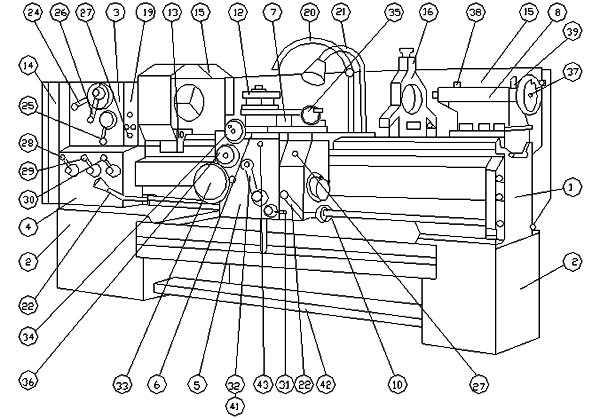
Расположение органов управления токарным станком CU-500
Расположение органов управления станком CU-500
Перечень составных частей органов управления токарного станка CU-500 (СУ-500)
- Станина
- Тумбы
- Коробка скоростей шпинделя
- Коробка подач
- Коробка суппорта
- Суппорт нижний
- Суппорт верхний (резцовые салазки)
- Бабка задняя
- Привод
- Вал ходовой
- Гитара
- Резцедержатель
- Аварийный упор
- Крышка гитары
- Щиты — ограждение
- Люнеты – комплект
- Электрический пульт
- Рукоятка для перевключения на «левую» и «правую» резьбу
- Пульт управления
- Охлаждающее устройство
- Устройство освещения
- Рычаг управления для включения в «прямом» и «обратном» направлении вращения или для выключения вращения шпинделя
- Рукоятка для выбора «нормального» или «увеличеного» шага резьбы и подач
- Рукоятка для выбора оборотных ступеней
- Рукоятка для выбора диапазонов оборотного порядка
- Рукоятка для выбора оборотных ступеней
- Кнопка «стоп» (аварийная)
- Рукоятка для выбора шагов подачи или резьбы
- Рукоятка для выбора шагов подачи или резьбы
- Рукоятка для перевключения движения к ведущему валу или ведущему винту
- Рукоятка для включения и выключения разъемной гайки
- Рычаг управления продольных и поперечных движений
- Маховик ручного продольного движения
- Маховик ручной поперечной подачи
- Маховик ручного перемещения верхнего суппорта
- Нониус для учета продольного перемещения
- Маховик ручного перемещения пиноли
- Рукоятка для застопоривания пиноли
- Рукоятка для застопоривания задней бабки
- Главный выключатель
- Кнопка для включения и выключения ускоренного перемещения
- Педаль для аварийной остановки
- Кнопка для смазки направляющих
- Табличка для нарезания многозаходной резьбы
Краткое описание основных узлов станка CU-500 (СУ-500)
Выбор скорости вращения шпинделя
Универсальные токарные станки СU400 оснащены 21 прямыми и 11 обратными скоростными ступенями частоты вращения шпинделя. Скоростные ступени для каждой конкретной модели станка указаны на рисунках 4-3, 4-4, 4-5 и 4-6.
Выбор скоростной ступени для всех моделей производится рукоятками 24, 25 и 26.
Диск, на рис.4-3 и рис.4-5, находящийся на лицевой стороне коробки скоростей и управляемый рукояткой 24 рис.4-1, имеет четыре фиксированных положения. Сектор диска, в котором находятся требуемые обороты, устанавливается левее или правее вертикальной линии в зависимости от того, где находится фиксированное положение диска.
Рукояткой 26, рис.4-2, имеющей два фиксированных положения, указатель устанавливается в направлении к соответствующему сектору.
Примечание: При модели CU500MT сектор с требуемыми оборотами рис.4-4 позиционируется против стрелки на табличке.
Ступица, рис.4-6, управляемая рукояткой 25, рис.4-1, снабжена тремя цветовыми индикациями (зеленой, красной и синей) рис.4-6. Цвет на фоне требуемой оборотной ступени устанавливается напротив стрелки на табличке.
Запуск и остановка шпинделя для вращения в прямом или обратном направлении производится рукояткой 22 рис.4-1.
Предупреждение: Перемена скорости вращения шпинделя производится ТОЛЬКО после остановки шпинделя. Любая попытка перемены скорости при вращающемся шпинделе ведет к риску серьезного повреждения в коробке скоростей и утере права на гарантию.
Привод подачи
Механизм подачи станка для подач и нарезания резьбы включает:
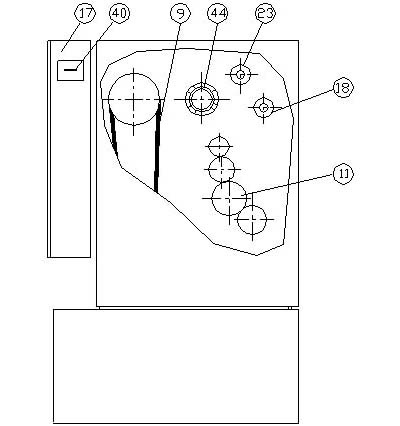
- Механизм для нормального и увеличенного шага, левой и правой резьбы: он расположен в коробке скоростей поз.3 рис.4.2 и его настройка производится рукоятками – поз.23 и18;
- Гитара, рис.4-2 поз.11: ее настройка производится путем перемещения самого нижнего зубчатого блока, согласно рис.4-7; 4-8; 4-9 и 4-10 или табличке, установленной на лицевую часть коробки скоростей;
- Коробка подач позиция 4 рис.4.1: ее настройка производится рукоятками 28 и 29 на шаг резьбы или подачу и рукояткой 30 на вид резьбы и подачу;
- Коробка суппорта: автоматическое движение подач суппорта осуществляется ведущим валом и суппортным механизмом. Включение и выключение продольной или поперечной подачи суппорта производится рукояткой 32 рис.4-1. Направление, в котором перемещается рукоятка, соответствует направлению движения суппорта.
Движение суппорта при нарезании резьбы осуществляется через ведущий винт и разъемную гайку коробки суппорта. Зацепление разъемной гайки к ведущему винту производится посредством рукоятки 31 рис.4-1.
Между рукояткой для включения автоматических подач и рукояткой для зацепления разъемной гайки обеспечена защита, которая обеспечивает включение только одной из них.
Управление суппорта при зацепленной гайке производится через рукоятки 22 рис.4-1.
Кроме движения для подач суппорт оснащен устройством для быстрого хода с отдельным электродвигателем.
Включение быстрого хода суппорта производится установкой рукоятки 32 рис.4-1 на автоматическую подачу в желаемом направлении движения и нажатием кнопки 41 рис.4-2 для включения электродвигателя. Коробка суппорта оснащена обгонной муфтой, которая обеспечивает включение суппорта на быстрый ход как при выключенном, так и при включенном движении коробкой подач.
Настройка станка для нарезания резьбы
Станок можно настроить для нарезания метрической, дюймовой, модульной и питчевой резьбы, как это указано на лицевой табличке станка.
- Задайте обороты и оборотный обхват ручками 24, 25 и 26 рис.4-1 и согласно табличке для резьбы;
- Рукояткой 23, рис.4-2 задайте механизму нормальный или увеличенный шаг;
- Рукояткой 18, рис. 4-2 задайте направление (левая или правая резьба);
- Настройте самый нижний зубчатый блок гитары на поз.11 рис.4-2 согласно табличке для резьбы;
- Задайте множительный механизм рукоятки 28, рис.4-1 согласно табличке для резьбы (А; B; C; D);
- Задайте избирательный механизм рукояткой 29, рис.4-1 согласно табличке для резьбы (1, 2, 3, 4, 5, 6, 7 и 8);
- Задайте вид резьбы рукояткой 30, рис.4-1;
- Рукояткой 31, рис.4-1 произведите зацепление разъемной гайки к винту;
Кроме указанной резьбы, в таблице на лицевой табличке показаны также три дополнительные резьбы, которые настраиваются вышеизложенным способом.
Кроме указанной резьбы, в таблице на лицевой табличке показаны также три дополнительные резьбы, настройка которых отличается от той, которая была описана выше в тексте. (Следуйте указаниям дополнительной таблички).
Нарезание многозаходной резьбы
- Настройте станок для резьбы с шагом резьбы, помноженным на число ходов, согласно п.4.6;
- Произведите нарезание первого хода резьбы;
- Через ременную шайбу вручную произведите вращение шпинделя таким образом, чтобы цифра 0 с таблички 44, рис.4-2 очутилась напротив указателя;
- Установите рукоятку 18, рис.4-2 в нейтральном положении;
- Произведите вращение шпинделя в направлении, указанном на табличке, до тех пор, пока цифра, соответствующая числу ходов резьбы, не очутится напротив указателя;
- Включите рукоятку 18 рис.4-2;
- Произведите нарезание следующего хода резьбы и т.д. путем повтора действий от п.3 до п.7 до нарезания всех ходов желаемой резьбы.
Предупреждение: При нарезании многоходовой резьбы, скорость резания не изменять.
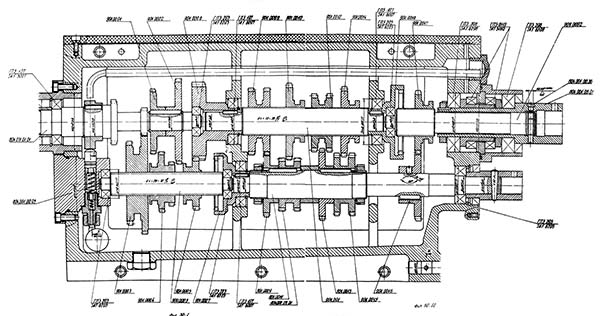
Схема кинематическая токарно-винторезного станка CU-500 (СУ-500)
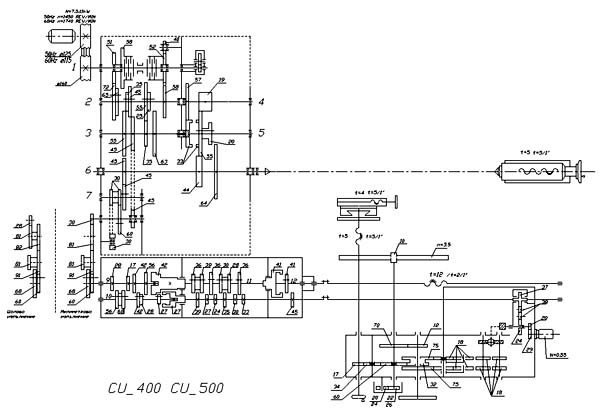
Кинематическая схема токарно-винторезного станка CU-500
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка.
Основные узлы токарно-винторезного станка CU-500
Шпиндель токарно-винторезного станка CU-500
Коробка подач токарно-винторезного станка CU-500
Задняя бабка токарно-винторезного станка CU-500 (СУ-500)
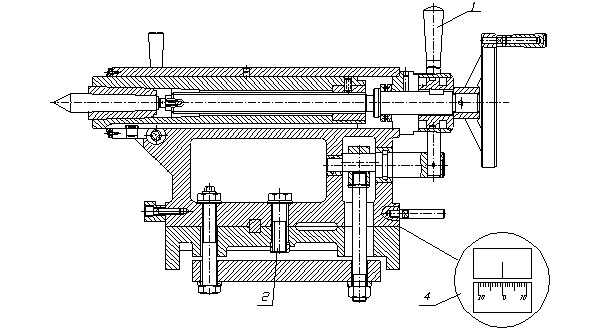
Задняя бабка токарно-винторезного станка CU-500
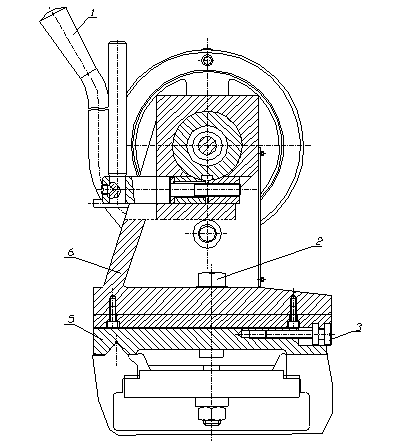
Задняя бабка токарно-винторезного станка CU-500
Схема электрическая принципиальная токарно-винторезного станка CU-500 (СУ-500)
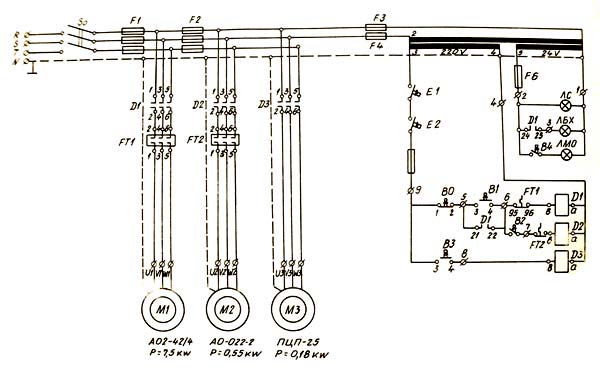
Электрическая схема токарно-винторезного станка CU-500
Электрооборудование станка CU-500 (СУ-500)
Станок CU-500 (СУ-500) оснащен главным электродвигателем, электродвигателем для быстрого хода, электродвигателем насоса охлаждающей установки, панелью в электрошкафу, панелью управления с органами управления, рабочим освещением, соединительными кабелями и проводами, защитными средствами и др.
Электропроводка и панель в электрошкафу как и мощность главного электродвигателя, питающее напряжение и частота исполняются согласно заказу клиента.
Все электродвигатели трехфазные асинхронные.
Питание цепи управления производится через трансформатор с вторичным напряжением в 24V и частотой в зависимости от заказа клиента.
В соответствии с нормами безопасности рабочее освещение из 12V.
Относительно деталей по электрооборудованию и схеме соединений см. приложенную к этому руководству экспедиционную электрическую документацию.
Защита от короткого замыкания
Главный электродвигатель и электродвигатель насоса охлаждающей системы защищены от короткого замыкания через предохранительные цепные выключатели (в электрошкафу), а от перегрузки через токовую защиту (биметаллические термические реле) FT1, FT2, FR1.
Из-за кратковременного режима работы электродвигателя для быстрого хода он обеспечен только цепным выключателем.
Трансформатор (ТС) защищен предохранителями FU1 … FU4.
В целях механической и электрической защиты этот станок оснащен следующими микровыключателями:
- Микровыключатель дверцы электрошкафа — SQ1
- Микровыключатель щита универсального патрона — SQ3
- Микровыключатель муфты — SQ4
- Микровыключатель дверцы коробки гитары — SQ5
- Аварийная “стоп”- кнопка (красный гриб) на командной панели коробки скоростей — SB0
- Аварийная “стоп”- кнопка (красный гриб) на командной панели коробки суппорта — SB5
- Электропроводка, соединители и все электрические элементы электрооборудования станка помещены внутрь корпуса станка и защищены от механических, атмосферных или химических воздействий.
- Станок оснащен защитой от повторного запуска главного электродвигателя при условии, что не освобожден шпиндель (SQ4 выключен)
Этот станок можно доставить с дополнительной аварийной “стоп”- педалью по заказу клиента (опция).
CU-500 (СУ-500) Станок токарно-винторезный. Видеоролик.
Источник
Капитальный ремонт и модернизация токарно-винторезных станков СУ-500 (CU-500)
Заводская точность по паспорту. Гарантия на станок 12 месяцев
СУ-500 (CU-500)

- Описание
- Технические характеристики
Изготовитель токарно-винторезного станка CU 500 — предприятие АО «ЗММ — Сливен» (ZMM-Sliven), которое входит в станкостроительный холдинг ЗММ «Болгария Холдинг (Zmm-Bulgaria Holding Ltd.)» — крупнейший производитель универсальных токарных станков в Европе.
Токарно-винторезный станок СУ-500 (CU 500) предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Используя конусную линейку (опция) можно обрабатывать конические поверхности.
Универсальный токарный станок СU500 оснащен 21 прямыми и 11 обратными скоростными ступенями частоты вращения шпинделя. Скоростные ступени станка указаны в паспорте на рисунках 4-3, 4-4, 4-5 и 4-6.
| Наименование параметра | СУ-500 (CU 500) |
|---|---|
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 245 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 300 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 1000, 1500, 2000 |
| Ширина направляющих, мм | 360 |
| Шпиндель | |
| Диаметр отверстия в шпинделе, мм | 62 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 60 |
| Количество прямых скоростей шпинделя | 21 |
| Количество обратных скоростей шпинделя | 11 |
| Конец шпинделя по ISO702-II/USAS B5.9D1 ISO702-III/DIN 55027 | 8 |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | 80 |
| Диаметр патрона, мм | 250 |
| Наибольший крутящий момент на шпинделе, Нм | 100 |
| Суппорт. Подачи | |
| Наибольшая длина поперечного перемещения, мм | 250/ 260 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 |
| Количество подач продольных | 120 |
| Количество подач поперечных | 60 |
| Количество нарезаемых резьб — метрических | 64 |
| Количество нарезаемых резьб — модульных | 64 |
| Количество нарезаемых резьб — дюймовых | 64 |
| Количество нарезаемых резьб — питчевых | 64 |
| Резцовые салазки | |
| Наибольшее перемещение резцовых салазок, мм | 140 |
| Наибольшее сечение державки резца, мм | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 30 |
| Число резцов в резцовой головке | 4 |
| Задняя бабка | |
| Диаметр пиноли задней бабки, мм | 70 |
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 180 |
| Электрооборудование | |
| Электродвигатель главного привода, кВт | 7,5; 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,55 |
| Электродвигатель насоса СОЖ, кВт | 0,09 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2435 х 1185 х 1304 |
| Масса станка, кг | 2280 |
Перечень выполняемых работ по ремонту:
| 1 | Мойка, дефектовка, замер износа. |
| 2 | Полная разборка станка |
| 3 | Ремонт станины: — полная шлифовка направляющих и несущих поверхностей станины. (Обеспечивает точность до 15 мкм на 1000 мм. Твердость рабочих плоскостей направляющих соответствует заводской от 50…59 HRc.) |
| 4 | Ремонт станины: — очистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников, уплотнителей — замена всех фрикционных дисков — замена бронзовых вилок переключения скоростей — ремонт или замена шпинделя — замена информационных табличек на новые |
| 5 | Ремонт фартука: — очистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников и уплотнителей — замена маточной гайки — замена регулировочных пробок — ремонт или замена насоса |
| 6 | Ремонт каретки: — шабровка или восстановление нижних направляющих каретки (используя материал Zedex 100K) — шабрение нижних направляющих — шлифовка поверхностей под нижнюю часть суппорта — шлифовка прижимных планок — ремонт привода поперечного перемещения — замена винтовой пары поперечного перемещения — ремонт узла винта поперечного перемещения с заменой упорных подшипников и ремонта автомата отсечки — шабровка поперечных направляющих — восстановление перпендикуляра оси вращения станка и взаимной параллельности направляющих — восстановление или замена клиньев |
| 7 | Ремонт суппорта: — шабрение всех направляющих и несущих поверхностей — шабрение опорной поверхности поворотной части верхнего суппорта — замена подшипников — замена винтовой пары верхнего суппорта — восстановление или замена резцовой головки, притирка к посадочному конусу, ремонт поворотно-фиксирующего механизма |
| 8 | Ремонт коробки подач: — чистка, мойка, разборка, дефектовка — замена забракованных деталей — замена всех подшипников и уплотнителей — замена информационных табличек на новые |
| 9 | Ремонт задней бабки: — пришабривание направляющих задней бабки к направляющим станины — пришабривание несущей плиты к основанию задней бабки — ремонт отверстия задней бабки под ремонтную пиноль — замена пиноли — восстановление параллельности и одновысотности пиноли задней бабки к шпинделю |
| 10 | Ремонт опорного кронштейна ходового винта и вала: — замена опорных втулок — калибровка ходового винта |
| 11 | Ремонт электрооборудования: — замена проводки и электрооборудования станка в полном объеме — ревизия всех электродвигателей с заменой подшипников — измерение сопротивления изоляции и числа оборотов электродвигателей при несоответствии норм ТУ замена двигателя |
| 12 | Ревизия при необходимости замена системы СОЖ |
| 13 | Сборка станка |
| 14 | Установка нового патрона |
| 15 | Заправка свежим маслом И-20 |
| 16 | Восстановление геометрии станка |
| 17 | Проверка по нормам точности |
| 18 19 | Испытание станка во всех режимах, с кратковременным перегрузом в 30% Покраска станка |
Как мы добиваемся высокого качества и скорости выполнения работ?
География клиентов
Компания работает по всей территории Российской федерации и СНГ, обеспечивает техническое обслуживание проданных и отремонтированных станков.
Источник