- Контроллер токарного станка 16Б25ПСп
- Стоимость ремонта токарных станков
- Нужна помощь?
- Последние статьи
- Цены на капитальный ремонт токарных станков:
- Стоимость ремонта токарных станков
- Основные неисправности и их устранение
- Проведение ремонта
- 16Б25ПСп Станок токарно-винторезный повышенной точности универсальный Схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 16Б25ПСп
- Станки, выпускаемые Фрунзенским машиностроительным заводом
- 16Б25ПСп Станок токарно-винторезный повышенной точности с автоматической коробкой передач. Назначение и область применения
- 16Б25ПСп Габарит рабочего пространства токарно-винторезного станка
- 16Б25ПСп Посадочные и присоединительные базы токарно-винторезного станка
- 16Б25ПСп Общий вид токарно-винторезного станка
- 16Б25ПСп Расположение органов управления токарно-винторезным станком
- Спецификация органов управления токарно-винторезным станком 16Б25ПСп
- 16Б25ПСп Пульт управления токарно-винторезным станком
- Органы управления станком 16Б25ПСп
- 16Б25ПСп Схема кинематическая токарно-винторезного станка
- Конструкция токарно-винторезного станка 16Б25ПСп
- Станина станка
- Автоматическая коробка скоростей токарно-винторезного станка 16Б25ПСп
- Технические характеристики Автоматической коробки скоростей АКП 309-16
- Шпиндельная бабка
- Задняя бабка
- Коробка подач
- Унифицированная коробка подач 16Б20П.070
- Фартук
- Каретка, верхний суппорт (резцовые салазки)
- Резцедержатель
- Техническое обслуживание токарного станка 16Б25ПСп
- Электропитание станка 16Б25ПСп
- 16Б25ПСп Схема электрическая принципиальная токарного станка
- 16Б25ПСп Схема расположения электрооборудования на токарном станке
- Описание электрооборудования станка 16Б25ПСп
- Описание работы электросхемы станка токарного 16Б25ПСп
- 16Б25ПСп Станок токарно-винторезный универсальный повышенной точности. Видеоролик.
Контроллер токарного станка 16Б25ПСп
Какое то время назад передо мной встала задача по восстановлению старого советского токарного станка 16Б25ПСп. Его ‘прелесть’ состоит в применении электромагнитных муфт в коробке переключения скоростей. Выпущен этот станок пол века назад, соответственно и управляющая электроника по современным понятиям явно не на высоте. Логика, выполненная на тиристорах и герконовых реле – для 70-х годов это нормально, но для двухтысячных как-то не то. Порывшись в Интернете, я быстро нашел несколько статей на тему 16Б25ПСп. В них все авторы настоятельно рекомендуют выбрасывать старую схему и собирать свою, на новой элементной базе. С этим я совершенно согласен. Но далее начались трудности. И связаны они с какими то странностями, творящимися вообще с описаниями конструкций на микроконтроллерах.
Очень часто описание таких устройств дается или без исходника программы, или вообще без программы, или с программой, специально содержащей ошибку. Видимо расчет на то, что, собрав схему и не сумев запустить ее, вам будет просто необходимо обратиться к автору за помощью. Ну а там, при желании, можно и ‘денежку срубить’. Господа, товарищи, да нельзя так делать. Ведь большинство устройств на МК – это один и тот же набор деталей: вход (транзистор, оптрон), мозги(микроконтроллер) , выход(реле, индикатор). Все они выполнены одинаково, и вся соль состоит не в схеме, а в программе, здесь она является главной частью конструкции и предлагать схему без исходника – равносильно, что продавать граммофонную трубу без самого граммофона, как это было в известном фильме «Начальник Чукотки». Если уж публиковать что-либо, то или сразу честно говорить – господа, это за деньги, или выкладывать всю информацию, без утайки.
Так было и в моем случае. В разных статьях предлагались схемы с программами за отдельную плату, предлагалось купить готовую плату, программы с ошибками. Плюнув в экран компьютера с надеждой, что плевок каким то образом дойдет до адресата, я разработал конструкцию, которую и предлагаю в этой статье.
Начнем с описания станка. Выпускались несколько его разновидностей разными заводами, соответственно и схемы несколько различались. К моему подошла схема, кем то и когда-то перерисованная от руки (смотри Scan0001,Scan0002,Scan0003 во вложении)
На этих трех замусоленных обрывках бумаги есть почти все необходимые данные. Главное – есть нумерация проводов, которые разумно использовать при монтаже своей схемы. Важно только при демонтаже старой схемы не потерять кембрики с нумерацией, иначе придется вызванивать проводку.
При выборе компоновки было решено собрать плату контроллера в корпусе кнопочной станции.
В основном это продиктовано заботой о помехоустойчивости схемы, ведь тогда мы получаем минимальную длину почти всех сигнальных проводов, за исключением ручки переключения «вперед\стоп\назад». Для нее применен ряд аппаратно — программных мер, о которых чуть дальше.
Получилась вот такая схема.
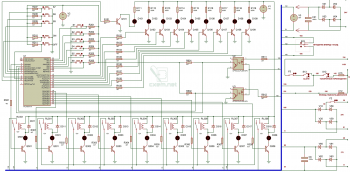
В тексте с этой схемой трудно работать, поэтому рекомендую воспользоваться файлом «Схема 16b25psp_2 22 03 2013.pdf», а тем, кто работает с Proteus – файлом «16B25PSp.DSN». Здесь можно виртуально посмотреть работу контроллера.
Прошу прощения за некоторые странности при рисовании схемы. Как уже было сказано, она выполнялась в Proteus, а в нем не все можно нарисовать так, что бы это потом в нем же работало. Обратите внимание на питание – указаны какие то источники напряжения V1,V2 и т.д. Реально питание с моста V60-V63 подается на 7812 – этим напряжением питаются реле, затем на 7805 – этим питается микроконтроллер. Но если нарисовать все как есть – Proteus отказывается эмулировать, показывает какую то ошибку.
Оптроны нарисованы тоже не те, реально стоят PC120, в эмуляторе нет четырехногих оптронов.
МК – PIC16F877A – выбран, как имеющий достаточное количество входов \ выходов. Каких либо особенностей схема включения не имеет. Светодиоды D101 – D109 – индикаторы включенной скорости, D301- D308 – индикаторы включенных муфт. Они нужны для визуального контроля в процессе наладки, в последствии их можно ( и даже нужно) исключить, поскольку ток через них определяется обмоткой реле и составляет 25 – 27 мА (многовато для светодиодов). D501 – индикатор включения главного двигателя.
В силовой части я старался максимально использовать уже имеющийся монтаж, поэтому нумерация проводов соответствует (или почти соответствует) родной схеме.
Несколько слов по поводу включения электромагнитных муфт форсированным напряжением. В моем случае муфты прекрасно включаются и без «форсажа», с ним только возрастают помехи (видимо, большой токовый бросок) и контроллер иногда сбоит. Однако и на схеме, и в программе оставлены элементы, отвечающие за это – RL308, Q308 и т.д., нет только выпрямительного мостика 80 вольт. Нужны они или нет – решать вам, мне они не понадобились.
Без форсированного пуска контроллер работает достаточно устойчиво. Правда, пришлось параллельно кнопкам установить конденсаторы 0,068 мкФ (на схеме условно не показаны, распаяны прямо на кнопках). Из аппаратных помехоподавляющих средств можно еще отметить пару таких же конденсаторов по питанию, распаянных в разных местах платы – обычная практика в цифровой технике, 3 электролита 1000мкФ – на входе, после 7812 и после 7805, а так же применение оптронной развязки ручки переключения «вперед\стоп\назад». Такую развязку делают во всех промышленных контроллерах.
Дальнейшее увеличение помехоустойчивости достигается программно за счет неоднократной проверки состояния входов. Программа написана на Ассемблере, текст приведен в приложении. Не смейтесь над комментариями: меня учили писать их так подробно мои учителя и, как показывает практика, достаточно легко можно разобраться в своей же программе по истечении длительного времени.

По поводу печатной платы. Она выполнена в Dip Trace. Для тех, кто не владеет этой программой, приведены копии в pdf. На первый взгляд это двухсторонний монтаж, но он прекрасно реализуется и в одностороннем варианте с помощью не более чем десятка перемычек. Внимание! То, что вы видите на фото – это, так сказать, черновой вариант печатной платы. В процессе изготовления пришлось несколько изменять первоначально задуманный монтаж, а затем корректировать рисунок печатной платы. В результате представленный вариант реально не изготавливался, теоретически возможны ошибки.
Вот, кажется, и все. Если у кого возникнут вопросы пишите в комментарии
Источник
Стоимость ремонта токарных станков
Нужна помощь?
Наши специалисты перезвонят Вам и проконсультируют по вопросам ремонта, тех. обслуживания или покупки станка.
Последние статьи
Цены на капитальный ремонт токарных станков:
(вид ремонта)
165 (ДИП500)
РМЦ-3000
Гарантия 12 месяцев. Все цены на ремонт указаны при условии 100% комплектности станка по механической части.
При наличии дефектов корпусных деталей, дорогостоящих деталей, не поддающихся восстановлению или некомплектности станка стоимость и срок ремонта увеличиваются на стоимость и срок поставки запасных частей.
Дополнительные услуги:
- Демонтаж тяжелых станков;
- Возможен обмен нашего оборудования после ремонта на Ваши станки.
Стоимость ремонта токарных станков
При длительной эксплуатации токарного оборудования не обойтись без проблем. Со временем детали изнашиваются. Появляются различного рода неисправности, которые требуют немедленного устранения.
Компания ООО «ПКФ РемСтан» предлагает услуги в области ремонта токарных станков. Для нашей компании это приоритетный вид деятельности — около 70% ремонтных работ приходится именно на станки.
Основные неисправности и их устранение
Стоимость ремонтных работ в первую очередь зависит от характера поломки. Промышленные токарные станки чаще всего выходят из строя вследствие износа деталей, возникшего из-за трения. Чаще всего приходится сталкиваться со следующими поломками:
- механические повреждения элементов корпуса — трещины, сколы и т.п.;
- стачивание зубцов шестеренок;
- повреждения шлицев, резьбы, шлеек;
- износ валов и фланцев.
Компания «ПКФ РемСтан» выполняет текущий и капитальный ремонт токарных станков. Чем выше сложность работ, тем они дороже. Однако необходимо отметить, что ремонт промышленного оборудования в любом случае обходится дешевле, чем приобретение нового станка. Помимо того, в случае с мелким и средним ремонтом можно обойтись без демонтажа оборудования, устранив неполадки на месте. Это существенно снижает время простоя.
Ремонт любых моделей токарных станков!
На цену также влияет конструкция и модель станка. К примеру, на ремонт модели 16к20 цена более низкая, чем модели 1512 — как раз из-за конструктивных особенностей оборудования.
Наша компания ремонтирует все востребованные виды и модели токарных станков. Мы работаем с токарно-винторезным и токарно-карусельным оборудованием, широко применяемом в промышленности.
Проведение ремонта
В данном разделе представлен ориентировочный прайс-лист со стоимостью ремонта токарных станков. Цены актуальны в случае 100% комплектности оборудования. При поступлении к нам некомплектного оборудования осуществляется заказ и поставка необходимых запчастей.
Воспользоваться услугами компании «ПКФ РемСтан» стоит по ряду причин:
- обязательная профессиональная диагностика и контрольные замеры параметров;
- ремонт токарных станков — наша главная специализация;
- оперативное выполнение работ в сжатые сроки;
- поставка запасных частей;
- гарантия — 12 месяцев.
Воспользуйтесь выгодным предложением и получите надежного партнера, с которым оборудование вашего предприятия будет работать эффективно.
Источник
16Б25ПСп Станок токарно-винторезный повышенной точности универсальный
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 16Б25ПСп
Производитель токарно-винторезного станка повышенной точности 16Б25ПСп — Фрунзенский машиностроительный завод им. В.И. Ленина, основанный в 1941 году. В настоящее время Бишкекский машиностроительный завод.
Отсчет своей истории завод ведет с ноября 1941 года, когда в центре города Фрунзе заработал эвакуированный завод из Ворошиловграда (ныне Луганск) специализирующийся на выпуске патронов.
В дальнейшем, за годы своего существования, завод стал многофункциональным предприятием с развитой инфраструктурой. Имея в своем распоряжении станкостроительное, кузнечно-литейное, электротехническое и другие мощности завод выпускал разнообразную продукцию: патроны для стрелкового оружия мелкого калибра, механические пресса, токарные станки с ЧПУ, термопластавтоматы, АРЛ, таль электрические, токарные патроны, цепи для комбайнов, а так же товары народного потребления.
Станки, выпускаемые Фрунзенским машиностроительным заводом
16Б25ПСп Станок токарно-винторезный повышенной точности с автоматической коробкой передач. Назначение и область применения
Токарно-винторезный станок повышенной точности 16Б25ПСп предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать станок не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах; при этом обеспечивается рациональное использование современных марок твердых сплавов.
Токарный станок 16Б25ПСп обеспечивает нарезание метрической, дюймовой, модульной и питчевой резьб, а при сокращенной кинематической цепи (прямое включение ходового винта без коробки подач), дает возможность производить нарезание нестандартных резьб при соответствующей настройке гитары.
На станке 16Б25ПСп возможна обточка конусов без применения конусной линейки путем механического перемещения верхнего суппорта.
Оригинальная конструкция станины, устраняющая возможность попадания металлических отходов в пазы направляющих. Это приводит к уменьшению износа и увеличению срока службы станка. Также становится возможным обрабатывать материалы, имеющие особый состав и прошедшие специальную обработку
Автоматическое управление скоростями вращения шпинделя позволяет производить переключение скоростей на ходу и тем самым уменьшает непроизводительные потери времени.
Применение автоматической коробки передач позволяет обеспечить:
- ступенчатое регулирование скорости шпинделя на холостом ходу и под нагрузкой с постоянной мощностью
- реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
- работу шпинделя в толчковом режиме
Широкое применение полупроводниковых и релейных элементов и схем для управления работой станка. Используемые тиристорно-транзисторные изменили систему управления режимами станка и позволили изменять скорость вращения шпинделя без выключения главного привода.
Ускоренный обратный ход шпинделя при нарезании резьбы позволяет уменьшить время обработки детали.
Возможно отключение коробки подач, передавая вращение непосредственно на ходовой винт. Такое сокращение кинематической цепи позволяет нарезать резьбу с нестандартным шагом.
Магнитные пускатели предохраняют токарно винторезный станок 16Б25ПСп от самопроизвольного включения электродвигателей при восстановлении подачи электроэнергии после ее внезапного отключения.
Не рекомендуется использовать станок при черновой обработке.
Класс точности станка П по ГОСТ 8—71.
16Б25ПСп Габарит рабочего пространства токарно-винторезного станка

Габариты рабочего пространства токарного станка 16Б25псп
16Б25ПСп Посадочные и присоединительные базы токарно-винторезного станка

Шпиндель токарно-винторезного станка 16Б25псп

Станина токарно-винторезного станка 16Б25псп
16Б25ПСп Общий вид токарно-винторезного станка

Фото токарно-винторезного станка 16Б25псп

Фото токарно-винторезного станка 16Б25псп
16Б25ПСп Расположение органов управления токарно-винторезным станком

Расположение органов управления токарным станком 16Б25псп
Спецификация органов управления токарно-винторезным станком 16Б25ПСп
- Рукоятка включения нормального и увеличенного шага левой или правой резьбы
- Рукоятка переключения диапазонов
- Рукоятка для выключения и реверсирования вращения шпинделя
- Рукоятка для поперечной подачи суппорта
- Рукоятка для включения продольной и поперечной подачи
- Кнопка включения ускоренных ходов
- Рукоятка зажима пиноли
- Рукоятка быстродействующего зажима задней бабки
- Маховик для перемещения пиноли
- Гайка для зажима задней бабки
- Гайка Для зажима задней бабки
- Пульт управления
- Рукоятка включения маточной гайки
- Рукоятка для выключения и реверсирования вращения шпинделя
- Кнопка для смазки верхних направляющих каретки, пара винт-гайка
- Кнопка для включения механической подачи верхнего суппорта
- Кнопка для выведения реечной шестерни из зацепления при нарезании резьбы
- Маховик для ручного перемещения суппорта
- Пульт управления на шпиндельной бабке (пост, толчок, охлаждение, реверс шпинделя)
- Рукоятка для настройки шага резьбы и подачи
- Рукоятка включения подач, резьб метрической и дюймовой и прямое включение ходового винта (без коробки подач)
- Рукоятка для настройки шага резьбы и подачи
16Б25ПСп Пульт управления токарно-винторезным станком

Пульт управления токарно-винторезным станком 16Б25псп
Органы управления станком 16Б25ПСп
Над суппортной группой на кронштейне установлен пульт управления, на котором расположены:
- кнопки «1» — S12 и «О» — S11 главного привода
- девять кнопок выбора частоты вращения шпинделя — S1 . S9
- сигнальные лампы H1 . Н9, указывающие на выбранную частоту вращения шпинделя
На боковую стенку электрошкафа, расположенного на задней стороне шпиндельной бабки, выведена рукоятка трехфазного автоматического выключателя ввода питания — F1.
На шпиндельной бабке установлен указатель нагрузки, показывающий загрузку электродвигателя главного привода (в процентах от номинального тока электродвигателя. 1н = 22А) — РА и панель с расположенными на ней:
- тумблером управления электронасосом — S15f
- тумблером управления постоянным тормозом шпинделя — S20
- кнопкой «Общий стоп» — S10
- кнопкой «Толчок» — S14
- сигнальной лампой Н10, сигнализирующей о включенном состоянии вводного автоматического выключателя
В рукоятку фартука встроена кнопка управления электродвигателем ускоренного перемещения суппортной группы — S13.
В нише каретки установлен переключатель S19, осуществляющий подготовку к включению прямого или обратного направлений вращения шпинделя и его торможение.
В рукоятки управления вращением шпинделя вмонтированы микровыключатели S16 и S17, осуществляющие его включение.
16Б25ПСп Схема кинематическая токарно-винторезного станка

Кинематическая схема токарно-винторезного станка 16Б25псп
Конструкция токарно-винторезного станка 16Б25ПСп
Станина станка
Станина станка жесткой конструкции с диагональными ребрами и с двумя призматическими и двумя плоскими направляющими. Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Автоматическая коробка скоростей токарно-винторезного станка 16Б25ПСп
В станке 16Б25ПСп смонтирована унифицированная Автоматическая коробка скоростей АКП 309-16.

Коробка скоростей токарно-винторезного станка 16Б25ПСп
Коробка скоростей имеет 9 прямых и 3 обратных ступеней чисел оборотов. Переключение скоростей осуществляется с помощью 7 электромагнитных муфт. Коробка скоростей крепится на плите, закрепленной на задней стенке левой тумбы. Движение на входной вал коробки скоростей с электродвигателя осуществляется клиноременной передачей, а с выходного вала АКС на шпиндельную бабку передается с помощью плоскозубчатого ремня.
Технические характеристики Автоматической коробки скоростей АКП 309-16
- Номинальный нагрузочный момент на выходном валу — 400 Н.м
- Пределы частот вращения выходного вала — 125..2000 об/мин
- Номинальная частота вращения входного вала — 1000 об/мин
- Количество прямых передач — 9
- Количество обратных передач — нет
- Коэффициент ряда частот вращения выходного вала — 1,41
- Мощность приводного электродвигателя — 15 кВт
- Время разгона — 2,5 с
- Время торможения 2,0 с
- Напряжение цепей питания электромуфт — 24 В
- Масса — 260 кг
Шпиндельная бабка

Шпиндельная бабка токарно-винторезного станка 16Б25ПСп
Шпиндельная бабка представляет собой редуктор, позволяющий получать три диапазона скоростей шпинделя со следующим кинематическим соотношением входного числа оборотов к выходному: 1 : 1; 1 : 4; 1 : 16,
Шпиндель 1 разгружен от действия радиальных сил ременной передачи и смонтирован на высокоточных цилиндрических роликоподшипниках и радиально-упорных шарикоподшипниках. Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу.
В положении диапазона 1 : 1 (вращение напрямую АКС) шпиндель получает со шкива 2, жестко соединенного с шестерней-муфтой 3 и через включенную в нее шестерню 4.
Включение диапазона 1:4 происходит с помощью: шестерен 3, 5, 6 и 7; а диапазон 1:16 — 3, 5, 6, 8, 10, 9, 11 и 12 (положение показано на рис.8).
Включение всех трех диапазонов осуществляется рукояткой 13 (рис. 10), ступица 14 которой соединена с валиком 15, на котором закреплен кулачок 16, имеющий два специальных паза 16а и 16б. В эти пазы входят ролики рычагов 17 и 18. Рычаг 17 жестко связан с валиком 19, на котором также жестко закреплен рычаг 20. Получая определенное вращение от паза 16а, через рычаг 17 и валик 19, рычаг 20 с помощью переводки 21 (рис. 10 и 12), кулачка 22 и вилок 23 и 24, переключает шестерни 6 и 11. Согласованно с рычагом 17, рычаг 18, свободно сидящий на вилке 19, от паза 16б получает определенное вращение и через тягу 25 (рис. 10 и 11) поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28 (рис. 9 и 12), переключающие шестерни 5 и 4.
Привод от шпинделя к гитаре станка осуществляется с помощью шестерен 31, 32, 33, 34 (рис, 8). Включение нормального или увеличенного шага правой или левой резьб производится рукояткой 35, закрепленной с кулачком 36 (рис. 9,11). Кулачок 36 управляет одновременно двумя сборными рычагами 37 и 38, которые через вилку 39 и сухарь 40 переключают в соответствующее положение шестерни 31 и 33.
Задняя бабка
Задняя бабка закрепляется эксцентриковым зажимом с помощью рукоятки 26 при легких работах, и дополнительно винтами 13 и 50 при тяжелых работах. Если рукоятка 26, отведенная в крайнее положение, не обеспечивает достаточный прижим, то нужно посредством регулирования гайки 37, изменить положение прижимной планки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвращения износа направляющих, задняя бабка снабжена пневмооборудованием. Сжатый воздух от сети через фильтр влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком задней бабки и направляющими станины, образуя воздушную подушку.
Ежедневно перед началом работы необходимо спустить влагу из фильтра, повернув вороток, установленный в его нижней части. Один раз в . 2-3 месяца фильтр снимать для очистки и промывки. В маслораспылитель, по мере израсходования, заливать масло «Индустриальное-20» ГОСТ 20799-75.
Коробка подач

Коробка подач токарно-винторезного станка 16Б25ПСп
Коробка подач станка позволяет получать величины и диапазон подач суппорта, шагов метрических, дюймовых, модульных и питчевых резьб. В таблице 2, помещенной на передней стенке шпиндельной бабки, указаны все возможные величины продольных и поперечных подач, а также шаги резьб нормальной точности, полученные при помощи механизма, коробки подач и соответствующих настроек гитары.
На кожухе, закрывающем гитару, помещена таблица 3 настроек на резьбы повышенной точности.
Резьбы повышенной точности нарезаются при более короткой кинематической цепи — напрямую (без коробки подач), т. е. путем настройки гитары на каждый шаг резьбы.
Для выбора вида обработки: 1) подача; 2) метрическая или модульная резьба; 3) дюймовая или, питчевая резьба; 4) прямое включение ходового винта — служит средняя рукоятка коробки подач, имеющая в положениях особые символы (табл. 4).
Унифицированная коробка подач 16Б20П.070

Коробка подач 16Б20П.070 токарно-винторезного станка 16Б25ПСп
Коробка подач 16Б20П.070 предназначена для изменения передаточного отношения при передаче вращения от входного вала коробки подач к ходовому винту или ходовому валу токарно-винторезных станков с диаметром обработки над станиной до 500 мм.
Фартук
Механизмы фартука обеспечивают получение подач каретки и суппорта в четырех направлениях в ускоренном и рабочем режимах. Для обеспечения продольной подачи включается муфта 104 или муфта на валу 99, для обеспечения поперечной подачи включается муфта 39 или муфта 41. Для предотвращения самопроизвольного включения поперечной подачи при выключенной продольной в фартуке имеется , блокировочное устройство, установленное в рукоятке включения подачи. В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
Регулировка положения полугайки маточной гайки обеспечивается специальными винтами, установленными на стенке корпуса фартука.
Фартук снабжен предохранительной муфтой, которая срабатывает в случае повышения допустимой осевой нагрузки. Величину предельного усилия можно регулировать гайкой 11.
Механизм фартука обеспечивает обработку деталей по жесткому упору, который можно устанавливать на станине.
Каретка, верхний суппорт (резцовые салазки)
Механизмы каретки и верхнего суппорта обеспечивают подачу инструмента в поперечном направлении. Механическая подача верхнего суппорта осуществляется при выдвинутом положении кнопки 1, и зафиксированном от вращения винте. Обработка конических поверхностей с применением механической подачи верхнего суппорта возможна при установке верхней части суппорта на соответствующий, угол и закрепление его специальными винтами. На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для включения и реверсирования вращения шпинделя. Шпиндель начнет вращаться только при одновременном перемещении рукояток 4 и нажатии одной из кнопки 5, которые служат для блокировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом поперечной подачи 6, который позволяет вести непосредственный отсчет перемещений суппорта относительно оси центров станка.
Регулирование зазора в винтовой паре поперечной подачи осуществляется поворотом червяка 7 и последующим фиксированием его двумя винтами 8.
Регулирование зазоров в направляющих «ласточкин хвост» каретки и верхнего суппорта производится смещением соответствующих клиньев 9 относительно направляющих регулировочными винтами 10, которые расположены с обоих торцов клиньев.
Для предотвращения смещения каретки при торцевой обработке предусмотрено закрепление ее относительно станины специальным винтом через планку 11.
При механической подаче недопустимы перемещения верхнего суппорта до крайних положений (перемещения верхнего суппорта ограничены рисками).
Резцедержатель
Корпус резцедержателя 4 фиксируется на зубьях плоского кольца 1, закрепленного на верхнем суппорте.
Разжим, поворот и фиксация резцедержателя осуществляется поворотом рукоятки 12, сначала против часовой стрелки, а после выбора нужной позиции зажим производится поворотом рукоятки по часовой стрелке.
Конструкция резцедержателя обеспечивает надежную защиту встроенных деталей от попадания грязи и эмульсии.
Техническое обслуживание токарного станка 16Б25ПСп
Регулирование некоторых элементов станка
Натяжение ремней 1 осуществляется перемещением электродвигателя в горизонтальном направлении винтом позиция 2. Второй ремень натягивается перемещением в горизонтальном направлении АКС по подредукторной плите винтами позиция 3, при ослабленных болтах позиция 4.
Регулирование натяжения ремня быстрых перемещений суппорта производится гайками на тяге 1 (рис. 29), выведенной на заднюю стенку станины.
Регулирование остальных элементов станка (половинок маточной гайки фартука, гайки винта поперечной подачи; смещение оси задней бабки) осуществляется согласно чертежам общих видов узлов и ряда пояснений, изложенных в разделе «Устройство станка».
Электропитание станка 16Б25ПСп
16Б25ПСп Схема электрическая принципиальная токарного станка

Электрическая схема токарно-винторезного станка 16Б25псп
Электромагнитные муфты, цепи управления и сигнализации питаются пониженным напряжением следующих значений
380 В 50 Гц
Цепи управления
110 В
24 В
Цепь сигнализации
5 В
16Б25ПСп Схема расположения электрооборудования на токарном станке

Схема расположения электрооборудования на токарном станке 16Б25псп
Описание электрооборудования станка 16Б25ПСп
На станке установлено следующее электрооборудование (см. рис. 8):
- электродвигатель главного привода — Ml
- электродвигатель насоса охлаждения — М2
- электродвигатель ускоренного перемещения суппортной группы — МЗ
- на задней стороне шпиндельной бабки установлен электрошкаф, в котором размещена аппаратура управления
- на плите, закрепленной на задней стенке левой тумбы станка, расположена автоматическая коробка скоростей (АКС), осуществляющая переключение скоростей шпинделя с помощью электромагнитных муфт Y1 . Y7.
Разводка проводов от электрошкафа осуществляется через штепсельные разъемы, расположенные на боковой стенке и дне электрошкафа.
Силовые цепи станка предназначены для подключения к трехфазной сети переменного тока напряжением 380 В частотой тока 50 Гц.
Описание работы электросхемы станка токарного 16Б25ПСп
В качестве главного привода в станке применен нерегулируемый трехфазный электродвигатель переменного тока и автоматическая коробка скоростей (АКС), управление которой осуществляется от пульта управления.
- ступенчатое регулирование скорости шпинделя как на холостом ходу, так и под нагрузкой с постоянной мощностью резания
- реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
- работу шпинделя в толчковом режиме
АКС представляет собой 12-ступенчатую трехваловую коробку, переключение скоростей в которой осуществляется посредством многодисковых электромагнитных муфт.
В АКС использованы электромагнитные муфты типа ЭТМ с магнитопроводящими дисками и бесконтактным токоподводом.
Для переключения ступеней скорости под нагрузкой в схеме управления предусмотрена подача на муфты форсированного напряжения от выпрямительного моста ВФ.
Пуск электродвигателя главного привода Ml осуществляется нажатием кнопки «1» — S12, которая замыкает цепь пускателя К1, переводя его на самопитание. Останов электродвигателя Ml осуществляется нажатием кнопки «О» — S11 (зона 9).
16Б25ПСп Станок токарно-винторезный универсальный повышенной точности. Видеоролик.
Источник