- Запчасти для Т-170, Т-130
- Ремонт топливоподкачивающего насоса
- Снятие топливоподкачивающего насоса
- Разборка топливоподкачивающего насоса
- Разборка ручного подкачивающего насоса
- Технические требования на Корпус и поршень
- Технические требования на стержень и втулка
- Технические требования на толкатель в сборе
- Сборка ручного подкачивающего насоса
- Общая сборка топливоподкачивающего насоса
- Испытание топливоподкачивающего насоса
- Установка топливоподкачивающего насоса
- Destroerr › Blog › Ремонт топливного насоса, перекачки.
- Ремонт подкачивающего насоса
- Ремонт топливоподкачивающих насосов
Запчасти для Т-170, Т-130
Введите строку и нажмите Enter
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.























10 августа 2013
10 августа 2013
Ремонт топливоподкачивающего насоса
Снятие топливоподкачивающего насоса
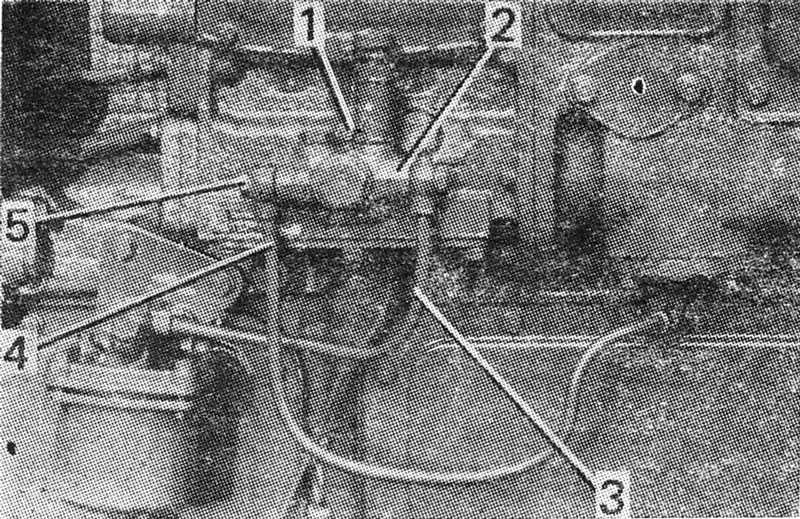
Закройте кран на топливном баке. Выверните болты 5 ( рис. 140 ) и отсоедините топливопроводы 3 и 4 от топливоподкачивающего насоса 2 Отверните три болта 1 и снимите насос. Наденьте защитные детали 5 и 7 ( рис. 141 ) на болты 6 и заверните болты в резьбовые отверстия корпуса насоса 20.
Разборка топливоподкачивающего насоса
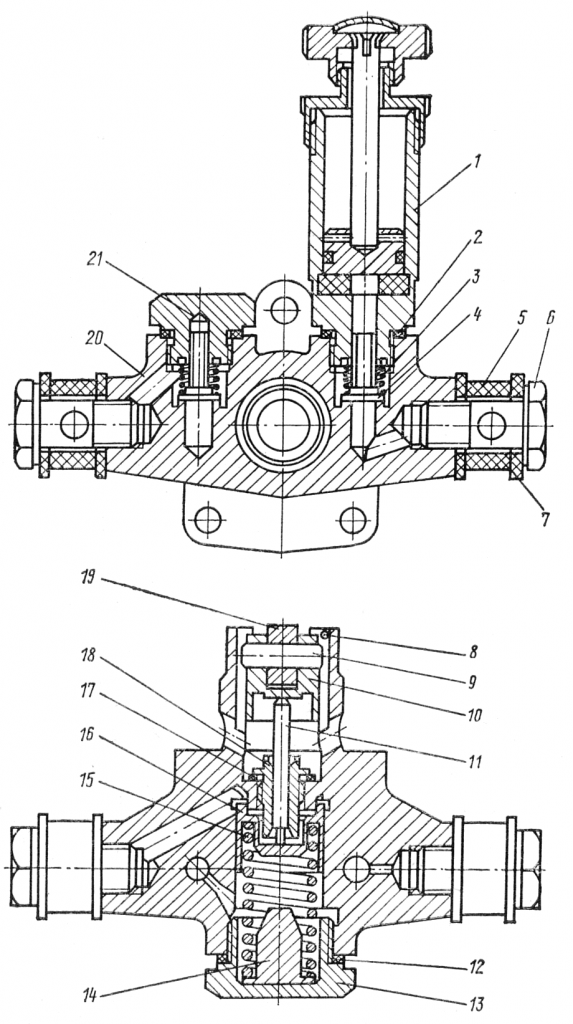
Выверните болты 6 и снимите защитные детали 5, 7. Отверните пробку 13 и выньте из корпуса упор 14 с пружиной 15, поршень 16 со стержнем 11. Выпрессуйте штифт 8 и выньте толкатель 10 в сборе с роликом 19 и осью 9. Выверните из корпуса втулку 18 с прокладкой 17.
Выверните ручной подкачивающий насос 1 и пробку 21 с прокладками 2. Выньте два клапана 4 с пружинами 3.
Разборка ручного подкачивающего насоса

Выверните крышку 2 ( рис. 142 ) из корпуса цилиндра 3 и выньте из него рукоятку 1 со штоком 4 и поршнем 6. Выбейте штифт 5 и снимите поршень со штока. Выньте, при необходимости, из цилиндра прокладку 8 и снимите с поршня резиновое кольцо 7.
Технические требования на Корпус и поршень
Наружный диаметр поршня 22 мм. Диаметр отверстия корпуса под поршень 22 мм. Нормальный зазор между поршнем и отверстием корпуса должен быть в пределах 0,010. 0,038 мм. Допустимый зазор 0,06 мм. Предельный зазор 0,1 мм.
Технические требования на стержень и втулка
- Стержень и втулка составляют пару, в которой замена одной детали деталью из другой пары не допускается.
- Стержень толкателя во втулке после промывки в профильтрованном дизельном топливе должен перемещаться свободно, от руки.
- Герметичность пары проверяйте опрессовкой под давлением 0,6. 0,8 МПа (6. 8 кгс/см²) продолжительностью 30. 40 с. Просачивание топлива не допускается.
Технические требования на толкатель в сборе
- Ролик должен входить в паз толкателя с зазором 0,2. 0,5 мм и легко вращаться на своей оси.
- Толкатель и поршень должны свободно, без заеданий перемещаться в своих гнездах от усилия пружины.
Клапаны и корпус. Соприкасающиеся поверхности клапанов и корпуса должны быть гладкими и взаимно притертыми до состояния, обеспечивающего герметичность в соединениях при давлении до 0,2 МПа (2 кгс/см²).
Сборка ручного подкачивающего насоса
Наденьте крышку 2 ( см. рис. 142 ) на шток 4. Установите поршень 6 на шток и запрессуйте штифт 5. Смажьте моторным маслом прокладку 8 и установите ее в цилиндр. Наденьте на поршень резиновое кольцо 7, вставьте поршень в сборе в цилиндр и наверните крышку 2 на резьбу цилиндра 3. Наверните рукоятку 1 на резьбу крышки.
Общая сборка топливоподкачивающего насоса
Наденьте прокладку 17 ( см. рис. 141 ) на втулку 18 и вверните втулку в корпус насоса. Установите поршень 16, пружину 15, упор 14 и заверните пробку 13 с прокладкой 12 в отверстие корпуса. Вставьте со стороны привода насоса стержень 11 в отверстие втулки 18. Установите толкатель 10 в сборе с осью 9 и роликом 19 в отверстие корпуса и запрессуйте штифт 8. Установите два клапана 4 с пружинами 3 и заверните в резьбовые отверстия корпуса пробку 18 и ручной подкачивающий насос 1 с прокладками 2.
Испытание топливоподкачивающего насоса
Обкатку и испытание топливоподкачивающего насоса (ТГШ) произведите на дизельном топливе в течение 10 мин при частоте вращения кулачкового вала насоса 650 мин -1 . При испытании применяйте схему: топливный бак — фильтр грубой очистки — ТПН — фильтр тонкой очистки — мерный резервуар. Фильтр тонкой очистки топлива на выходе в мерный резервуар должен быть снабжен перепускным клапаном, открывающимся при давлении 40. 50 кПа (0,4— 0,5 кгс/см²), и краном. Элементы схемы соедините топливопроводом с внутренним диаметром 8 мм. Местные сужения топливопроводов не допускаются.
При испытании ТПН подсос воздуха в топливную систему и течи в местах уплотнений не допускаются. Отсутствие воздуха в системе контролировать по чистоте струи топлива, поступающего через сливную трубку при открытии вентиля тонкой очистки.
Проверьте давление и производительность, создаваемые насосом при частоте вращения кулачкового вала 650 мин -1 : при полностью перекрытом кране давление, развиваемое ТПН, должно быть не менее 1,7 кгс/см², при полностью открытом кране производительность насоса должна быть не менее 1,2 л/мин.
Проверьте работоспособность ручного топливоподкачивающего насоса. Он должен развивать давление не менее 0,7 кгс/см².
Установка топливоподкачивающего насоса
Наденьте на фланец топливоподкачивающего насоса паронитовую прокладку и закрепите его на корпусе топливного насоса высокого давления тремя болтами 1 ( см. рис. 140 ) с пружинными шайбами; Закрепите топливопроводы 3 и 4 на насосе болтами 5 с медными кольцами.
Оперативно и компетентно проконсультируем по всей имеющейся базе запчастей Т-170, Т-130, Д-160, Д-180, ДЗ-98, ОБ10.
Источник
Destroerr › Blog › Ремонт топливного насоса, перекачки.

Частенько так случается, что нужно топливо перекачать из тяжёлой канистры, в бак. Ну нет сил её поднимать.
Для этих целей был куплен насос — перекачка. Самый дешманский, но что бы пролезал в горлышко канистры.
И в один, далеко не прекрасный момент, он перестал качать.
Покажу что там у него внутри и чем можно попытаться отремонтировать, вдруг кому то будет полезным.

Донором стал моторчик из омывателя лобового стекла, от жигулей.

Так как моторчик не заточен, для работы в жидкой среде, он уплотняется со всех сторон.
Всё это нужно собирать на герметике.
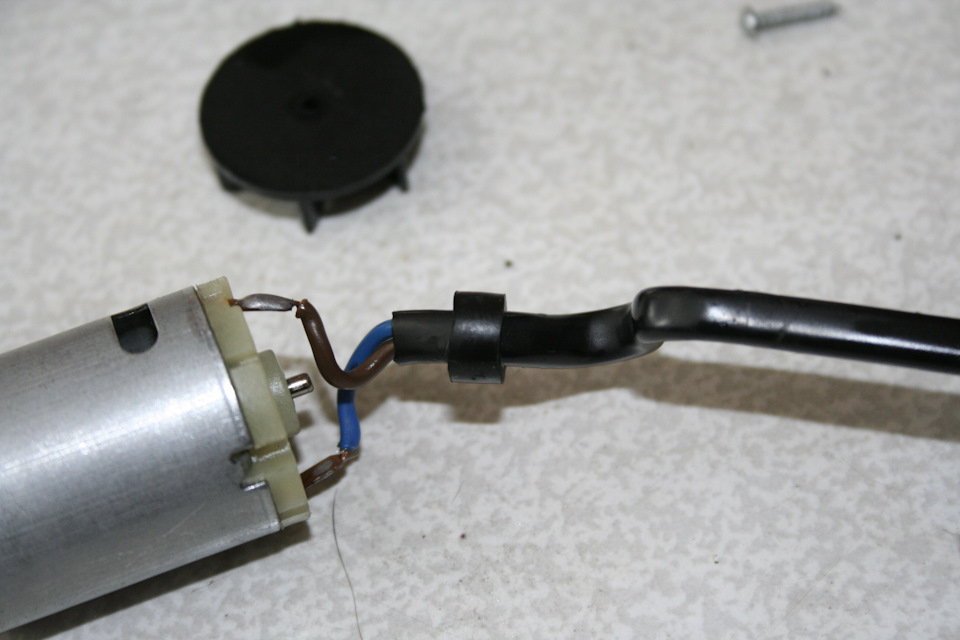
Сальники вала, это как раз именно оно, из за чего моторчик перестаёт работать.
Солярка поступает внутрь герметичного корпуса.

Сальник с донора.

Задняя крышка, ставится на герметик, она же центрует корпус насоса в стальном цилиндре.

Сам корпус насоса, пластиковый, собирается на саморезах. Должен быть герметичным

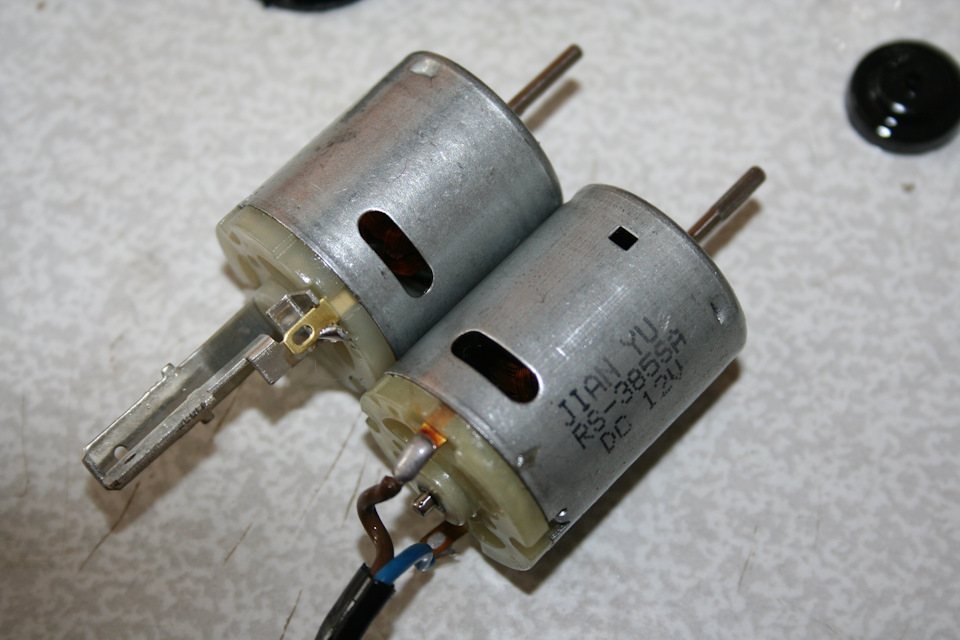
Насос в рассыпуху.

По габаритам, насосы похожи. Разница только в валах. У одного есть шпоночный паз, у другого нет.
При наличии дремеля, вполне реально запилить такую лыску.
Крышки насоса, что верхняя, что нижняя, просто туго вставлены в стальной цилиндр, возможно с каким то клеем. Следов клея я не обнаружил при разборке. А вот обратно собирать, лучше воспользоваться клеем. Один раз вытащил и крышки стали свободно вываливаться, особенно та, на которую шланг одевается.
После замены сальника, моторчик проработал около года. Затем опять набрал внутрь солярки.
Потом я его ещё раз ремонтировал. Пока работает.
Не сфоткал донора. Был не уверен, что подойдёт. Ну думаю, это не критично, вы и сами поймёте.))
Источник
Ремонт подкачивающего насоса
Для определения технического состояния подкачивающего насоса (помпы) перед ремонтом необходимо провести его испытание на производительность и развиваемое давление на специальном стенде.
Основные причины снижения производительности и давления подкачивающего насоса поршневого типа: увеличение зазора между поршнем и отверстием корпуса насоса; увеличение зазора между стержнем толкателя и корпусом (этот дефект приводит к значительной утечке топлива через дренажное отверстие, а при больших износах — к попаданию его в картер топливного насоса и недопустимо большим потерям топлива); нарушение герметичности всасывающих и нагнетательных клапанов и их гнезд; потеря упругости пружины поршня.
Восстановление деталей насоса поршневого типа. Изношенное отверстие под стержень толкателя в корпусе подкачивающего насоса может быть исправлено развертыванием до ремонтного размера или прошивкой. В это отверстие вставляют стержень толкателя того же ремонтного размера.
Изношенные отверстия в чугунном корпусе под поршень растачивают до ремонтного размера.
Износ поверхностей гнезд клапанов в корпусе устраняют обработкой специальной фрезой до выведения следов износа.
Следы износа торцовой поверхности клапанов устраняют притиркой на чугунной плите или мелкозернистой шлифовальной шкуркой.
Основной дефект поршня: износ наружной поверхности. Его устраняют нанесением слоя хрома до ремонтного размера. Перед хромированием необходимо поршень прошлифовать до выведения следов износа. Можно изготовить новый поршень ремонтного размера из стали 45, закалить его и прошлифовать. Отхромированный или вновь изготовленный поршень и отверстие в корпусе необходимо обработать притирами, а затем совместно притереть до получения нормального зазора.
Основные дефекты деталей насоса ручной подкачки: износы поверхности цилиндра в месте сопряжения с поршнем, уплотнения поршня и гнезда под шариковый клапан.
Восстановление деталей насоса ручной подкачки. При небольшом износе внутренней поверхности цилиндра его притирают до выведения конусообразности и овальности. Изношенное уплотнительное кольцо поршня заменяют.
Качество ремонта насоса ручной подкачки можно проверить предварительно по плавности перемещения поршня на всей длине цилиндра. После окончательной сборки насос должен засасывать топливо из топливного бака, расположенного вместе с фильтром грубой очистки ниже насоса на 2 м.
Износ гнезда под шариковый клапан определяется проверкой плотности прилегания клапана воздухом под давлением 0,2— 0,3 МПа. При нарушении плотности клапана проводят чеканку гнезда.
После сборки подкачивающий насос обкатывают и испытывают на специальных стендах.
При испытании определяют производительность при номинальной частоте вращения валика привода и производительность при номинальной частоте вращения валика привода с противодавлением 0,05 МПа.
Показатели подкачивающих насосов должны соответствовать техническим условиям.
Во время испытания подкачивающих насосов на максимальное давление допускается протекание через дренажное отверстие не более 5- капель топлива в минуту.
Ремонт топливных насосов
Детали и корпус насоса могут иметь различные износы и дефекты, в зависимости от которых выбирают тот или иной способ ремонта.
Характерные дефекты корпуса насоса:
— износ лыски и цилиндрической поверхности Б отверстия под рейку;
— износ направляющих, пазов В под оси толкателей плунжера и цилиндрической поверхности Г отверстия под толкатель;
— износ или срыв резьбы под болты и шпильки;
— трещины, забоины на установочных плоскостях.
С увеличением износа лыски увеличивается самопроизвольный поворот рейки на некоторый угол вокруг своей оси.
Источник
Ремонт топливоподкачивающих насосов
2.1.3 Ремонт топливоподкачивающих насосов
Ремонт топливоподкачивающих насосов зависит от характера дефекта.
Основные дефекты насосов поршневого типа:
износ поршня и отверстия под поршень в корпусе,
износ клапанов и их гнезд,
износ стержня толкателя и его направляющего отверстия в корпусе,
потеря упругости пружин,
срыв резьбы под пробку клапана ручного насоса и под болты поворотных угольников,
трещины и облом фланца корпуса.
Изношенный поршень восстанавливают хромированием с последующим шлифованием под ремонтный размер. Отверстие в корпусе растачивают по поршню с обеспечением зазора между ними в пределах 0,015-0,038 мм. Допустимая овальность и конусность отверстия составляет не более 0,005 мм.
Текстолитовые нагнетательные клапаны заменяют новыми или притирают изношенные поверхности на чугунной плите пастой ГОИ или АП14В до выведения следов износа.
Поврежденные или изношенные гнезда клапанов фрезеруют специальной фрезой до получения необходимой чистоты и притирают чугунным притиром. Сильно изношенные гнезда клапанов восстанавливают постановкой сменного гнезда. Такое гнездо изготавливают из пальца гусеницы, устанавливают на резьбе в рассверленное отверстие и сверлят необходимые топливные каналы.
Изношенный шариковый клапан поршня ручной подкачки заменяют новым. Шарик легкими ударами молотка пристукивают к гнезду медной или латунной наставкой.
Изношенный стержень толкателя заменяют новым, увеличенного размера и притирают по отверстию корпуса.
Сломанные пружины заменяют новыми, а потерявшие упругость — восстанавливают или также заменяют новыми.
Резьбу под пробку клапана восстанавливают нарезанием резьбы ремонтного размера, а при повреждении резьбы под болты поворотных угольников или штуцеров устанавливают в корпусе насоса переходные штуцеры.
У шестеренчатых насосов изнашиваются зубья по толщине и длине, крышка корпуса и корпус насоса в местах прилегания торцов шестерен, втулка ведущего валика, ось и отверстие ведомой шестерни, резьбовые отверстия в корпусе.
Шестерни с изношенными по длине зубьями восстанавливают припаиванием к торцу (твердым припоем) диска из малоуглеродистой стали. Припаянный диск прорезают и обрабатывают по профилю зуба.
Шестерни с износом зубьев по толщине до размеров, выходящих за пределы допустимых, заменяют новыми.
Плоскости плиты и крышки шлифуют или опиливают и пришабривают до выведения следов износа. Проверяют их по контрольной плите.
Ремонт деталей форсунки.
Основные дефекты форсунок (кроме распылителей):
износ торца корпуса форсунки в месте прилегания корпуса распылителя,
излом или потеря упругости пружин,
повреждение или срыв резьбы.
Мелкие задиры, риски и износ на торце корпуса форсунки устраняют притиркой торцевой поверхности на чугунной плите. Поврежденную резьбу исправляют метчиком или плашкой.
У бесштифтовых многосопловых форсунок проверяют; степень намагниченности штанги: штанга должна удерживать по весу другую такую же, при необходимости штангу намагничивают.
Корпус форсунки, гайку пружины и регулировочный винт с трещинами или срывами резьбы более двух ниток в любом месте не восстанавливают, а заменяют новыми.
Восстановление прецизионных пар.
Прецизионные пары топливной аппаратуры восстанавливают на специализированных ремонтных предприятиях или в цехах двумя способами: перекомплектовкой и увеличением диаметра рабочей части плунжера.
В первом случае плунжерные пары, поступившие на ремонт, расконсервируют, раскомплектовывают, промывают в бензине и затем спрессовывают поводок. Раскомплектованные плунжеры и гильзы притирают на специальным доводочных станках специальными чугунными притирами и оправками до выведения следов износа. Плоскости притирают на неподвижных чугунных плитах. Для притирочных работ используют абразивные пасты ГОИ и НЗТА, а за последние годы все шире применяют алмазный пасты типа АП.
Пасты ГОИ изготавливают трех видов: грубую (18-40 мкм) Для снятия слоя металла в десятых долях мм, среднюю (8-17 мкм) для снятия в сотых долях мм и тонкую (1-7 мкм) для снятия припусков в тысячных долях мм. Для притирки прецизионных пар используют только среднюю и тонкую пасты ГОИ.
Пасты НЗТА выпускают по зернистости семи номеров: М30, М20, М10 М7, М3, М3 (усиленная) и M1 — самая тонкая, применяемая для окончательной взаимной доводки плунжера и гильзы.
Алмазные пасты изготавливают 12 зернистостей от 40 до 1, трех концентраций:
Например, паста АП14В расшифровывается так: алмазная паста, зернистостью 14, высокой концентрации (содержание по весу алмазного порошка в пасте). Для притирки прецизионных пар используют алмазные пасты зернистостью от 14 до 1 повышенной и высокой концентрации.
Предварительную и черновую притирку выполняют пастами большей зернистости, чистовую — более мелкой и окончательную самой мелкой M1 или АП1В.
После чистовой притирки овальность, гранённость, кривизна и бочкообразность прецизионных деталей допускается не более 0,001 мм, а конусность — не более 0,0015 мм. Наружный диаметр деталей измеряют оптиметром, миниметром со столом и стойкой или рычажной скобой с точностью отсчета 0,001 мм и сортируют их на группы через 0,001 мм. Отверстия измеряют ротаметром и также сортируют на группы через 0,001 мм. Затем детали спаривают по группам.
Плунжер подбирают к гильзе, диаметр которой на 0,001 мм больше диаметра плунжера.
Спаренные детали окончательно притирают одну к другой, используя пасту МЗ или АПЗВ, а затем самую тонкую M1 или АП1В. Напрессовывают поводок, проверяют плотность и правильность его посадки.
Спаренные и взаимно притертые плунжерные пары подвергают гидравлическому испытанию и сортируют по группам гидравлической плотности. Группу указывают на наружной поверхности гильзы.
Распылители притирают и сортируют точно так же. Кроме того, у распылителей штифтовых форсунок притирают запорный конус, а у бесштифтовых — торец иглы и донышко.
Нагнетательные клапаны, у которых нарушена герметичность запорного конуса, вручную притирают к седлу.
Оставшиеся после спаривания детали; гильзы плунжеров и корпуса распылителей с увеличенным, а плунжеры и иглы распылителей с уменьшенным диаметрами восстанавливают наращиванием слоя металла. Обычно наращивают только плунжеры и иглы распылителей химическим никелированием или хромированием. Затем подвергают их термообработке. Отхромированные детали нагревают в шкафу до температуры 180-200°С и выдерживают в течение 1 ч. Никелированные — нагревают до температуры 400°С, выдерживают в течение 1 ч, охлаждают на воздухе.
После наложения хрома или никеля детали притирают, а при необходимости предварительно шлифуют, спаривают, испытывают и сортируют так, как описано выше.
Источник