- Ремонт топливоподкачивающего насоса низкого давления
- Запчасти для Т-170, Т-130
- Ремонт топливоподкачивающего насоса
- Снятие топливоподкачивающего насоса
- Разборка топливоподкачивающего насоса
- Разборка ручного подкачивающего насоса
- Технические требования на Корпус и поршень
- Технические требования на стержень и втулка
- Технические требования на толкатель в сборе
- Сборка ручного подкачивающего насоса
- Общая сборка топливоподкачивающего насоса
- Испытание топливоподкачивающего насоса
- Установка топливоподкачивающего насоса
- Ремонт топливоподкачивающего насоса низкого давления
Ремонт топливоподкачивающего насоса низкого давления
Насосу низкого давления требуется ремонт при износе поршня, штока и втулки толкателя, нарушении герметичности клапанов, неисправности ручного подкачивающего насоса.
Насос низкого давления (рис. 136) разбирают в поворотном приспособлении или в специальных тисках. Для этого закрепляют корпус насоса, отвертывают пробку и ручной насос в сборе, извлекая детали клапанов. Далее отвертывают пробку пружины и вынимают из корпуса пружину и поршень. Снимают стопорное кольцо толкателя и вынимают толкатель в сборе. Затем специальным ключом (рис. 137) вывертывают втулку (см. рис. 136) штока толкателя. Разборка толкателя и ручного насоса не сложна и ке требует дополнительных приспособлений.
После разборки детали насоса тщательно моют в керосине и дефектуют, обращая внимание на трущиеся поверхности цилиндров и поршней, штока толкателя и втулки, торцовые поверхности седла впускного и выпускного клапанов.
Рекламные предложения на основе ваших интересов:
Поршень насоса в процессе работы изнашивается, в результате чего зазор между ним и цилиндром возрастает, а производительность насоса падает. Если зазор в паре поршень — цилиндр превысит 0,04 мм, поршень восстанавливают до номинального размера хромированием. Для этого вначале поршень шлифуют до необходимого диаметра, обеспечивающего требуемый зазор.
Рис. 136. Насос низкого давления:
1 — корпус насоса, 2 — поршень, 3 — пружина, 4, 14 — прокладки, 5 — пробка пружины, 6 — втулка штока, 7 — толкатель, 8 — стопорное кольцо, 9 — сухарь, 10 — ось, 11 — ролик, 12 — седло клапана, 13 — клапан, 15 — пробка, 16 — корпус ручного насоса, 17 — поршень ручного насоса, 18 — шток, 19 — рукоятка, 20 — цилиндр
Отшлифованная поверхность поршня должна иметь овальность и конусность не более 7 мкм. Диаметры поршня и цилиндра контролируют микрометром и индикаторным нутромером.
Торцовые поверхности седла клапана могут иметь риски и задиры. Если риски и задиры не глубоки, то их выводят притиркой пастой ГОИ, применяя специальный притир. При глубоких задирах седло клапана удаляют зенкерованием твердосплавным инструментом. Размер зенкера выбирают такой, чтобы после обработки в корпусе осталась тонкая втулка, которую удаляют крейц-мейселем, не нарушая посадочной поверхности в корпусе.
При запрессовке нового седла клапана в корпусе насоса используют оправку (рис. 138), чтобы выдержать соосность при посадке. После установки седла торцовую поверхность его притирают до шероховатости не более 0,62 мкм (8-й класс).
Работоспособность пары шток толкателя — втулка восстанавливают хромированием штока или методом перекомплектования. При этом минимально допустимый зазор в паре может составлять 0,04 мм, а максимальный — 0,17 мм. Правильность подбора пары устанавливают, используя приспособление к стенду 625, которое позволяет закрепить втулку в сборе со штоком и испытать их гидравлическую плотность под давлением 15 МПа. Сравнение времени падения давления до 14 МПа в испытуемой паре и в эталонной позволяет оценить состояние сопряжения шток — втулка.
Свободу перемещения штока во втулке проверяют надавливанием руки. При этом не должно ощущаться местных сопротивлений и торможений во всех угловых положениях штока. Если перемещение штока по длине ненормально, то доводят детали пастой ГОИ с последующей мойкой в бензине и дизельном топливе.
В ручном подкачивающем насосе чаще всего в результате износа возникает люфт поршня на штоке (см. рис. 136), а также изнашиваются рабочие поверхности поршня и цилиндра.
Для ремонта пары поршень — цилиндр используют метод перекомплектования деталей, так как завод-изготовитель выпускает три группы ручных насосов, позволяющих подбирать и доводить сопряжения до зазора 0,04 мм.
При образовании люфта поршня на штоке более 0,25 мм поршень завальцовывают, применяя оправку (рис. 139) и приспособление для ограничения хода оправки. Приспособление (рис. 140) в сборе с оправкой, штоком и поршнем устанавливают в гидравлический пресс. Гайками задают величину хода оправки под действием пресса. Если после завальцовки не удается восстановить требуемый люфт, то берут новый поршень и шток и вновь выполняют завальцовку.
При износе штифта в рукоятке 19 насоса (см. рис. 136) штифт вьтпрессовывают и совмещенные отверстия развертывают на увеличенный. диаметр под новый штифт.
После ремонта ручной насос проверяют на герметичность и на подачу топлива. Герметичность считается достаточной, если поданный под поршень сжатый до 0,2 МПа воздух не выходит через резьбовое соединение корпуса с цилиндром и уплотняющую резиновую прокладку. Подачу топлива ручным насосом проверяют перекачиванием дизельного топлива насосом через отрезок топливопровода диаметром 8 мм на высоту 1 м.
Рис. 137. Ключ для отвертывания втулки штока толкателя в корпусе насоса:
1 — стержень, 2 — ручка
Рис. 138. Оправка для запрессовки седла клапана:
1 — стержень с накаткой, 2 — рабочая часть
Сборку насоса низкого давления выполняют в такой последовательности: в корпус устанавливают на эпоксидном клее втулку штока, шток с роликовым толкателем, поршень, пружину и пробку пружины с уплотнительной шайбой. Затем устанавливают клапаны в сборе и ручной насос. После окончательной сборки проверяют легкость перемещения толкателя, который должен возвращаться в исходное положение возвратной пружиной.
Рис. 139. Оправка для завальцовки поршня:
1 — гайка, 2 — контргайка, 3— оправка
Насос низкого давления прирабатывают на стенде СДТА-1 в два приема при частоте вращения кулачкового вала 650 об/мин в интервале 30 мин, при 1050 об/мин в интервале 1 ч. Во время приработки поддерживают противодавление 0,13—0,15 МПа и следят, чтобы не было подтеканий, стуков и нагрева деталей.
Величину разрежения, создаваемого насосом во всасывающей магистрали, проверяют, подключая вакуумметр к впускному трубопроводу насоса. Разрежение должно составлять не менее 0,05 МПа или 50 кПа.
Рис. 140. Приспособление для завальцовки поршня на штоке с помощью оправки:
1 — верхняя втулка. 2 — кронштейн, 3 — оправка, 4 — поршень, 5 — нижняя втулка, 6 — винт крепления, 7 — плита
Источник
Запчасти для Т-170, Т-130
Введите строку и нажмите Enter
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.























10 августа 2013
10 августа 2013
Ремонт топливоподкачивающего насоса
Снятие топливоподкачивающего насоса
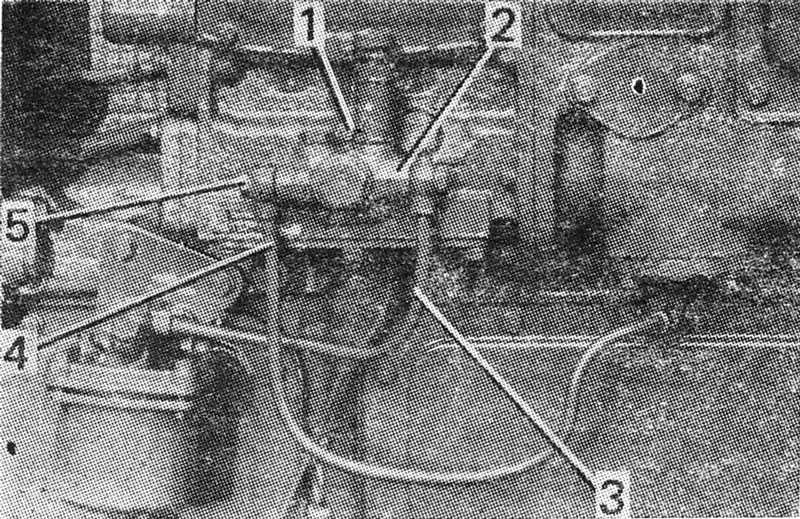
Закройте кран на топливном баке. Выверните болты 5 ( рис. 140 ) и отсоедините топливопроводы 3 и 4 от топливоподкачивающего насоса 2 Отверните три болта 1 и снимите насос. Наденьте защитные детали 5 и 7 ( рис. 141 ) на болты 6 и заверните болты в резьбовые отверстия корпуса насоса 20.
Разборка топливоподкачивающего насоса
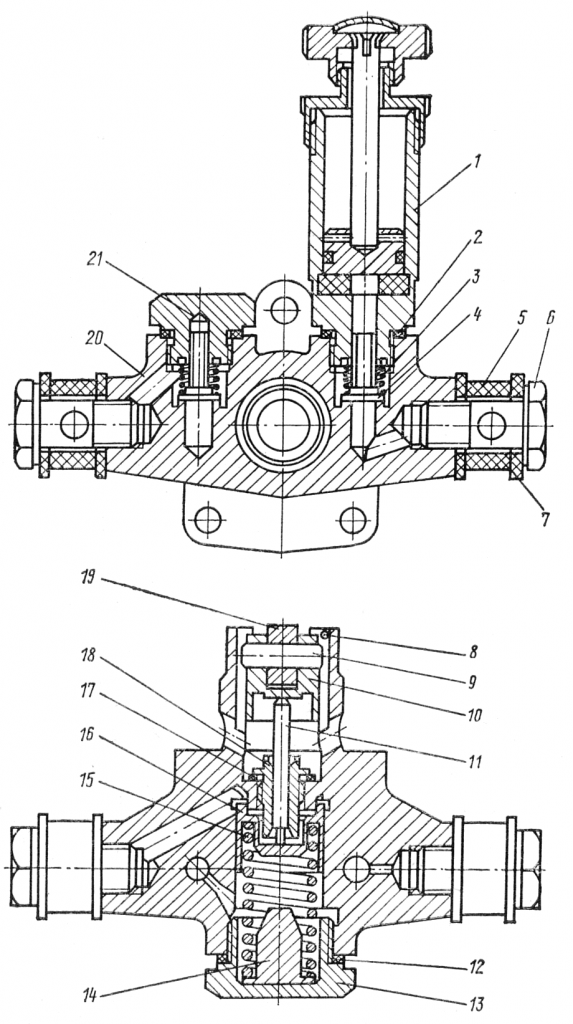
Выверните болты 6 и снимите защитные детали 5, 7. Отверните пробку 13 и выньте из корпуса упор 14 с пружиной 15, поршень 16 со стержнем 11. Выпрессуйте штифт 8 и выньте толкатель 10 в сборе с роликом 19 и осью 9. Выверните из корпуса втулку 18 с прокладкой 17.
Выверните ручной подкачивающий насос 1 и пробку 21 с прокладками 2. Выньте два клапана 4 с пружинами 3.
Разборка ручного подкачивающего насоса

Выверните крышку 2 ( рис. 142 ) из корпуса цилиндра 3 и выньте из него рукоятку 1 со штоком 4 и поршнем 6. Выбейте штифт 5 и снимите поршень со штока. Выньте, при необходимости, из цилиндра прокладку 8 и снимите с поршня резиновое кольцо 7.
Технические требования на Корпус и поршень
Наружный диаметр поршня 22 мм. Диаметр отверстия корпуса под поршень 22 мм. Нормальный зазор между поршнем и отверстием корпуса должен быть в пределах 0,010. 0,038 мм. Допустимый зазор 0,06 мм. Предельный зазор 0,1 мм.
Технические требования на стержень и втулка
- Стержень и втулка составляют пару, в которой замена одной детали деталью из другой пары не допускается.
- Стержень толкателя во втулке после промывки в профильтрованном дизельном топливе должен перемещаться свободно, от руки.
- Герметичность пары проверяйте опрессовкой под давлением 0,6. 0,8 МПа (6. 8 кгс/см²) продолжительностью 30. 40 с. Просачивание топлива не допускается.
Технические требования на толкатель в сборе
- Ролик должен входить в паз толкателя с зазором 0,2. 0,5 мм и легко вращаться на своей оси.
- Толкатель и поршень должны свободно, без заеданий перемещаться в своих гнездах от усилия пружины.
Клапаны и корпус. Соприкасающиеся поверхности клапанов и корпуса должны быть гладкими и взаимно притертыми до состояния, обеспечивающего герметичность в соединениях при давлении до 0,2 МПа (2 кгс/см²).
Сборка ручного подкачивающего насоса
Наденьте крышку 2 ( см. рис. 142 ) на шток 4. Установите поршень 6 на шток и запрессуйте штифт 5. Смажьте моторным маслом прокладку 8 и установите ее в цилиндр. Наденьте на поршень резиновое кольцо 7, вставьте поршень в сборе в цилиндр и наверните крышку 2 на резьбу цилиндра 3. Наверните рукоятку 1 на резьбу крышки.
Общая сборка топливоподкачивающего насоса
Наденьте прокладку 17 ( см. рис. 141 ) на втулку 18 и вверните втулку в корпус насоса. Установите поршень 16, пружину 15, упор 14 и заверните пробку 13 с прокладкой 12 в отверстие корпуса. Вставьте со стороны привода насоса стержень 11 в отверстие втулки 18. Установите толкатель 10 в сборе с осью 9 и роликом 19 в отверстие корпуса и запрессуйте штифт 8. Установите два клапана 4 с пружинами 3 и заверните в резьбовые отверстия корпуса пробку 18 и ручной подкачивающий насос 1 с прокладками 2.
Испытание топливоподкачивающего насоса
Обкатку и испытание топливоподкачивающего насоса (ТГШ) произведите на дизельном топливе в течение 10 мин при частоте вращения кулачкового вала насоса 650 мин -1 . При испытании применяйте схему: топливный бак — фильтр грубой очистки — ТПН — фильтр тонкой очистки — мерный резервуар. Фильтр тонкой очистки топлива на выходе в мерный резервуар должен быть снабжен перепускным клапаном, открывающимся при давлении 40. 50 кПа (0,4— 0,5 кгс/см²), и краном. Элементы схемы соедините топливопроводом с внутренним диаметром 8 мм. Местные сужения топливопроводов не допускаются.
При испытании ТПН подсос воздуха в топливную систему и течи в местах уплотнений не допускаются. Отсутствие воздуха в системе контролировать по чистоте струи топлива, поступающего через сливную трубку при открытии вентиля тонкой очистки.
Проверьте давление и производительность, создаваемые насосом при частоте вращения кулачкового вала 650 мин -1 : при полностью перекрытом кране давление, развиваемое ТПН, должно быть не менее 1,7 кгс/см², при полностью открытом кране производительность насоса должна быть не менее 1,2 л/мин.
Проверьте работоспособность ручного топливоподкачивающего насоса. Он должен развивать давление не менее 0,7 кгс/см².
Установка топливоподкачивающего насоса
Наденьте на фланец топливоподкачивающего насоса паронитовую прокладку и закрепите его на корпусе топливного насоса высокого давления тремя болтами 1 ( см. рис. 140 ) с пружинными шайбами; Закрепите топливопроводы 3 и 4 на насосе болтами 5 с медными кольцами.
Оперативно и компетентно проконсультируем по всей имеющейся базе запчастей Т-170, Т-130, Д-160, Д-180, ДЗ-98, ОБ10.
Источник
Ремонт топливоподкачивающего насоса низкого давления
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.9.
РЕМОНТ ТОПЛИВНОГО НАСОСА НИЗКОГО ДАВЛЕНИЯ (ТННД) ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 40,0 чел. мин.
Исполнитель — слесарь по ремонту топливной аппаратуры 3-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Стенд для контроля топливоподкачивающих насосов мод. 398; приспособление для разборки-сборки топливоподкачивающих насосов; ванна для мойки деталей ОМ-1316; пистолет воздушный С-417; ключ гаечный открытый 22,32 мм ГОСТ 2839-80; пинцет ГОСТ 21241-77; молоток слесарный стальной ГОСТ 2310-77.
РАЗБОРКА ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —11,0 чел. мин.
1. Установить топливный насос на приспособление. (Приспособление).
2. Отвернуть пробку 21 (рис. 1) пружины, снять прокладку 20, вынуть пружину 19 и поршень 18 топливного насоса. (Ключ гаечный 32 мм, пинцет).
3. Отвернуть болт 30 крепления корпуса 23 цилиндра, снять прокладки 31 и насос ручной в сборе.
Цилиндр, поршень, шток и рукоятка представляют собой неразборную конструкцию и раскомплектованию не подлежат. (Ключ гаечный 22 мм). ;
4. Выбить штифт 25, снять рукоятку 22 ручного насоса, вынуть поршень 26 со штоком 24 в сборе. Операция выполняется при нарушении подвижности поршня ручного насоса. (Молоток).
5. Вынуть пружину 32 и клапан 33 и седло клапана 34. (Пинцет).
6. Вывернуть корпус 40 клапана с прокладкой 39, вынуть пружину 38, и клапан 37 и седло клапана 36. (Пинцет).
МОЙКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 4,0 чел. мин.
7. Промыть все детали топливного насоса и обдуть их сжатым воздухом и продефектовать. Применять дизельное топливо ДЛ ГОСТ 4749-73. (Ванна, пистолет для обдува деталей сжатым воздухом мод. 199).
ДЕФЕКТОВКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
8. Продефектовать детали топливного насоса низкого давления в соответствии с картой дефектовки № 2.10. и заменить отбракованные детали новыми.
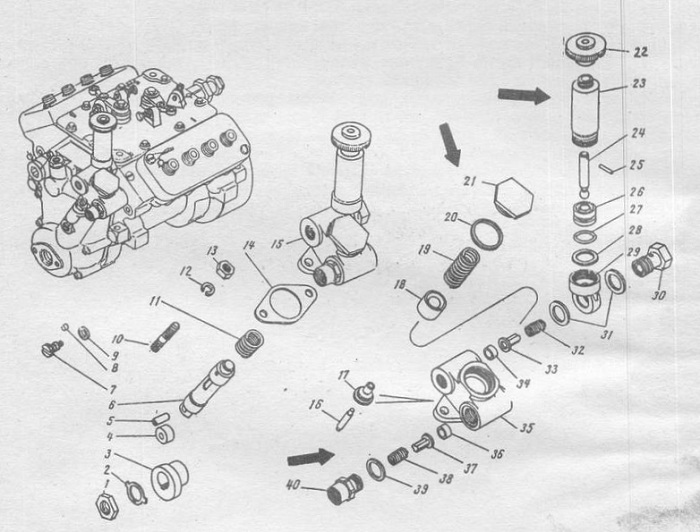
Рис. 1. Топливный насос низкого давления (ТННД):
1 — гайка; 2 — шайба стопорная; 3 — эксцентрик; 4 — ролик толкателя; 5 — ось ролика; 6 — толкатель; 7 — винт стопорный; 8 — стопор винта; 9 — прокладка; 10 — шпилька корпуса; 11 — пружина толкателя; 12 — шайба пружинная; 13 — гайка; 14 — прокладка; 15—ТННД в сборе; 16
— шток; 17 — втулка; 18 — поршень; 19 — пружина поршня; 20 — прокладка; 21 — пробка пружины; 22 — рукоятка с тарелкой; 23 — цилиндр; 24 — шток; 25 — штифт; 26 — поршень; 27 — кольцо уплотнительное; 28 — прокладка; 29 — корпус цилиндра; 30 — болт корпуса в сборе; 31
— прокладка; 32 — пружина; 33 — клапан; 34 — седло клапана; 35 — корпус насоса; 36 — седло клапана; 37 — клапан; 38 — пружина клапана; 39 — прокладка; 40 — корпус клапана
СБОРКА ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 21,0 чел. мин.
9. Установить корпус 35 топливного насоса в приспособление. (Приспособление).
10. Установить в корпус 35 топливного насоса седло клапана 36, клапан 37, пружину 38 и завернуть корпус 40 клапана с прокладкой 39.
11. Установить в корпус топливного насоса седло клапана 34, клапан 33, пружину 32.
12. Установить поршень 26 со штоком 24 в сборе, надеть рукоятку 22 топливного насоса, запрессовать штифт 25. (Молоток).
13. Установить прокладки 31, насос ручной в сборе и завернуть болт 30 крепления корпуса i цилиндра ручного насоса. Перед установкой прокладки 31 необходимо нагреть до малинового
цвета и охладить. (Ключ гаечный 22 мм).
14. Установить в корпус 35 топливного насоса поршень 18, пружину 19 поршня и завернуть пробку 21 пружины с прокладкой 20. (Ключ гаечный 32 мм).
15. Снять топливный насос с приспособления, установить его на стенд для проверки и проверить ш подачу насоса. Стенд должен быть изготовлен по схеме:
К топливный бак.— фильтр грубой очистки топлива — вакуумметр — топливный насос — I манометр — мерный резервуар.
Проверку производить на дизельном топливе ДЛ ГОСТ 4749-73 при температуре 25—30°С, в отсутствии воздуха в системе. Насос должен засасывать топливо из бака, установленного на 1 м ниже насоса. Подача его при 1300±10 об/мин кулачкового вала, при разрежении у входного штецера 170 мм рт. ст. и противодавлении 0,06-0,08 МПа (0,6-0,8 кгс/см2) должна быть не менее 2,5 л/мин. При полностью перекрытом входном кране и 1300±10 об/мин кулачкового вала насос должен создавать давление не менее 0,4 МПа (4 кгс/см*) при полностью перекрытом входном кране и указанной частоте вращения кулачкового вала разряжение, создаваемое насосом должно быть не менее 0,052 МПа (0,52 кгс/см1). (Стенд, приспособление).
16. Если узел шток-втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистите от остатков клея. Новую втулку штока установите в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения, клеем очищенные контактирующие поверхности корпуса насоса и втулки предварительно обезжирить. После затяжки втулки штока с моментом 1 кгс. м проверьте легкость перемещения штока в ней. При необходимости уменьшите момент затяжки. [Емкость для клея, лопатка деревянная, рукоятка динамометрическая, головка сменная 22 мм).
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.10.
ДЕФЕКТОВКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА НИЗКОГО ДАВЛЕНИЯ (ТННД)
Общая трудоемкость — 4,0 чел. мин Исполнитель — слесарь по ремонту топливной аппаратуры 4-го разряда
Источник