Ремонт топливопроводов топливных баков
Ремонт топливопроводов. Топливопроводы низкого давления, изготовленные из медных трубок, и высокого давления — из толстостенных стальных трубок, имеют следующие дефекты: износ поверхностей в местах соприкосновения со штуцерами и гайками, трещины, переломы, перетирания и вмятины.
Топливопроводы, поступившие в ремонт, промывают горячим моющим раствором и продувают сжатым воздухом.
Герметичность топливопровода низкого давления проверяют в ванне с водой. Один конец топливопровода заглушают пробкой, через другой прокачивают насосом воздух. По пузырькам, выходящим из трубки, определяют поврежденное место, которое затем пропаивают мягким припоем.
Рекламные предложения на основе ваших интересов:
Переломанный или перетертый топливопровод восстанавливают соединительной муфтой. При этом торцы стыков трубок зачищают, а концы соединительной муфты, изготовленной из трубки большего диаметра, тщательно пропаивают и проверяют на герметичность.
Изношенные концы топливопроводов отрезают и при помощи специального приспособления изготавливают новые рабочие поверхности следующим образом. Отжигают, то есть нагревают и опускают трубку в воду, затем вставляют ее в отверстие зажимных щек, соответствующее диаметру трубки, и зажимают стяжными винтами так, чтобы конец трубки выступал на 3…4 мм. Вращая винтом приспособления, развальцовывают конец трубки до необходимого размера.
Переломанные или перетертые топливопроводы высокого давления сваривают газовой сваркой. Соединяемые концы перед сваркой тщательно выравнивают и делают фаски.
Изношенные концы трубок отрезают и высаживают при помощи специального приспособления под прессом.
Восстановленный топливопровод подвергают испытанию на гидравлическое сопротивление (пропускную способность) на специальном приборе. Разница в гидравлическом сопротивлении топливопроводов одного комплекта допускается не более 10%.
Ремонт топливных баков. Основные дефекты топливных баков следующие: трещины на стенках, в местах крепления заливной горловины, штуцеров, отстойников и кранов, вмятины и нарушение связей перегородок со стенками бака.
Баки, поступившие в ремонт, тщательно промывают горячими моющими растворами снаружи и внутри до полного удаления паров топлива. Промытый бак проверяют на герметичность следующим образом. К штуцеру сливного крана присоединяют воздухопровод, а все другие отверстия закрывают герметично пробками (заглушками). Погружают бак в воду и при давлении воздуха 25 кПа по выходу пузырьков воздуха определяют, нет ли трещин.
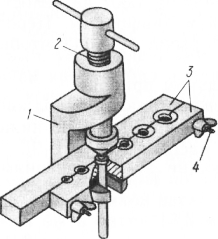
Рис. 1. Приспособление для развальцовки концов топливопроводов низкого давления:
1 — корпус; 2 — винт; 3 — зажимные щеки; 4 — стяжной винт.
Незначительные трещины запаивают мягким припоем. Большие трещины засверливают по концам и накладывают заплату, которую припаивают твердым припоем или газовой сваркой.
Для устранения значительных вмятин на противоположной стороне бака, против вмятины, вырезают прямоугольное отверстие и вырезанную часть стенки отгибают так, чтобы был доступ внутрь бака. Вмятину выправляют и одновременно приваривают нарушенное соединение перегородки. Отогнутую часть стенки подгибают на место и заваривают или запаивают твердым припоем. Восстановленный бак снова проверяют на герметичность, а затем окрашивают внутри и снаружи.
Источник
Ремонт топливопроводов высокого и низкого давления.
Неисправности системы питания, износы отдельных деталей и нарушение регулировок узлов приводят к значительному ухудшению работы двигателя или к выводу его из строя.
Основной вид износа деталей системы питания — абразивный. Ввиду того, что многие детали системы питания изготовляются с высокой точностью, необходимо особое внимание уделять предотвращению попадания абразивных частиц и воды в систему, а также качеству технического обслуживания и ремонтов.
Ремонт топливных баков. Характерные дефекты топливных баков: вмятины, трещины, пробоины, нарушение плотности прилегания пробки к горловине и разрывы в сетке фильтра бака.
Большинство повреждений обнаруживают внешним осмотром и испытанием баков на герметичность. Для проверки герметичности в бак под давлением до 0,1 МПа нагнетают воздух. Проверяемые участки (швы) покрывают мыльной водой. Плотность прилегания пробки бака к корпусу проверяют керосином.
Перед ремонтом топливный бак тщательно промывают 10-процентным раствором каустической или кальцинированной соды, нагретым до температуры 80—90° С, и после этого чистой водой. После промывки бак хорошо проветривают, чтобы избежать взрыва паров топлива при проведении сварочных или паяльных работ.
Для этой же цели можно заполнять бак водой, оставляя незаполненными только участки, подлежащие сварке или пайке.
Баки с вмятинами выправляют при помощи крючка, который приваривают к вогнутому участку. Пользуясь рычагом, устраняют вмятину, после чего приваренный крючок отрезают.
Трещины и небольшие пробоины запаивают, оторванные горловины припаивают твердым или мягким припоем. Значительные пробоины заделывают заплатами из луженой листовой стали, которые припаивают к баку.
Трещины, обнаруженные в швах, заваривают газовой сваркой. Для ремонта баков можно использовать полимерные материалы.
После ремонта топливный бак испытывают на герметичность, промывают дизельным топливом или бензином, а все места пайки или сварки тщательно зачищают и красят нитрокраской.
Разрывы на сетках фильтров баков запаивают, причем площадь запаянных участков не должна превышать 10% общей площади сетки фильтра.
Ремонт топливопроводов низкого давления. Основные дефекты: изгиб, поперечный разрыв, продольные трещины и повреждения наконечников, прилегающих к штуцерам.
Трещины, изломы и разрывы в трубопроводах устраняют пайкой мягкими или твердыми припоями.
При значительных повреждениях (перетертый в процессе эксплуатации трубопровод или со значительным изгибом) участок трубопровода вырезают ножовкой, а концы трубки соединяют муфтой. Пайку в этом случае лучше вести твердым припоем, обеспечивающим более надежное соединение деталей.
Изношенный наконечник трубки отрезают труборезом, отжигают конец и развальцовывают в специальном приспособлении.
После ремонта топливопроводы тщательно промывают и продувают сжатым воздухом. Рекомендуется после ремонта проверить герметичность топливопроводов под давлением 0,5 МПа.
Ремонт топливопроводов высокого давления. Характерные неисправности: смятие уплотнительного конуса, уменьшение внутреннего диаметра концов трубок, изгибы с радиусом кривизны меньше допустимого, уменьшение длины трубопроводов при повторных насадках концов трубок, местные износы и вмятины на наружно поверхности трубок, повреждение гаек.
Указанные повреждения нарушают нормальную работу топливной системы, вследствие чего снижается мощность и увеличиваете расход топлива дизельного двигателя.
Большинство повреждений выявляют внешним осмотром. Уменьшение внутреннего диаметра концов трубки проверяют калиброванной проволокой диаметром 1,7 мм, которую вставляют на глубину 20—25 мм от торца топливопровода. Следует помнить, что уменьшение внутреннего диаметра топливопровода приводит к увеличению ее гидравлического сопротивления.
Восстановленные газовой сваркой или вновь изготовленные топливопроводы должны быть проверены на прочность и выдержать давление топлива 50 МПа.
Для получения нового уплотнительного конуса или изготовления конусных наконечников применяют специальные приспособления. Концы топливопроводов можно высаживать при помощи приспособления и рычажного винтового или гидравлического пресса.
Комплект отремонтированных топливопроводов высокого давления необходимо испытать на пропускную способность (гидравлическое сопротивление).
Пропускную способность топливопроводов определяют на стене для испытания дизельной топливной аппаратуры. Для этого присоединяют поочередно к одной и той же секции работающего топливного насоса, проверяемые топливопроводы. Топливо необходимо собирать за одинаковое время, при одной и той же частоте вращения вала и при закрепленной в одном положении рейке насоса. Отклонение пропускной способности топливопроводов одного комплект не должно превышать 10%.
Ремонт топливных фильтров. Одно из главных условий нормальной работы узлов системы питания — хорошая фильтрация топлива, так как прецизионные детали изнашиваются главным образом от попадания в топливо механических частиц. Поэтому техническому обслуживанию и восстановлению работоспособности топливного фильтра необходимо уделять особое внимание.
Характерные неисправности топливных фильтров: излом ушек крепления корпуса, трещины, износ и срыв резьбы, повреждение фильтрующих элементов в фильтре грубой очистки, забоины и риски на плоскостях сопряжения корпуса с плитой и другими деталями загрязнение фильтров тонкой очистки, нарушение герметичности фильтров.
Большинство повреждений обнаруживают внешним осмотром при разборке фильтров.
Изломы и трещины в корпусе или крышке фильтра устраняют газовой сваркой или электродуговой сваркой медно-стальным электродом без подогрева деталей и последующей зачисткой мест сварки. Можно заделывать трещины клеями на основе эпоксидных смол.
Забоины и риски на плоскостях сопряжения корпуса плиты и крышки устраняют шлифованием и шабрением.
Поступившие в ремонт фильтрующие элементы грубой очистки промывают керосином или дизельным топливом.
Загрязненные фильтрующие элементы фильтра тонкой очистки обычно заменяют новыми.
После сборки топливных фильтров их испытывают на специальном стенде.
Топливные фильтры грубой очистки испытывают на герметичность, а тонкой очистки — на герметичность и гидравлическое сопротивление фильтрующих элементов.
Гидравлическое сопротивление фильтров тонкой очистки определяют по снижению производительности технически исправного подкачивающего насоса (помпы) при подаче топлива через фильтр и с отключенным фильтром. Снижение производительности подкачивающего насоса, вызванное гидравлическим сопротивлением фильтра при испытании на номинальном скоростном режиме, допускается не более чем на 40%.
Источник
Ремонт топливных баков и топливопроводов
Топливные баки изготавливают из стали 08. Основными дефектами топливных баков являются пробоины или сквозная коррозия стенок, разрушение сварного шва в месте приварки наливной трубы, вмятины стенок и наливной трубы, нарушение соединения перегородок со стенкой, нарушение герметичности в местах сварки и пайки, повреждение резьбы.
При общей площади пробоин и сквозных коррозионных разрушений более 600 см 2 топливный бак бракуют. При меньшей площади повреждений бак ремонтируют постановкой заплат с последующей их приваркой или припайкой высокотемпературным припоем. При ремонте баков сваркой их обязательно выпаривают в течение 3 ч до полного удаления паров топлива.
Незначительные вмятины на стенках бака устраняют правкой. Для этого к центру вмятины приваривают стальной пруток, на другом конце которого имеется кольцо. Через кольцо пропускают рычаг и с его помощью выправляют вмятину. Затем прут отрезают, а место заварки зачищают. При значительных вмятинах на противоположной стенке бака против вмятины вырезают прямоугольное окно с трех сторон, и вырезанную часть отгибают так, чтобы обеспечить доступ инструмента к дефекту. Затем в образованное окно вводят оправку и при помощи молотка выправляют вмятину, после чего металл отгибают на место и по периметру с трех сторон заваривают. Нарушение соединения перегородок со стенками заваривают сплошным швом проволокой Св-08 или Св-08ГС диаметром 2 мм. Небольшие трещины, а также нарушение герметичности устраняют пайкой низкотемпературным припоем. Значительные трещины устраняют пайкой высокотемпературным припоем, а в некоторых случаях и постановкой ремонтных накладок из листовой стали толщиной 0,5. 1 мм, перекрывающих места повреждений на 10. 15 мм. Накладки приваривают проволокой Св-08 или Св-08ГС диаметром 2 мм сплошным швом по периметру. После ремонта сварные швы зачищают от брызг и окалины, а баки испытывают на герметичность путем опрессовки в водяной ванне под давлением 0,3. 0,35 кгс/см 2 в течение 5 мин.
Топливопроводы низкого давления изготавливают из медных или латунных трубок или из стальных трубок с противокоррозийным покрытием. Трубопроводы высокого давления изготавливают из толстостенных стальных трубок.
Техническое состояние топливопроводов характеризуется их пропускной способностью. Основные дефекты трубопроводов: вмятины на стенках, трещины, переломы или истирания, повреждения развальцованных концов трубок в месте нахождения ниппеля. Перед ремонтом трубопроводы промывают дизельным топливом или горячим раствором каустической соды и продувают сжатым воздухом.

Рис. 22.1. Способы соединения трубопроводов:
а — низкого давления; б — высокого давления
Топливопроводы, имеющие трещины и вмятины глубиной более 3 мм, истирания глубиной до 2 мм, радиус изгиба менее 30 мм и смятый конусный наконечник, подлежат замене или ремонту. Накидные гайки, имеющие срыв резьбы более одного витка, а также смятие граней под ключ, подлежат выбраковке.
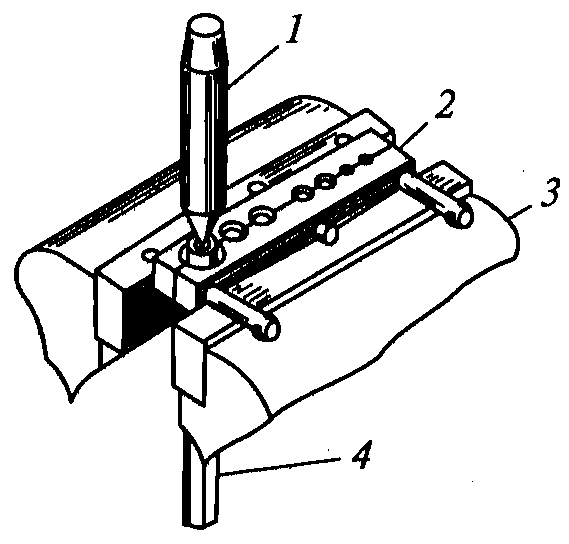 Рис. 22.2. Приспособление ПТ-265.10Б для развальцовки трубопроводов низкого давления: 1 — боек; 2 — зажимное устройство; 3 — тиски; 4 — трубка Рис. 22.2. Приспособление ПТ-265.10Б для развальцовки трубопроводов низкого давления: 1 — боек; 2 — зажимное устройство; 3 — тиски; 4 — трубка 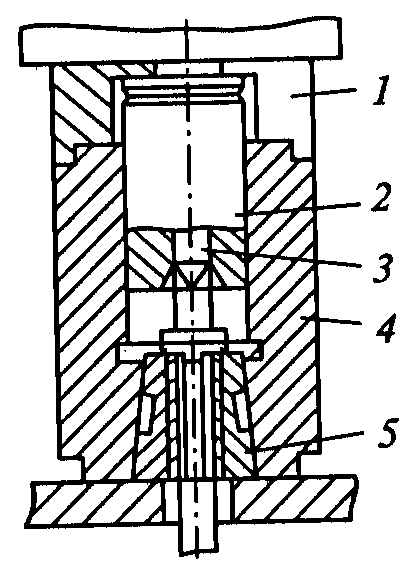 Рис. 22.3. Приспособление ПТ-265.00А для высадки уплотняющего конуса на топливопроводах высокого давления: 1 — упорное кольцо; 2 — пуансон; 3 — предохраняющая игла; 4 — стяжная гильза; 5 — обжимные сухарики Рис. 22.3. Приспособление ПТ-265.00А для высадки уплотняющего конуса на топливопроводах высокого давления: 1 — упорное кольцо; 2 — пуансон; 3 — предохраняющая игла; 4 — стяжная гильза; 5 — обжимные сухарики |
Вмятины на трубопроводах устраняют правкой (прогонкой шарика). При наличии трещин или переломов, а также истирания трубок дефектные места либо заваривают латунью Л63 с последующей зачисткой, либо вырезают, а затем соединяют топливопроводы низкого давления при помощи соединительных трубок, а высокого давления — сваркой встык (рис. 22.1). Если при этом длина трубопровода уменьшилась, то вставляют дополнительный кусок трубки.
Изношенные соединительные поверхности топливопроводов низкого давления восстанавливают с помощью развальцовочного приспособления ПТ-265.10Б (рис. 22.2). Для этого отрезают неисправный конец трубки с изношенной поверхностью, отжигают трубку, надевают на нее ниппель с гайкой, вставляют трубку 4ъ отверстие зажимного устройства 2, соответствующее ее диаметру, так, чтобы торец трубки выступал примерно на 2. 3 мм над верхней кромкой отверстия, и зажимают трубку. Развальцовку трубок производят легкими ударами молотка по бойку 1.
Для высадки уплотняющего конуса на топливопроводах высокого давления используют приспособление ПТ-265.00А (рис. 22.3). Перед высадкой уплотняющего конуса неисправный конец топливопровода отрезают и отгибают на длину 15 мм. Надев на топливопровод накидную Гайку, устанавливают сухарики и кольцо. Топливопровод с сухариками устанавливают в стяжную гильзу 4, при этом торец пуансона должен упираться в упорное кольцо 1, а топливопровод в пуансон 2. Приспособление устанавливают на пресс и производят высадку конусной головки. По окончании высадки внутренний канал топливопровода рассверливают сверлом соответствующего диаметра на глубину 20 мм и снимают заусенцы на наружной поверхности топливопровода в месте разъема сухариков. Топливопровод промывают дизельным топливом и продувают сжатым воздухом.
В накидные гайки ввертывают защитные пробки. Отремонтированные топливопроводы проверяют на герметичность, а трубопроводы высокого давления и на пропускную способность путем пролива на стенде с контрольной секцией топливного насоса и эталонной форсункой. При этом замеряют количество топлива, которое перетекает через топливопровод в течение 1. 2 мин. По результатам полученных значений производят комплектование топливопроводов на группы по пропускной способности. Различие в пропускной способности топливопроводов одного комплекта не должно превышать 0,5% от средней величины пропускной способности топливопроводов, входящих в комплект.
Источник