- Неисправности, проверка и ремонт тормозного цилиндра
- РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
- Ремонт тормозных цилиндров тепловоз
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. СРОКИ, ХАРАКТЕРИСТИКА, ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ, РЕМОНТА, ПРИЕМКИ И ИСПЫТАНИЯ ТОРМОЗНОГО ОБОРУДОВАНИЯ ЭЛЕКТРОВОЗОВ, ТЕПЛОВОЗОВ И МОТОРВАГОННОГО ПОДВИЖНОГО СОСТАВА
Неисправности, проверка и ремонт тормозного цилиндра
Выписка из Инструкциипотехническомуобслуживанию, ремонтуииспытаниютормозногооборудованиялокомотивовимотор-вагонногоподвижногосостава (№ ЦТ-533 от. 27.01.1982)
Проверяется плотность тормозного цилиндра. В случае выявления пониженной плотности тормозной цилиндр следует вскрыть, вынуть поршень,проверить состояние манжеты, внутренней поверхности цилиндра и очиститьвнутреннюю поверхность цилиндров и манжет, после чего их смазать (Смазка ЖРО ТУ 32ЦТ 520-83 12). Приобнаружении дефекта на манжете следует заменить ее новой. После сборкицилиндров проверяется их плотность.
Обязательно вскрываются тормозные цилиндры не реже 1 раза в год, привыполнении очередного планового ремонта локомотивов и мотор-вагонногоподвижного состава.
После разборки тормозной цилиндр промывается керосиномвнутренняя поверхность и металлическая часть поршня, затем насухо вытирается иосматривается. Проверяется состояние кольца разжимного, стопорного и упорного,фильтра и других деталей. Неисправные детали заменяются.
Резиновая манжета при потере эластичности, разбухании, расслоении, разрывах, трещинах или просроченным сроком службы заменяетсяновой. Смазочные кольца очищаются и осматриваются. Перед сборкой кольцо пропитывается в смазке.
Замеряется диаметр тормозного цилиндра. Овальность внутреннейповерхности до 1 мм устраняется шлифовкой, при овальности более 1 мм -внутреннюю поверхность разрешается расточить и отшлифовать.
Увеличениедиаметра тормозного цилиндра от альбомного размера допускается не более 3 мм,при этом разница диаметров поршня и цилиндра должна быть в пределахчертежного размера.
Проверяется высота пружины. В случае просадки пружины более 20мм,она заменяется новой. Допускается восстанавливать пружину разжатием доальбомного размера и последующей термической обработкой. После ремонтапружина окрашивается черной масляной краской.
При разработке отверстия горловины передней крышки по диаметруболее 2 мм крышка заменяется или отверстие (при износе не более 4 мм)восстанавливается наплавкой чугуна или постановкой втулки с приваркой ее кгорловине крышки.
Кроме этого, при ремонте в условиях депо износ отверстий горловины
передних крышек разрешается устранять:
-расточкой отверстия и постановкой втулки с внутреннимдиаметром, равным диаметру проверенного штока, и с приваркой этой втулки поторцу к горловине крышки;
— расточкой отверстия и пригонкой штока увеличенного диаметра;
— насадкой стальной втулки в горячем состоянии на всю длинуштока, при этом наружный диаметр втулки должен соответствовать расточенномуотверстию горловины крышки.
Шпильки с забитой или изломанной резьбой заменяются.
После ремонта и полной сборки тормозного цилиндра проверяетсяего плотность при среднем рабочем выходе штока и рабочем давлении 4,0 кгс/см 2 .Допускается снижение давления не более 0,2 кгс/см 2 в течение 1 мин.
При установке тормозного цилиндра на локомотив или вагон мотор-вагонного подвижного состава необходимо следить за прочностью его крепления иотсутствием перекоса относительно оси штока и рамы.
При испытаниях контролируют герметичность цилиндра, плавность хода поршня и давление сжатого воздуха в начале и конце перемещения поршня. При минусовой температуре в начальный момент движения штока с поршнем от передней или задней крышек допускается толчок.
Герметичность цилиндров в сборе проверяют при давлении воздуха 0,05; 0,40; 0,60 МПа [(0,50; 4,00; 6,00) кгс/см 2 ].
Плавность хода поршня цилиндра проверяют подключением к воздушной магистрали при давлении воздуха 0,02-0,08 МПа (0,2-0,8 кгс/см 2 )
шток поршня должен выходить плавно, без толчков и остановок.
При давлении воздуха в цилиндре (0,60±0,02) МПа [(6,00±0,20) кгс/см 2 ] проверяют герметичность в местах установки шпилек и конической пробки путем обмыливания. При этом в течение 15 с не должно быть обнаружено появление мыльных пузырей.
Снижают давление сжатого воздуха в цилиндре до (0,40±0,02) МПа [(4,00±0,20) кгс/см 2 ], отключают источник питания. За 3 мин давление не должно понижаться более чем на 0,01 МПа (0,10 кгс/см 2 ), после чего снижают давление до нуля.
Повышают давление воздуха в цилиндре до (0,05±0,01) МПа [(0,50±0,10) кгс/см 2 ], а для цилиндров диаметром 203 мм — до (0,08±0,01) МПа [(0,80±0,10) кгс/см 2 ], отключают источник питания и проверяют падение давления в цилиндре. За одну минуту давление не должно снижаться более чем на 0,01 МПа (0,10 кгс/см 2 ).
 | 1- манжета; 2 — смазка; 3- кольцо смазочное; 4 — пробка; 5 — крышка задняя; б — поршень; 7 — кольцо стопорное; 8 — палец; 9 — цилиндр; 10 — лапа крепления; Я — крышка передняя; 12- пружина отпускная; 13 — труба направляющая; 14 — шток; 15 — головка штока; 16 — кольцо упорное; 17 — болт стопорный; 18 — шайба пылезащитная; 19 — фильтр Рисунок 26–Тормозной цилиндр № 553 |
При испытаниях поршень не должен доходить до упора в переднюю крышку на 10-50 мм.Герметичность цилиндра следует проверять через 60-80 с после достижения заданного давления. Ограничение хода поршня обеспечивает технологическое приспособление.
Цилиндры должны обеспечивать работоспособность при температуре от минус 60 °С до плюс 60°С.Испытания цилиндров на работоспособность при температуре минус 60°С проводят после выдержки цилиндров при этой температуре не менее четырех часов. При испытании допускается отклонение значений на ±0,005 МПа (0,05 кгс/см 2 ).
Контроль давления воздуха в цилиндре проводят манометрами или другими средствами измерений с пределами измерений 0,1; 0,6; 1,0 МПа (1, 6, 10 кгс/см 2 ) класса точности не ниже 0,6 поГОСТ 2405.
Таблица 30– Перемещение поршня в цилиндре от задней крышки и передней крышки
| Давление при перемещении поршня от задней крышки, МПа (кгс/см 2 ) | Давление при перемещении поршня от передней крышки, МПа (кгс/см 2 ) | ||
| в начале | в конце | в начале | в конце |
| (0,30 — 0,50) | (0,50 — 0,80) | (0,40 — 0,65) | (0,15 — 0,25) |
Контроль линейных размеров проводят штангенциркулемГОСТ 166 или линейкой ГОСТ 427.
Срок службы цилиндров — 20 лет со дня ввода в эксплуатацию. По истечении срока службы цилиндров их эксплуатация должна быть прекращена. Решение о возможности дальнейшей эксплуатации — по результатам обследования технического состояния каждого цилиндра.
Источник
РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
Тормозные цилиндры предназначены для передачи усилия сжатого воздуха, поступающего в них при торможении, системе тяг и рычагов, посредством которых осуществляется прижатие тормозных колодок к бандажам колес.
Ремонт тормозного цилиндра производит слесарь подвижного состава 4 разряда.

Рис.9 Тормозной цилиндр
Тормозной цилиндр состоит из корпуса 1, передней 6 и задней 12 крышек, поршня 2, связанного шпилькой 4 со штоком трубчатого сечения 5. Поршень уплотнен манжетой 11 из масломорозостойкой резины, установленной в кольцевую выточку. Для смазывания рабочей поверхности цилиндра имеется войлочное кольцо 10, пропитанное тормозной смазкой и распираемое пластинчатой пружиной. В горловине передней крышки размещен фильтр 7, который при отпуске тормоза закрывается резиновой шайбой 8, надетой на шток. Упорное кольцо 9 служит для удержания в сжатом состоянии отпускной пружины 3 и удобного снятия и постановки в цилиндр поршня, собранного с передней крышкой. Для удаления влаги и конденсата в нижней боковой части между корпусом и передней крышкой с 1971 г. делается при изготовлении цилиндра канавка. В тормозных цилиндрах, изготовленных до 1971 г., на расстоянии 35 мм от переднего фланца в корпусе сверлится влагоспускное отверстие диаметром 10 мм.
Корпус тормозного цилиндра не должен иметь трещин и отколов. Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть – наличие ржавчины не допускается (ржавчина удаляется шлифовальной шкуркой). На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л. Проверяется прочность крепления тормозного цилиндра на раме вагона.
Тормозной цилиндр крепить на вагоне шестью болтами М16 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гаек. Допускается крепление тормозного цилиндра болтами М16 с постановкой стопорных шайб, гаек и контргаек.
Установить поршневой узел на приспособление, сжать пружину с передней крышкой. Отвернуть болты крепления головки штока, отнять головку. Отпустить пружину, снять переднюю крышку. Снять упорное кольцо, выбить палец, отделить шток от поршня. Детали поршневого узла очистить, протереть. Удалить ржавчину с поверхности деталей. Очистить, промыть, протереть фильтр и пылезащитное уплотнение.
При ремонте корпуса и передней крышки тормозных цилиндров выполненных из серого чугуна марки СЧ-15, разрешается:
— заварка не более двух трещин во фланцах передней крышки и корпуса тормозного цилиндра при общей длине не более 60 мм, если эти трещины не выходят на рабочие поверхности;
— Приварка отбитых частей фланцев корпуса и передней крышки тормозного цилиндра при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
— приварка втулки с толщиной стенки 4-6,5 мм к горловине передней крышки.
Сварку следует выполнять с подогревом до температуры 550-600 0 С. Нагрев перед сваркой и последующее после сварки охлаждение должны выполняться медленно со скоростью, исключающей появление трещин в металле шва и околошовной зоне.
При ремонте стального тормозного цилиндра допускается заварка трещин, возникающих в крепительном фланце, если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14 %. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
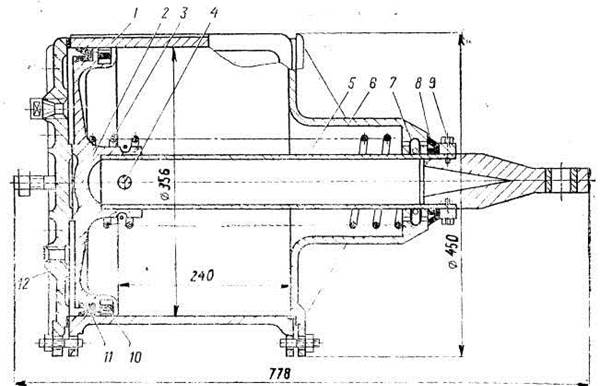
Рис.10 Тормозной цилиндр № 188Б
1 – корпус; 2 – поршень; 3 – отпускная пружина; 4 – шпилька; 5 – шток трубчатого сечения; 6 – передняя крышка; 7 – фильтр; 8 – резиновая шайба;
9 – упорное кольцо; 10 — войлочное кольцо; 11 – манжета из масломорозостойкой резины; 12 – задняя крышка.
Источник
Ремонт тормозных цилиндров тепловоз
ИНСТРУКЦИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, РЕМОНТУ И ИСПЫТАНИЮ ТОРМОЗНОГО ОБОРУДОВАНИЯ ЛОКОМОТИВОВ И МОТОРВАГОННОГО ПОДВИЖНОГО СОСТАВА
УТВЕРЖДАЮ: Заместитель Министра путей сообщения Российской Федерации А.Н.Кондратенко «27» января 1998 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Инструкция по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава устанавливает основные положения, нормы и требования на техническое обслуживание, ремонт и испытание тормозного оборудования локомотивов и моторвагонного подвижного состава.
1.2. Техническое обслуживание, ремонт и испытание деталей, узлов и приборов тормозного оборудования, не отраженных в настоящей Инструкции, производится в соответствии с нормами, допусками и требованиями, установленными имеющейся на них технической документацией заводов изготовителей.
1.3. Инструкция является обязательной для всех работников железнодорожного транспорта, связанных с ремонтом, техническим обслуживанием и испытанием тормозного оборудования локомотивов и моторвагонного подвижного состава.
Вся вновь издаваемая эксплуатационная и ремонтная документация по тормозному оборудованию должна строго соответствовать настоящей Инструкции.
1.4. Отступление от норм, допусков и требований, предусмотренных в настоящей Инструкции по техническому обслуживанию, ремонту и испытанию тормозного оборудования, может производиться в каждом отдельном случае только по письменному разрешению Министерства путей сообщения Российской Федерации (далее — МПС России).
1.5. Инструкция должна быть выдана специалистам, причастным к ремонту и обслуживанию тормозного оборудования и несущим ответственность за его состояние в эксплуатационных условиях.
2. СРОКИ, ХАРАКТЕРИСТИКА, ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ, РЕМОНТА, ПРИЕМКИ И ИСПЫТАНИЯ ТОРМОЗНОГО ОБОРУДОВАНИЯ ЭЛЕКТРОВОЗОВ, ТЕПЛОВОЗОВ И МОТОРВАГОННОГО ПОДВИЖНОГО СОСТАВА
2.1. Техническое обслуживание тормозного оборудования выполняется при ТО-1, ТО-2 и ТО-3 электровозов, тепловозов и моторвагонного подвижного состава.
2.2. Ремонт тормозного оборудования производится при текущих ремонтах ТР-1, ТР-2 и ТР-3 и капитальных ремонтах КР-1, КР-2 электровозов, тепловозов и моторвагонного подвижного состава.
2.3. При техническом обслуживании производится осмотр состояния, регулировка и испытание тормозного оборудования для предупреждения появления неисправностей и обеспечения бесперебойной и безаварийной работы между соответствующими видами технического обслуживания электровозов, тепловозов и моторвагонного подвижного состава.
2.4. При текущих ремонтах электровозов, тепловозов и моторвагонного подвижного состава производится ревизия тормозного оборудования, замена или ремонт отдельных узлов и деталей в соответствии с нормами и допусками, установленными настоящей Инструкцией, испытание и регулировка, обеспечивающая восстановление его эксплуатационных характеристик и гарантирующая его работоспособность между соответствующими видами ремонта, а также выполняется частичная модернизация тормозного оборудования согласно плану и отдельным указаниям МПС России.
2.5. При капитальных ремонтах электровозов, тепловозов и моторвагонного подвижного состава производится замена поврежденных и изношенных узлов и деталей тормозного оборудования новыми, изготовленными в соответствии с техническими требованиями чертежей, или ремонт изношенных деталей с соблюдением норм и допусков, установленных настоящей Инструкцией для восстановления эксплуатационных характеристик и полного межремонтного ресурса (срока службы), а также производится модернизация тормозного оборудования согласно плану и отдельным указаниям МПС России.
2.6. Техническое обслуживание тормозного оборудования при ТО-1 электровозов, тепловозов и моторвагонного подвижного состава выполняется локомотивными бригадами.
2.7. Техническое обслуживание тормозного оборудования при ТО-2 поездных электровозов и тепловозов выполняется слесарями в специально обустроенных пунктах, как правило, в крытых помещениях, оснащенных необходимым оборудованием, приспособлениями, инструментом и неснижаемым технологическим запасом материалов и запасных частей по перечню в соответствии с Приложением 1 настоящей Инструкции.
Техническое обслуживание тормозного оборудования при ТО-2 маневровых и вывозных тепловозов и электровозов, моторвагонного подвижного состава выполняется слесарями с участием локомотивной бригады, а при управлении локомотивом одним лицом — слесарями с участием машиниста. Порядок проведения технического обслуживания устанавливается начальником железной дороги.
2.8. Техническое обслуживание тормозного оборудования при ТО-3 электровозов, тепловозов и моторвагонного подвижного состава выполняется в основных локомотивных и моторвагонных депо высококвалифицированными слесарями.
2.9. Ремонт тормозного оборудования производится в автоматном отделении (участке) локомотивных и моторвагонных депо и на локомотиво-ремонтных заводах, за исключением воздухораспределителей, которые следует ремонтировать на контрольных пунктах автотормозов вагонных депо. Ремонт воздухораспределителей может быть организован в локомотивном депо в каждом отдельном случае только по решению МПС России. Автоматное отделение (участок) вновь открываемого локомотивного или моторвагонного депо должно быть принято комиссией под председательством ответственного работника службы локомотивного хозяйства железной дороги. Комиссия составляет акт, разрешающий в депо ремонт тормозного оборудования в объеме, соответствующем возможностям отделения (участка), в зависимости от наличия специального оборудования и инструмента, квалификации работников, производящих ремонт, а также устанавливает порядок выполнения полного объема ремонта и его исполнителей.
2.10. Руководство ремонтом тормозного оборудования в локомотивных и моторвагонных депо возлагается на мастера вышеуказанных депо.
2.11. Автоматные отделения (участки) локомотивных и моторвагонных депо и заводов должны быть оснащены механизмами, специальными приспособлениями и стендами для проверки тормозного оборудования, согласно приложений 1, 2, 3 к настоящей Инструкции. Стенды перед началом смены должны быть проверены мастером или бригадиром на работоспособность.
2.12. Осмотр и ремонт стендов для проверки тормозного оборудования необходимо производить через каждые 3 месяца. Порядок осмотра и требования по герметичности соединений стенда такие же, как для кранов машиниста и тормозного оборудования локомотивов и моторвагонного подвижного состава. После осмотра и ремонта стенд должен принять мастер. На видном месте на стенде наносится надпись с указанием даты выполнения периодичности осмотра. Результаты осмотра оформляются записью в книгу формы ТУ-14.
2.13. При капитальном ремонте электровозов, тепловозов и моторвагонного подвижного состава тормозное оборудование подлежит обязательному снятию для ремонта в цехе или замены новым.
При текущих ремонтах электровозов, тепловозов и моторвагонного подвижного состава снятию подлежат приборы тормозного оборудования по перечню, утвержденному МПС России, в соответствии с таблицей 1. Снятое тормозное оборудование необходимо ремонтировать и испытывать в объеме, установленном разделами 5-12 настоящей Инструкции.
Ремонт тормозного оборудования, не снимаемого при текущих ремонтах локомотивов и моторвагонного подвижного состава, производится в объеме, установленном разделом 4 настоящей Инструкции.
2.14. Снятые для ремонта приборы тормозного оборудования разбираются и очищаются от загрязнений с последующей обдувкой сжатым воздухом, после чего мастер или бригадир должен определить объем и характер их ремонта.
2.15. Слесари по ремонту тормозного оборудования должны быть специализированы по ремонту следующих агрегатов и приборов:
2.15.2. кранов машиниста и вспомогательного тормоза;
2.15.3. регуляторов, реле и тормозной арматуры (разобщительные краны, выпускные клапаны, клапаны максимального давления и др.);
2.15.4. тормозных цилиндров, тормозных цилиндров со встроенными регуляторами, воздухопроводов;
2.15.5. приборов и арматуры электропневматического тормоза.
2.16. Каждый слесарь при ремонте тормозного оборудования должен быть обеспечен соответствующими приспособлениями, набором инструмента в соответствии с выполняемым видом работ по перечню согласно приложению 2 к настоящей Инструкции. На рабочем месте слесаря должны быть вывешены технологические карты по ремонту деталей и приборов тормозного оборудования.
2.17. В распоряжении мастера должны быть необходимые шаблоны, калибры и измерительный инструмент, проверенные методами и в сроки, установленные соответствующими стандартами, а также оборудование и испытательные стенды для проверки и испытания работы приборов в целом в соответствии с перечнем приложения 3 к настоящей Инструкции. Рядом с испытательным стендом должны быть вывешены его схема и технологическая карта по испытанию на нем тормозных приборов.
2.18. Испытательные стенды автоматного отделения (участка) должны обеспечиваться сжатым воздухом давлением не менее 8 кгс/см
(давление 1 кгс/см соответствует 0,1 мПа (мега Паскаля) Международной системе единиц измерения СИ).
2.19. После окончания ремонта деталей или всего прибора слесарь должен предъявить их мастеру или бригадиру для проверки качества ремонта и испытания.
2.20. В целях обеспечения исправного состояния и надежного действия автоматических тормозов на локомотивах и моторвагонном подвижном составе после окончания ремонта мастер (бригадир) обязан проверить качество ремонта и сборки деталей, узлов и приборов тормозного оборудования в сборе.
2.21. Мастер, осуществляющий руководство ремонтом тормозного оборудования, обязан инструктировать бригадиров и слесарей по технике безопасности в соответствии с действующими инструкциями и правилами, контролировать качество ремонта и лично руководить освоением ремонта новых приборов и внедрением прогрессивной технологии ремонта.
2.22. Ответственность за состояние оборудования, приписанного к автоматному отделению (участку), несет мастер.
ПЕРЕЧЕНЬ
тормозного оборудования и периодичность ремонта его со снятием с локомотивов и моторвагонного подвижного состава
Источник