- Большая Энциклопедия Нефти и Газа
- Ремонт — торцовое уплотнение
- Ремонт торцевых уплотнений трем
- Ремонт торцовых уплотнений
- Ремонт и техническое обслуживание торцевых уплотнений
- Торцевое уплотнение для насоса – назначение, пример установки
- Торцевое уплотнение для насоса (видео)
- Принцип работы торцевого уплотнения насоса
- Разновидности уплотнений торцевых для насосов
- Группы торцевых уплотнений по нагруженности
- Способы правки искривлений вала насоса
- Виды уплотнений в центробежных насосах
- Одинарное уплотнение торцовое насоса
- Насосы с двойным торцевым уплотнением
- Материал для торцевых уплотнений на насосы
- Торцевые уплотнения для насосов разных производителей
Большая Энциклопедия Нефти и Газа
Ремонт — торцовое уплотнение
Ремонт торцовых уплотнений производят поагрегатным способом. С целью уменьшения простоев оборудования и обеспечения равномерной загрузки ремонтной базы необходим сменный фонд торцовых уплотнений. Наличие запасных торцовых уплотнений значительно сокращает простой аппаратов из-за отказов торцовых уплотнений. Ремонт торцовых уплотнений целесообразно производить на специализированном участке. [1]
Ремонт торцовых уплотнений должен производиться квалифицированными слесарями-механиками, имеющими опыт локальных работ и прошедшими специальную подготовку по торцовым уплотнениям. Для изучения особенностей технологии изготовления торцовых уплотнений полезно командировать мастера участка ( бригадира слесарей) и одного-двух слесарей на завод-изготовитель. Опыт показывает, что даже кратковременное пребывание ремонтников на заводе-изготовителе значительно повышает их квалификацию. [2]
Ремонт торцовых уплотнений заключается в замене быстроизнашивающихся деталей: колец пар трения, резиновых колец, сильфонов, прокладок, пружин и др. Посадочные места под резиновые кольца необходимо прошлифовать до шероховатости Ra 0 8 мкм. При наличии глубоких рисок, раковин и других дефектов на поверхностях деталей — в зоне контакта с резиновыми уплотнительными кольцами детали восстановлению не подлежат и должны заменяться новыми. При демонтаже уплотнений необходимо промыть смазочную систему и систему охлаждения жидкостью, растворяющей осадки смазочной жидкости и воды. [3]
Ремонт торцовых уплотнений должен производиться в изолированном помещении с принудительной вентиляцией. [4]
Для ремонта торцовых уплотнений необходимо следующее оборудование: токарно-винторезный станок типа 16К20; вертикально-сверлильный станок типа 2А135; настольно-сверлильный станок типа НС-12А; универсально-фрезерный станок типа 6Р82Ш; универсальный круглошлифо-вальный станок типа ЗМ131; шкаф сушильный типаСНОП — 3 5 — 3 5 3.5 / — М2; комплект притирочных плит; комплект приспособлений и оснастки. [5]
При ремонте торцовых уплотнений повторная установка уп-лотнительных колец не рекомендуется. [6]
Средняя трудоемкость ремонта торцового уплотнения составляет 20 нормо-часов, причем основная часть трудоемкости относится к слесарным работам. Для производства токарных, фрезерных, шлифовальных и сварочных работ по мере необходимости привлекаются соответствующие специалисты РМЦ. [7]
Зона Д предназначена для ремонта торцовых уплотнений . [8]
В настоящем разделе обобщен опыт эксплуатации и ремонта торцовых уплотнений конструкций Гипронефтемаша и некоторых предприятий. [9]
Материалы, применяемые при изготовлении, модернизации и ремонте торцовых уплотнений , должны удовлетворять требованиям соответствующих стандартов и технических условий. [10]
Насос, подлежащий вскрытию ( в том числе и при ремонте торцовых уплотнений ), должен быть остановлен и отключен от про-дуктодроводов при помощи задвижек и заглушек. При ремонте парового поршневого насоса и насоса с приводом от паровой турбины необходимо ставить заглушки и на трубопроводы острого и мятого пара. [11]
Насос, подлежащий вскрытию ( в том числе и при ремонте торцовых уплотнений ), должен быть остановлен и отключен от продуктопроводов при помощи задвижек и заглушек. [12]
Насос, подлежащий вскрытию ( в том числе и при ремонте торцовых уплотнений ), должен быть остановлен и отключен от про-дуктопроводов при помощи задвижек и заглушек. При ремонте парового поршневого насоса и насоса с приводом от паровой турбины необходимо ставить заглушки и на трубопроводы острого и мятого пара. [13]
При кратковременном текущем ремонте, не требующем вскрытия и разборки насоса ( набивка сальника, ремонт торцовых уплотнений ), при исправных задвижках заглушки ставить не обязательно, за исключением насосов, перекачивающих сжиженные газы и горячие нефтепродукты. В таких случаях на закрытых задвижках вывешивают таблички: Не открывать — работают люди, а электропривод насоса обесточивают в двух местах и тоже вывешивают предупреждающие таблички. При ревизии и ремонте компрессоров необходимо пользоваться светильниками напряжением не выше 36 В. Подготовленные к ремонту насосы или компрессоры должны быть приняты в ремонт по акту, форма которого предусматривается системой ППР. Всякое исправление ( ремонт) во время работы насосов и компрессоров запрещается. [14]
При кратковременном текущем ремонте, не требующем вскрытия и разборки насоса ( набивка сальника, ремонт торцовых уплотнений ), при исправных задвижках отглушение не обязательно, за исключением насосов, перекачивающих сжиженные газы и горячие нефтепродукты. В таких случаях на закрытых задвижках должны быть вывешены таблички Не открывать — работают люди. Электропривод насоса должен быть обесточен в двух местах и вывешена табличка. [15]
Источник
Ремонт торцевых уплотнений трем

Ремонт торцовых уплотнений

Даже при правильном обслуживании и безотказной работе смазочных систем и систем охлаждения в торцовых уплотнениях наблюдаются изнашивание пар трений, коррозия, усталостные разрушения.
При обнаружении износа пар трения, надиров на уплотняющих поверхностях, потери упругости резиновых колец, коррозии металлических поверхностей контактирующих с резиновыми кольцами, коррозионного разрушения сильфонов и пружин уплотнение демантируют для ремонта.
Ремонт торцовых уплотнений производят поагрегатным способом.
С целью уменьшения простоев оборудования и обеспечения равномерной загрузки ремонтной базы необходим сменный фонд торцовых уплотнений. Наличие запасных торцовых уплотнений значительно сокращает простой аппаратов из-за отказов торцовых уплотнений. Ремонт торцовых уплотнений целесообразно производить на специализированном участке.
Если торцовые уплотнения эксплуатируются в одном из цехов предприятия, то ремонтный участок создается в службе механика цеха; если же торцовые уплотнения эксплуатируются в группе цехов (производств) то специализированный участок создается при ремонтно-механическом цехе.
Ремонт торцовых уплотнений должен производиться квалифицированными слесарями-механиками, имеющими опыт локальных работ и прошедшими специальную подготовку по торцовым уплотнениям. Для изучения особенностей технологии изготовления торцовых уплотнений полезно командировать мастера участка (бригадира слесарей) и одного-двух слесарей на завод-изготовитель. Опыт показывает, что даже кратковременное пребывание ремонтников на заводе — изготовителе значительно повышает их квалификацию.
Организацию участка, его структуру и штатное расписание определяют исходя из количества эксплуатируемых торцовых уплотнений на предприятии (в цехе) и их долговечности.
Ремонт торцовых уплотнений заключается в замене быстроизнашивающихся деталей: колец пар трения, резиновых колец, сильфонов,прокладок, пружин и др. Посадочные места под резиновые кольца необходимо прошлифовать до шероховатости Ra = 0,8 мкм. При наличии глубоких рисок, раковин и других дефектов на поверхностях деталей в зоне контакта с резиновыми уплотнительными кольцами детали восстановлению не подлежат и должны заменяться новыми. При демонтаже уплотнений необходимо промыть смазочную систему и систему охлаждения жидкостью, растворяющей осадки смазочной жидкости и воды. После промывки системы продуть азотом и смазочную систему законсервировать.
Средняя трудоемкость ремонта торцового уплотнения составляет 20 нормо-часов, причем основная часть трудоемкости относится к слесарным работам. Для производства токарных, фрезерных, шлифовальных, сварочных работ по мере необходимости привлекаются соответствующие специалисты РМЦ.
Ремонт торцовых уплотнений должен производиться в изолируемом помещении с принудительной вентиляцией.
Участок, как правило, состоит из трех технологических отделений: пропитки и склеивания, притирки и сборочно-испытательного.
Источник: Эрхард Маер «Торцовые уплотнения»
Источник
Ремонт и техническое обслуживание торцевых уплотнений

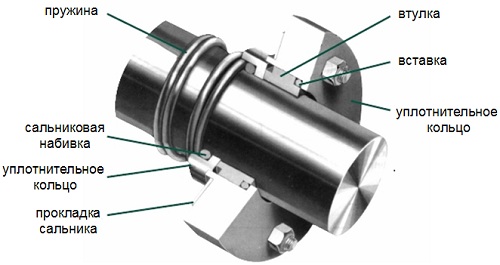
В качестве уплотнителей в первых гидродинамических машинах применялись сальниковые набивки, которые долгое время оставалось расходным материалом и были самым уязвимым местом. Этот материал позволял работать без протечек при давлении до 10 бар и при температурах до 100°C.
С разработкой насосов с рабочим давлением 30 бар и выше, требования к сроку службы и протечкам уплотнений изменились. Производителям необходимо было гарантировать ресурс работы 8000 часов и ремонтопригодность. Использование таких материалов как тефлон и фторкаучук позволяет динамическому оборудованию работать безостановочно в течении года. В результате, сократилось время простоя оборудования и увеличился межремонтный срок эксплуатации.
Производители предлагают огромный выбор продукции: от сальниковых до сухих газовых уплотнений. Самые распространенные это одинарные торцевые уплотнения. Рассмотрим основные элементы конструкции. Конструкция динамического торцевого уплотнения имеет три главных составные части:
- корпус с креплениями,
- пружинный антивибрационный блок/резиновый сильфон – элементы,
- трущаяся пара трения, обеспечивающая скольжение внутренних частей уплотнения.
Существуют два вида торцевых уплотнений: типовые и патронные.
Типовые уплотнения применяются в стандартном оборудовании на простые условия эксплуатации. Широкий диапазон материальных исполнений позволяют работать с жидкостями с pH от 0 до 14, при давлении до 4 МПа, температурах от –50 до 220°С, а при наличии металлического сильфона от 100 до 400°С.
Патронные уплотнения обладают преимуществом, таких, как удобный монтаж, наличие стандартных ремонтных комплектов. Эти уплотнения применимы для оборудования с валами диаметром до 500 мм, при давлениях от вакуума до 25 МПа, в диапазоне температур от 100 до 400°С.
Для использования двойных торцевых блочных уплотнений существует множество вариантов систем обвязки с различными контрольно-измерительными приборами и емкостями промывки.
Компания Maag AG использует около 15 различных уплотнений собственного производства, большая часть которых –одинарные торцевые. Давление, которое выдерживают эти уплотнения -250 бар, а температура до 280 0С.
Завод DESMI A/S выпускают насосы используя в том числе и уплотнения Eagle Burgmann обоих видов. Немецкая компания Eagle Burgmann предлагает надежные уплотнения для стандартных технологических сред, а также нестандартные исполнения для специфических условий работы. Кроме насосов, уплотнения Eagle Burgmann используются в компрессорах и смесительных аппаратах.
Компания «Пром Импорт», занимается проведением ремонта и сервисным обслуживанием торцевых уплотнений фирм Maag и обоих видов уплотнений Eagle Burgmann.
Источник
Торцевое уплотнение для насоса – назначение, пример установки

Торцевое уплотнение для насоса – это герметизирующие устройства, относящиеся к контактному типу уплотнений с парой трения поверхностей двух деталей. Одна деталь крепится на валу и является подвижной, другая неподвижная располагается в корпусе насоса. Трущаяся пара устройства работает в условиях перепадов давления с минимальным расходом смазывающего вещества. Смазкой в данных устройствах, зачастую, выступает уплотняемая среда.
По статистике торцевые уплотнения для всякого насоса считаются самым уязвимым узлом среди всех конструктивных элементов насоса.
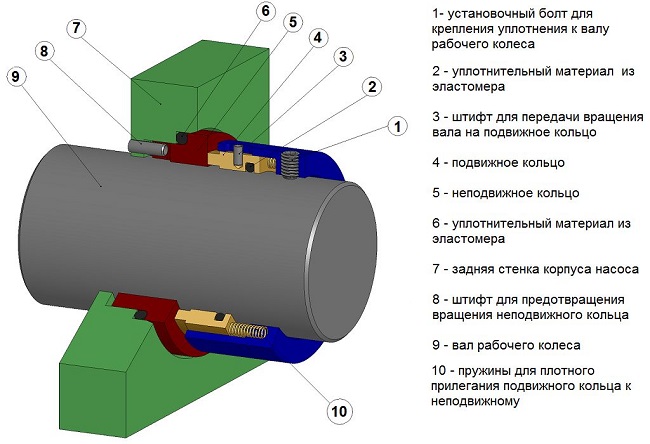
Стандартная конструкция устройства состоит из 9 базовых элементов:
- болт установочный для закрепления уплотнения на валу рабочего колеса;
- уплотнитель из эластомера;
- штифт, передающий на подвижное кольцо вращение вала;
- кольцо подвижное;
- кольцо неподвижное;
- задняя стенка корпуса насоса;
- штифт, предотвращающий вращение неподвижного кольца;
- вал водяного насоса рабочего колеса;
- пружины или сильфон, обеспечивающие плотность прилегания подвижного и неподвижного колец.
Торцевое уплотнение для насоса (видео)
Принцип работы торцевого уплотнения насоса
В общих случаях торцевое уплотнение вала насоса имеет два кольца:
- неподвижное кольцо, расположенное в корпусе;
- подвижное кольцо, располагающееся на валу агрегата.
Одно из колец может аксиально перемещаться, благодаря наличию упругого поджимающего элемента (пружины, сильфона, мембраны). Этот элемент вместе с нажимной втулкой и подвижным кольцом образуют аксиально-подвижный блок или поджимной узел. Кольца обеспечивают контакт торцевых поверхностей в сопряжении подвижного и неподвижного колец пары без поджимающей силы давления среды.
Обязательными деталями устройства торцевого уплотнения являются вторичные (вспомогательные) уплотнения между ротором и вращающимся блоком, между корпусом и статорным блоком. В конструкцию входят элементы фиксации уплотняющих колец (приводные штифты, установочные винты), которые осуществляют привод подвижного кольца и предотвращают проворот (угловое смещение) неподвижного кольца относительно корпуса.
Разновидности уплотнений торцевых для насосов
Деление уплотнительных торцевых устройств на разные типы происходит по следующим критериям.
- По конструкции бывают:
- одинарные;
- двойное торцевое уплотнение валов насосов;
- комбинированные.
- По расположению в оборудовании:
- с внутренним расположением;
- с наружным расположением.
- По конструктивному исполнению:
- обычные, по евростандарту EN 12756 (DIN 24960);
- специальные, могут соответствовать евростандарту;
- картриджные (патронные), могут соответствовать евростандарту.
- По коэффициенту гидравлической нагрузки:
- гидравлически нагруженные;
- гидравлически разгруженные.
- По используемым материалам:
- со стандартными (штатными) материалами;
- со специальными материалами (для работы в особых условиях).
Группы торцевых уплотнений по нагруженности
Степень нагрузки на торцевые уплотнения различается и зависит от условий работы: давления и частоты вращения вала. С целью оценки условий нагруженности устройства в уплотняющем стыке во время работы существуют отдельные рекомендации.
Для общей характеристики степени тяжести условий работы уплотнений, используют произведение двух показателей: скорости V скольжения в паре трения и перепада давления P в устройстве.

Значения показателей P,V и P хV для различных уплотнений подразделяют по степени их нагруженности на 4 группы:
- низшую, где P до 0,1 МПа, V до 10 м/с, P хV до 1,0 МПа х м/с;
- среднюю, где P до 1,0 МПа, V до 10 м/с, P хV до 5,0 МПа х м/с;
- высокую, где P до 5,0 МПа, V до 20 м/с, P хV до 50,0 МПа х м/с;
- высшую, где P более 5,0 МПа, V более 20 м/с, P хV более 50,0 МПа х м/с.
Способы правки искривлений вала насоса
В процессе эксплуатации насосов, под воздействием повышенных нагрузок может происходить кривизна вала. Искривленный вал агрегата подлежит восстановлению различными методами правки. Используются такие способы правки вала:
- наклеп;
- термомеханический;
- термический;
- релаксации напряжений.
Все перечисленные способы правки вала, за исключением наклепа, связаны с его нагреванием. Такие показатели, как значение прогиба, длина, диаметр и материал вала являются определяющими в выборе способа его правки.
Виды уплотнений в центробежных насосах
Основным условием устойчивой работы центробежного насоса является конструкция его уплотнения. Агрегаты отличаются размерами, характеристиками, предназначением, перекачиваемыми средами.

Исходя из этих параметров, подбирается оптимальный вид уплотнения вала помпы. Виды уплотнений вала бывают следующими:
- сальниковые одинарные и двойные;
- торцовые одинарные и двойные;
- манжетные;
- щелевые (лабиринтные).
Одинарное уплотнение торцовое насоса
Применяется в помпах, перекачивающих растворы, утечка и попадание которых во внешнюю среду недопустимо в больших количествах. К таким жидкостям относятся: горячие, легкокипящие, агрессивные, неорганические и органические.
Такой вид уплотнения требует повышенной точности монтажа блока установки и высокого качества поверхности вала. При обработке трущихся поверхностей допуск на осевое биение минимальный. Проводится и последующая тонкая шлифовка. Утечка жидкости при таком одинарном устройстве незначительна.
Насосы с двойным торцевым уплотнением
Такое устройство отличается от устройства одинарного количеством уплотняющих притертых поверхностей. Устройство дополнено системой подвода затворной жидкости, которая препятствует попаданию во внешнюю среду рабочей жидкости. В роли затворной жидкости выступает вода, глицерин и прочие жидкости, не взаимодействующие с перекачиваемой средой.
Есть два варианта размещения сдвоенных уплотнений:
Первый вариант применяется чаще. В данном случае давление затворной жидкости превышает на 1-2 бара давление перекачиваемой жидкости. Это достигается за счет использования дозировочного насоса, специального сосуда или гидроусилителя. Преимущество такого варианта в том, что зазор между подвижным и неподвижным кольцами заполнен затворной жидкостью, которая препятствует проникновению твердых частиц и грязи из перекачиваемой среды. Это существенно увеличивает срок эксплуатации устройства, в сравнении с вариантом Тандем.

В варианте Тандем затворная жидкость обладает меньшим давлением, чем перекачиваемая. При разгерметизации устройства, именно перекачиваемая жидкость попадает в затворную. Это важно там, где недопустимо проникновение посторонней жидкости в напорную линию. В данном варианте нет надобности осуществлять серьезный контроль за давлением затворной жидкости, что в определенных ситуациях существенно.
Материал для торцевых уплотнений на насосы
В выборе торцевого устройства определяющим является подбор материала для пары трения и вторичных уплотнений. Данные элементы изготавливаются из различных материалов.
Для пары трения используют следующие материалы:
- металл (нержавеющая сталь) – SUS;
- графит – CAR;
- керамика – CER;
- карбид кремния – SIC;
- карбид вольфрама – TC.
Вторичные уплотнения изготовляют из материалов, имеющих различную температуростойкость:
- нитрил-бутадиеновый каучук (NBR), от -20 до +120 градусов;
- этилен-пропиленовый каучук (EPDM), от -30 до +170 градусов;
- фторкаучук (Viton), от -30 до +185 градусов;
- фторопласт (PTFE), от -260 до +260 градусов.
Торцевые уплотнения для насосов разных производителей
Для насосов выпускаемых различными производителями существует своя маркировка. Все уплотнительные устройства изготовляются из современных материалов с продолжительным сроком эксплуатации.
Приведем некоторый перечень популярных насосов и торцевых уплотнений к ним:
- к помпам APV – торцы: SNAPV(W+), SNAPV1(W), SNAPV2(W), SNAPV(DW), SNAPV 3, SNAPV 4, SNAPV 5, SNAPV 6, SNAPV 7, SNAPV 8, SNAPV 9, SNAPV 10, SNAPV 11, SNAPV 12, SNAPV 13;
- к помпам Allweiler – торцы: SNAR, SNM 3, SNAL 1;
- к помпам Lowara – торцы: SNAR, SNM 3, SNLW;
- к насосам Inoxpa – торцы: SNIXP 1, SNIXP 2, SNIXP 3, SNIXP 4, SNM 3, SNFN, SNMG, SN 2100, SNAR;
- к насосам EMU – торцы: SNMG, SNEMU 1, SNEMU 2;
- к помпам Hilge – торцы: SNFN, SNAR, SNM 3, SNHG, SNBT;
- к помпам Johnson – торцы: SNJH 1, SNJH 2, SNJH 3, SNJH 4;
- к помпам Calpeda – SNMG, SNFN, SNAR, SNM 3, SN 2100.
Отдельные производители насосов применяют торцевые уплотнительные устройства собственного производства, другие используют устройства, выпускаемые специализирующимися на их производстве компаниями.
Источник