Торцевое уплотнение вала насоса

Торцевое уплотнение вала насоса предназначено для разделения пространств с различными давлениями, рабочими средами и температурами. Уплотнения для насосов предотвращают, например, проникновение посторонних частиц в рабочую среду или утечку смазки из корпуса.
В последние годы в связи с ростом давления, температуры и скорости скольжения чрезмерно повысились требования надежности прежде всего к данному типу уплотнений. Это вызвано также применением новых химических соединений, облучением, которое влияет на свойства многих материалов, изменяющих срок их службы.
Содержание статьи
Торцевые уплотнения монтируются на все современные типы насосов: центробежные, фекальные, поверхностные, погружные, насосные станции и т.д.
Герметизируемые жидкости и газы могут быть самыми разнообразными, например: жидкий кислород, высоконагретый водород, пивное сусло, растворы красителей, различные кислоты, щелочи, асфальт, какао-паста и другое. Чтобы уплотнение насоса отвечало всем необходимым требованиям необходимо использовать коррозионно-стойкие, прочные и теплостойкие материалы.
Однако при этом следует обратить внимание на то, что достижение предельных параметров возможно часто только в случае применения специальных конструкций и вспомогательных приспособлений.
При определении геометрических размеров и конструкции уплотнения необходимо учитывать шесть взаимосвязанных между собой факторов.
Торцевые уплотнения для насосов должны отвечать следующим требованиям:
![]() максимально возможной герметичности
максимально возможной герметичности
![]() наивысшей долговечности, т.е. минимальному износу
наивысшей долговечности, т.е. минимальному износу
![]() наивысшей надежности, т.е. отсутствию необходимости в техническом обслуживании и ремонте.
наивысшей надежности, т.е. отсутствию необходимости в техническом обслуживании и ремонте.
![]() наименьшим потерям на трение и тепловыделение
наименьшим потерям на трение и тепловыделение
![]() минимальным размерам
минимальным размерам
![]() наивысшей экономичности и минимальной стоимости.
наивысшей экономичности и минимальной стоимости.
К сожалению не все эти требования возможно реализовать в одной конкретной конструкции, поэтому каждое уплотнение является результатом компромиссного решения, которое должно учитывать эксплуатационные факторы и соотношения между ними.
Принцип работы.
Принцип работы торцевого уплотнения можно рассмотреть на примере общей схемы изображенной на рисунке.

Здесь резиновый сильфон выполняет не только функцию радиального уплотнительного элемента, но и пружины. Уплотнение может быть смонтировано и сконструировано таким образом, что нагрузка на уплотнительные поверхности может передаваться, например, только через пружины или манжеты. Однако недостатком такого уплотнения является то, что оно может работать только в очень узком диапазоне давлений, поскольку при повышенном внутреннем давлении уплотнительные поверхности расходятся.
Параметры уплотнений
При рассмотрении конструкции торцевого уплотнения центробежного насоса было установлено, что эффективность его работы зависит геометрических размеров и схемы компоновки. Кроме того, существенное влияние на утечку, потери на трение, надежность и долговечность, оказывают следующие факторы:
![]() 1) нагрузка
1) нагрузка
![]() 2) скорость скольжения
2) скорость скольжения
![]() 3) шероховатость и параллельность контактных поверхностей торцевого уплотнения вала насоса
3) шероховатость и параллельность контактных поверхностей торцевого уплотнения вала насоса
![]() 4) температура уплотняемой жидкости и контактных поверхностей, а так же её изменение со временем
4) температура уплотняемой жидкости и контактных поверхностей, а так же её изменение со временем
![]() 5) форма зазора, зависящая от механической и температурной деформации в процессе работы;
5) форма зазора, зависящая от механической и температурной деформации в процессе работы;
![]() 6) сочетание материалов пары трения торцевого уплотнения вала насоса
6) сочетание материалов пары трения торцевого уплотнения вала насоса
![]() 7) уплотняемая среда, её смазывающие свойства, теплопроводность, степень загрязнения и химический состав.
7) уплотняемая среда, её смазывающие свойства, теплопроводность, степень загрязнения и химический состав.
![]() 8) режим трения, вибрация, гидравлические удары, перерывы в движении, пуск под нагрузкой, периодическая работа без смазки, нагрев или охлаждение, течение жидкости по направлению действия центробежной силы, радиальное биение, а также прочие конструктивные и эксплуатационные факторы, причем решающее значение имеет возможность отвода тепла.
8) режим трения, вибрация, гидравлические удары, перерывы в движении, пуск под нагрузкой, периодическая работа без смазки, нагрев или охлаждение, течение жидкости по направлению действия центробежной силы, радиальное биение, а также прочие конструктивные и эксплуатационные факторы, причем решающее значение имеет возможность отвода тепла.
Типы торцевых уплотнений
Торцевое уплотнение вала насоса обеспечивает упругогерметичное соединение между вращающейся и неподвижной торцевыми поверхностями.

Исходя из конструктивных особенностей подвижная в осевом направлении часть уплотнения, находящаяся внутри уплотняемой полости, может вращаться (рисунок а) или быть неподвижной (рисунок б).
При внутреннем расположении неподвижного в осевом направлении контркольца, которое в свою очередь может вращаться или быть неподвижным, уплотняемая часть запирается в направлении падения давления.

При наружном расположении контркольца уплотняемая полость запирается невращающейся (рисунок в) или вращающейся (рисунок г) подвижной в осевом направлении частью торцевого уплотнения для насосов.
Несмотря на то, что уплотнения с невращающейся подвижной в осевом направлении частью вследствие меньшей силы инерции и малых потерь на трение выгодны при высокой частоте вращения или большой вязкости среды, в торцевом уплотнении с вращающейся частью условия отвода тепла более благоприятные.

Кроме того выбор типа торцевого уплотнения зависит от перепада температур в радиальном направлении от диаметра, или наоборот, от направления действия центробежной силы, создающей давление, прочности материалов трущейся пары, конструктивных факторов, возможности быстрой замены или легкости контроля. Другими словами все представленные на рисунках варианты торцевого уплотнения вала насоса находят своё применение.

В общем случае уплотнители в зависимости от конструкции бывают:
![]() пружинного типа. Конструкция поджимается за счет одной или двух пружин
пружинного типа. Конструкция поджимается за счет одной или двух пружин
![]() сильфонного типа. Уплотнитель и неподвижный элемент прижимает друг к другу специальная гофрированная пружина, которую называют сильфоном.
сильфонного типа. Уплотнитель и неподвижный элемент прижимает друг к другу специальная гофрированная пружина, которую называют сильфоном.
Кроме того конструктивно и в зависимости от установки кроме одинарных существуют и двойные торцевые уплотнения.
Одинарное.

Самая распространенная схема. Такая установка используется, если не требуется полной герметичности и рабочая температура в пределе +95…+140°С.
Утечки мизерные, но все же существуют. Для воды и неагрессивных жидкостей это не критично, но если требуется перекачка химически активных или даже ядовитых жидкостей, то и небольшие утечки, могут привести к скаплению в помещении опасных паров этих жидкостей.
Для того, чтобы этого избежать, используют двойное уплотнение торцевое.
Двойное торцевое уплотнение насоса
Двойное торцевое уплотнение по схеме «спина к спине»

Этот вариант компоновки применяется при перекачивании взрывоопасных или ядовитых жидкостей, утечки паров которых не допустимы. Для работы этого узла требуется подвод затворной жидкости, давление которой должно быть больше давление перекачиваемой насосом среды.
Уплотнения этого типа могут работать до температуры +140…+200°С.
Двойное торцевое уплотнение по схеме «тендем».

Используется, когда подвод затворной жидкости к узлу уплотнения извне невозможен. Для работы такого узла необходимо изготовление автономного бачка с жидкостью для охлаждения. Уплотнения этого типа могут работать с температурами до +140°С.
Наиболее простая конструкция изображена на рисунке далее.
Схема торцевого уплотнения
 Уплотняемый узел, в данном случае, расположен между плоскостями корпуса уплотнения поз.1 и контркольца поз.5. Под действием осевых сил поток (изображен стрелками) стремится пройти в радиальном направлении через зазор между корпусом поз.1 и контркольцом поз.5 и раскрыть уплотнение. Чтобы этого не произошло на валу установлено упорное кольцо поз.2 закрепленное штифтом поз.3. Упорное кольцо прижимает корпус поз.1 к контркольцу поз.5 пружиной поз.4. Таким образом обеспечивается герметичность вращающихся элементом. Герметичность корпуса поз.1 по валу, а так же герметичность контркольца поз.5 по втулке обеспечивают прокладки поз.6, 7.
Уплотняемый узел, в данном случае, расположен между плоскостями корпуса уплотнения поз.1 и контркольца поз.5. Под действием осевых сил поток (изображен стрелками) стремится пройти в радиальном направлении через зазор между корпусом поз.1 и контркольцом поз.5 и раскрыть уплотнение. Чтобы этого не произошло на валу установлено упорное кольцо поз.2 закрепленное штифтом поз.3. Упорное кольцо прижимает корпус поз.1 к контркольцу поз.5 пружиной поз.4. Таким образом обеспечивается герметичность вращающихся элементом. Герметичность корпуса поз.1 по валу, а так же герметичность контркольца поз.5 по втулке обеспечивают прокладки поз.6, 7.
В общем случае торцевое уплотнение состоит из неподвижного и вращающегося уплотнительных элементов. В отличие от сальникового уплотнения в этом случае геометрические параметры уплотнительной поверхности можно выполнить более точно и с меньшими затратами, не изнашивается поверхность вала или его вкладыша. Для компенсации нарушения параллельности поверхностей уплотнительных колец, вызванного термическим удлинением деталей и узлов уплотнения, а также износом этих поверхностей, необходимо иметь по меньшей мере одну упругую деталь, такую как мембрана, сильфон, эластичная резиновая фасонная деталь или, в данном случае, пружина поз.4.
Замена и стоимость
Замена уплотнения должна выполняться квалифицированным специалистом. Если по ряду причин вызвать специалиста нет возможности, то замену уплотнения выполняют самостоятельно.
Этапы замены уплотнения:
1 Отключить питание насоса
2 Слить рабочую среду. Убедиться, что в системе нет давления.
3 Снять защитный кожух
4 Демонтировать поврежденный узел
5 Руководствуясь инструкции по монтажу установить новое уплотнение.
6 Собрать насосный агрегат в обратном порядке согласно руководству по эксплуатации.
Стоимость
Стоимость торцевого уплотнения в среднем составляет около 400 руб. для обычного бытового насоса. Для замены торцевого уплотнения в профессиональном оборудовании придется отдать около 2000 руб.
Видео по теме
До широкого распространения торцев большой популярностью пользовались сальниковые уплотнения. Сальник в насосе это конструктивно шнур, пропитанный графитом или фторопластом, который укладывается в канавку вокруг вала и зажимается каким-либо способом.
Несмотря на невысокую стоимость, которой характеризуется набивной сальник, торцевое уплотнение для насоса, обеспечивающее лучшую герметичность и имеющее повышенную надежность и долговечность, всё больше применяется в центробежных агрегатах.
Источник
Ремонт вспомогательного холодильного оборудования
Ремонт насосов.
Наиболее обширную и сложную группу из вспомогательного оборудования представляют центробежные насосы, структура ремонтного цикла которых зависит от вида насоса, перекачиваемой среды и специфики производства.
При профилактическом осмотре в общем случае для центробежных насосов проводят следующие работы: проверку осевого разбега ротора, очистку и промывку подшипников, смену масла, ревизию сальниковой набивки и проверку состояния муфтового соединения. При текущем ремонте дополнительно к работам профилактического осмотра проводят: разборку насоса, проверку биения ротора, ревизию и замену деталей торцевого уплотнения.
При среднем ремонте дополнительно к работам текущего ремонта проводят: полную разборку насоса с дефектацней всех деталей, проверку состояния посадочных мест корпуса.
При капитальном ремонте проводят дополнительно к объему среднего ремонта замену рабочих колес, валов, уплотняющих колец, распорных втулок и грундбукс. На крупных предприятиях ремонт насосов проводят централизованно на специализированных участках, со стендами манипуляторами и приспособлениями для механизации процесса мойки, ремонта и испытаний. Перед отправкой в цех централизованного ремонта насос осматривают, проверяют его комплектность и составляют акт о его состоянии с указанием ряда параметров (напор, производительность, осевой разбег ротора, несовпадение осей валов с приводом и прочие данные, определяемые типом насоса). При выходе из строя базовых деталей (корпуса) насос подлежит списанию.
Карты дефектации являются основным документом, на основании которого проводят осмотр, измерения и сортировку деталей. При ремонте насосов проводят дефектацию подшипников качения и скольжения, контролируют износ посадочных и уплотнительных поверхностей, состояние сопряженных деталей и замеряют зазоры между ними. Изношенные поверхности восстанавливают разными методами. Так, шейки валов при износе до 0,3 мм можно восстанавливать электролитическим хромированием, от 1,5 до 2 мм электролитическим железнением, от 2,0 до 3,0 мм — автоматической вибродуговой наплавкой. Изношенные резьбовые соединения восстанавливают резцом, плашкой или метчиком. Рабочие колеса восстанавливают наплавкой поврежденных мест с последующей проточкой, иногда прибегают к замене диска. Чугунные рабочие колеса наплавляют медными электродами, но в большинстве случаев заменяют новыми.
Ремонт торцевых уплотнений.
Особое внимание уделяют состоянию и ремонту торцевых уплотнений. Установлено, что до 85 % торцевых уплотнений теряют герметичность до износа рабочих уплотнительных поверхностей. Причины потери герметичности следующие: раскрытие пары трения и попадание твердых частиц на мягкую (полимерную) поверхность трения, вибрация, кавитация, биение ротора или вала из-за некачественной сборки, несоосность, дебаланс, засорение зазора между кольцами, заклинивание или перекос колец, потеря упругости пружин, нагрев уплотнения, который приводит к локальным разрушениям в зоне контакта; некачественные сборка, изготовление или подбор уплотнения. Технология ремонта состоит из следующих операций: разборка на стенде, мойка деталей в автоматизированной моечной машине (где кроме мойки можно осуществить также пропарку и просушку деталей), ремонт или изготовление деталей, пропитка колец, склеивание, сборка и испытания.
В деталях торцевых уплотнений в зависимости от вышеприведенных причин появляются дефекты разного характера.
В парах трения появляются сколы, трещины от тепловых напряжений, износ из-за попадания твердых частиц, уменьшение толщины колец (равномерный износ). При повреждениях поверхности глубиной более 5 мкм и отклонении от плоскостности более 0,005 мм на диаметр кольца детали бракуют, при равномерном износе более 20 % колец заменяют новыми.
В корпусах наблюдаются забоины и риски на плоскостях разъема и износ посадочных мест.
Во втулках при работе появляются кольцевые задиры и износ, смятие кромок, шпоночных канавок, нарушение концентричности, забоины на торцевых поверхностях, задиры на внутренних, увеличение шероховатости посадочных мест. При ремонте втулок для повышения износостойкости рабочие поверхности наплавляют сормайтом или стеллитом ВЗК с последующим хромированием. Если не наплавляют твердые сплавы, то втулки подвергают термообработке до твердости НВ 260-320 (для углеродистых сталей) и до НВ 350-400 (для легированных сталей). Наружную поверхность втулок обрабатывают на токарном или круглошлифовальном станке с помощью разжимной оправки, центрирующей обрабатываемую поверхность относительно внутренней. Втулки шлифуют при увеличении конусности более 0,1 мм и эллипености более 0,03-0,04 мм.
При ремонте торцевого уплотнения обязательно проверяют состояние сопряженной поверхности вала. Износ вала устраняют электролитическим хромированием, металлизацией, наплавкой с обточкой и шлифованием.
Резиновые кольца теряют упругость, растрескиваются из-за чрезмерного нагрева и старения. При ремонте иногда кольца заменяют на выточенные из фторопласта Ф-4.
Сильфоны в процессе работы повреждаются из-за усталостных явлений, скрытых эффектов металлургического характера, механических повреждений. Сильфоны не ремонтируют, а заменяют новыми.
Пружины из-за нагрева и усталостных явлений теряют упругость. Пружины проверяют на сжатие, проверяют, чтобы шаг был одинаков и разница по высоте не превышала 0,2 мм. Непараллельность торцов пружин и их перекос относительно оси не должны превышать 0,5 мм. Для изготовления берут углеродистые или легированные стали с содержанием углерода 0,5- 1,1 %. После навивки пружины подвергают отпуску при 200- 300 °С в течение 30-40 мин с охлаждением на воздухе. Торцы пружин шлифуют до Ra 0,80.
При ремонте уплотнительные кольца из графитовых материалов и силицированного графита подвергают шлифовке и доводке до получения поверхности шероховатостью?а0,16- 0,40 мкм.
Для устранения остаточных напряжений детали из силицированного графита перед доводкой подвергают естественному старению в течение 10-15 дней. Кольца из угле- и силицированного графита СГ с металлическими обоймами склеивают эпоксидными компаундами, которые готовят на основе эпоксидных смол (см. § 9.3).
До склейки колец с обоймой и сборки уплотнения кольца пропитывают и притирают.
Для повышения плотности, прочности и износостойкости уплотннтельные кольца пропитывают составом на основе эпоксидной смолы ЭД-20 (100 массовых частей смолы и по 10 массовых частей отвердителя и пластификатора). Массу перемешивают, добавляют ацетон или толуол. Состав готовят не более чем за 30 мин до пропитки. Обезжиренные и просушенные кольца устанавливают в пакет и заливают пропиточным составом.
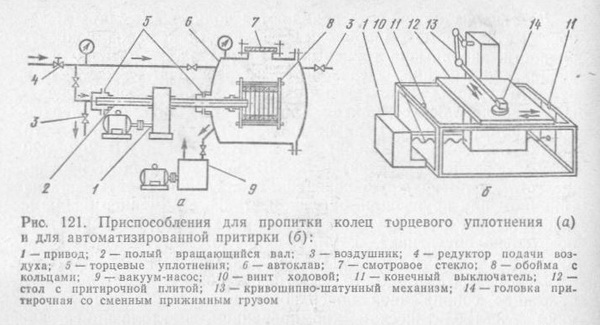
Пакет помещают в автоклав пропиточного стенда на полый вращающийся вал (рис. 121, а). Автоклав закрывают, включают электрообогрев и привод вращения вала. Через полый пал подают воздух под давлением 0,3-0,5 МПа.
В автоклаве создают разрежение 10-20 мм рт. ст. Пропитку ведут при 45 °С, наблюдая через смотровое окно за исчезновением пузырей на поверхности. После этого отключают стенд, открывают крышку, разбирают пакет, протирают кольца ацетоном и, собрав вновь пакет, проводят полимеризацию пропиточного состава В автоклаве в течение 3 ч при температуре 50 °С и атмосферном давлении.
Притирку проводят на плите с использованием суспензии абразивного порошка со смазкой, состоящей из керосина со стеарином или олеиновой кислотой.
Одно из условий качественной доводки трущихся поверхностей торцевых уплотнений — выбор притира. Притир не должен быть слишком твердым, иначе абразив на нем будет дробиться, и не должен быть слишком мягким — абразив будет в нем утопать и терять режущую способность. В качестве притира используют плиты из перлитного чугуна. Притирку силицированного графита выполняют на алмазных пастах. Обычно притирку колец механизируют, а доводку проводят вручную.
Ремонт шестеренных насосов.
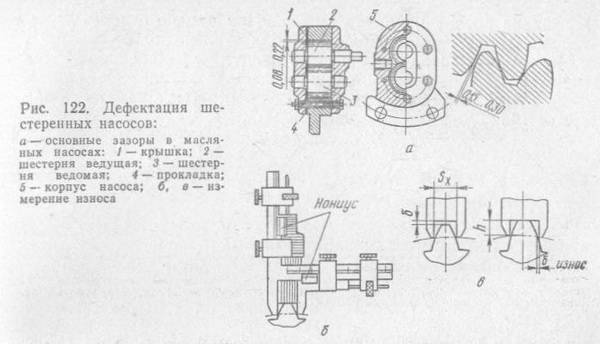
Шестеренные насосы разбирают, осматривают и обмеряют изнашиваемые детали: корпуса, крышки, шестерни, втулки и резиновые уплотнения. В корпусе более всего подвержена износу сторона всасывания. Износ корпуса приводит к нарушению соосности деталей. Шестерни и втулки начинают работать с перекосом, и их торцевые поверхности и зубья интенсивнее изнашиваются.
Одним из методов ремонта является смена мест полостей всасывания и нагнетания. Другим методом является метод гильзовки расточки. Шестерни с выкрошившимися зубьями или трещинами бракуют. Цементированные шестерни бракуют при износе цементированного слоя. Износ зубьев в любом случае не должен превышать более 10 % при замере толщины зуба по шаблону или штангензубомером. При большем износе шестерни подлежат замене.
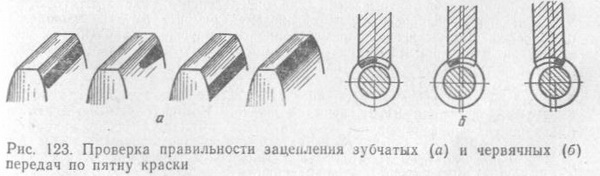
Правильность зацепления зубчатых колес и червячных пар в передачах вспомогательных механизмов при их ремонте проверяют по оценке пятна касания по краски.
Ремонт вентиляторов.
При профилактическом осмотре и дефектации перед ремонтом вентиляторов обращают внимание на детали, наиболее подверженные износу: подшипники, шейки и шпоночные соединения валов, а также на крепление лопастей и состояние самих лопастей. Причинами интенсивного износа подшипников могут быть ослабление посадки ротора на вал, дисбаланс ротора и плохая смазка. При замене отдельных деталей ротора их подбирают приблизительно одной массы, а после ремонта ротор подвергают статической балансировке. При коррозионном износе прибегают к защите деталей металлизацией, напылением пластмасс, защитными легкокрасочными покрытиями.
Монтаж, эксплуатация и ремонт холодильных установок. В. Ф. Невейкин, Москва, ВО «Агропромиздат», 1989
Источник