- Гуммирование (обрезинивание) оборудования — МашПром-Эксперт
- Основные способы гуммирования
- Особенности гуммирования поверхностей емкостей на нашем заводе
- Фото выполненных работ при изготовлении оборудования с нанесение гуммирования на нашем заводе
- Свойства гуммированных покрытий
- Поправка для Трудоемкость к «Базовым ценам на работы по ремонту энергетического оборудования, адекватным условиям функционирования конкурентного рынка услуг по ремонту и техперевооружению» Часть 13. Работы по ремонту антикоррозионных покрытий
- Способы доставки
- Оглавление
- Этот документ находится в:
- Организации:
- ОБЩИЕ ПОЛОЖЕНИЯ
- 01 РЕМОНТ ГУММИРОВОЧНЫХ ПОКРЫТИЙ
- 02 РЕМОНТ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
- 03 РЕМОНТ ФУТЕРОВКИ
Гуммирование (обрезинивание) оборудования — МашПром-Эксперт

Материал предлагаемой статьи посвящен особенностям гуммирования или обрезинивания деталей оборудования на заводе металлоконструкций. Мы изготавливаем оборудование для предприятий горной и нефтехимической промышленности и применяем для защиты от воздействия агрессивных сред, коррозии или абразивного износа самые различные виды защитных материалов.
Повышение производительности оборудования, экономия материальных, энергетических и трудовых ресурсов, необходимые для получения конкурентных преимуществ, зависят напрямую от надежности и долговечности используемых машин и механизмов. Надежность и долговечность тесно связаны со способностью противостоять износу.
Особенно велико значение износа для быстроизнашивающихся деталей, являющихся основными элементами машин по добыче и обогащению полезных ископаемых. Этот вид оборудования наиболее интенсивно подвергается абразивному изнашиванию.
На практике долговечность быстроизнашиваемых деталей повышают различными методами: от применения особо прочных сталей и сплавов до нанесения футеровки из каменного литья. В разделе нашего сайта «Футеровка оборудования» вы сможете ознакомиться с некоторыми технологиями и материалами применяемыми нами для защиты оборудования.
Одним из способов защиты деталей от износа и является гуммирование. Гуммирование — процесс нанесения резинового или эбонитового покрытия на металлические изделия. Высокая стойкость применяемых видов резины к действию агрессивных сред делает гуммирование одним из лучших способов защиты деталей машин работающих в химически агрессивной среде.
Основные способы гуммирования
В промышленности применяются несколько технологических способов изготовления гуммированных деталей. Это гуммирование обкладкой, гуммирование пресованием и гуммирование литьем под давлением.
Обкладкой гуммируют как чугунные так и стальные детали. Поверхности перед гуммированием подлежат дробеструйной обработке. Окисная поверхностная пленка снимается слабым раствором соляной или серной кислоты. Затем поверхности сушатся и обезжириваются окончательно.
На следующем этапе на поверхность гуммируемой детали наносится клей и производится обкладывание каландрованными листами сырой резиновой смеси. Завершающий этап — прокатывание роликами. Для достижения заданной толщины гуммирующего покрытия, резиновые листы накладываются в несколько слоев, с обезжириванием и прокатыванием роликами каждого. Подготовленную таким образом обрезиненную деталь отправляют на вулканизацию.
Гуммирование прессованием производится в специальных пресс-формах. В этом случае при нагревании детали под давлением процессы формования, вулканизации и крепления гуммирующего слоя к поверхности металла происходят одновременно.
Гуммирование литьем под давлением рассматривать не будем, так как этот процесс выходит за рамки нашей специализации.
Особенности гуммирования поверхностей емкостей на нашем заводе
Гуммирование поверхностей емкостей, в целом служа той же цели, что и гуммирование отдельных деталей, все же имеет некоторую специфику технологического процесса. Для гуммирования применяются каландрованная резиновая смесь, а для обрезинивания можно использовать пластины резиновые формовочные.
При выполнении работ по гуммировке емкостей и оборудования мы применяем метод обрезинивания резиной. Данный метод защиты металла необходим в случаях, когда оборудование работает в загрязнённых жидких средах или в химических растворах, а также подвергается коррозии и абразивному износу.
Для гуммирования или обрезинивания емкостного оборудования или отдельных элементов необходимо тщательное соблюдение технологии нанесения защитного материала (в данном случаи резины). Резиновые смести которые используются для гуммирования или обрезинивания емкостей или отдельных элементов металлических конструкций для создания хорошей адгезии между металлом и защитным материалом требуют специальной подготовки поверхности для проведению работ по гуммировке (обрезиниванию).
На первом этапе специалисты завода проводят работы по закруглению всех острых кромок на деталях оборудования на которые будет наносится резиновая футеровка. Далее мы проводим дробеструйную обработку металлической поверхности до степени Sa 2,5 или 3.

На следующем этапе металлическая поверхность обрабатывается специальным праймером и выдерживается определенное время перед нанесением резиновой футеровки. Марка резины для обрезинивания оборудования подбирается нашими специалистами в зависимости от вида и концентрации среды в которой будет работать гуммированное оборудование.



После проведения работ по гуммированию или обрезиниванию оборудования каландрованными листами сырой резиновой смеси необходимо, что бы резиновая смесь затвердела при температуре от +15 в течении 7-10 дней. Окончательную твердость гуммированная поверхность набирает в течении 15-20 дней. Если после нанесения сырой резины провести вулканизацию, резина наберет необходимую твердость через 12-24 часа.



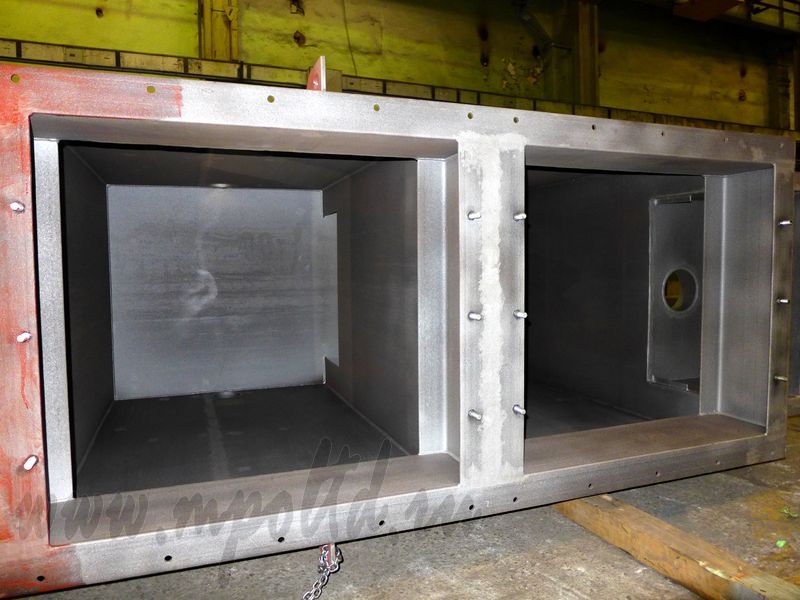
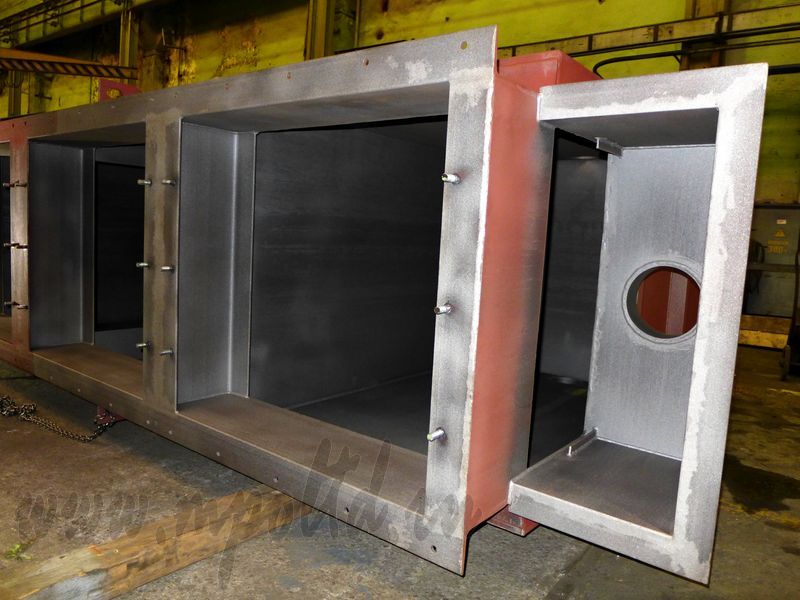
Фото выполненных работ при изготовлении оборудования с нанесение гуммирования на нашем заводе






Разгрузочная стенка мельницы


Свойства гуммированных покрытий
Применяемые для гуммирования резиновые смеси при температуре окружающей среды до 65 °С устойчивы к воздействию агрессивной среды, в состав которой входит соляная кислота, щелочи в любой концентрации, серная и фосфорная кислоты до концентрации 50 и 85% соответственно а так же от действия слабой азотной кислоты (до 5% ), уксусной кислоты (до 15% ), водных растворов аммиака.
Кроме того мягкие резины для гуммирования обладают устойчивостью к истиранию, выдерживают резкие колебания температур и воздействие механических знакопеременных нагрузок.
Свойства гуммированных покрытий зависят от состава применяемой резиновой смеси. Так использование карбоцепных каучуков (бутадиеновые, бутадиен-стирольные, изопреновые, хлоропреновые, бутилкаучук и др.) повышает стойкость против кислот и щелочей. Полисульфидные каучуки обладают более высокой стойкостью к бензину и минеральным маслам. А гуммированные покрытия из кремнийорганических каучуков можно эксплуатировать при температурах до 200—250 °С.
Стойкость одного и того же гуммировочного материала может быть различной в зависимости от способа вулканизации. Так как в процессе вулканизации происходит уменьшение пластических и увеличение высокоэластичных свойств гуммирующего материала.
Под пластичностью гуммирующего материала понимают способность деформироваться и сохранять форму после снятия нагрузки. Эластические свойства гуммирующего материала характеризуются обратимой деформацией или эластичным восстановлением.
Другим важным свойством резиноматериалов для гуммирования является клейкость. Клейкость — это способность к прочному соединению между собой двух контактирующих образцов. В результате контакта гуммирующего материала и поверхности детали между ними возникает адгезионная связь, как следствие действия межмолекулярных сил.
Благодаря высокой износостойкости гуммированных деталей в абразивных средах они широко применяются на предприятиях горной и горно-металлургической промышленности. Гуммированные детали, вследствие понижения общей плотности, имеют значительно меньшую массу, хорошо противостоят коррозии, гасят шум и снижают вибрацию оборудования во время работы. Гуммированные детали способны воспринимать и передавать значительные силовые нагрузки.
Готовы предложить нашим Заказчикам высокое качество выполняемых нами работ по изготовлению, футеровки и гуммированию изделий изготовленных на нашем заводе. Наши технологи подберут для Вас наилучшие материалы для защиты оборудование от коррозии, абразивного износа и агрессивных сред. Мы имеем положительную деловую репутацию как по изготовлению оборудования, так и по применению футеровочных материалов в различных отраслях промышленности.
+7(812) 987 9110 +7(812) 322 8737 Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Источник
Поправка для Трудоемкость к «Базовым ценам на работы по ремонту энергетического оборудования, адекватным условиям функционирования конкурентного рынка услуг по ремонту и техперевооружению»
Часть 13. Работы по ремонту антикоррозионных покрытий
Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Трудоемкость настоящей части установлена на работы по ремонту антикоррозионных покрытий наружных поверхностей оборудования. При выполнении работ внутри оборудования диаметром или шириной до 1,2 м к трудоемкости разделов 02, 06 применяется коэффициент К = 1,4, а при диаметре или ширине более 1,2 м — коэффициент К = 1,2.
Оглавление
1 Ремонт гуммировочных покрытий
2 Ремонт лакокрасочных покрытий
3 Ремонт футеровки
4 Ремонт прочих неметаллических покрытий
| Дата введения | 01.01.2021 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.01.2021 |
| Дополняет: | Трудоемкость к «Базовым ценам на работы по ремонту энергетического оборудования, адекватным условиям функционирования конкурентного рынка услуг по ремонту и техперевооружению» |
Этот документ находится в:
- Раздел Строительство
- Раздел Нормативные документы
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Проектирование и строительство объектов энергетического комплекса
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Нормативные документы
Организации:
| Разработан | ОАО ЦКБ Энергоремонт |
| Разработан | ООО Техно Конструкция |
| Принят | РАО ЕЭС России |
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ТРУДОЕМКОСТЬ
К «БАЗОВЫМ ЦЕНАМ НА РАБОТЫ ПО РЕМОНТУ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ, АДЕКВАТНЫМ УСЛОВИЯМ ФУНКЦИОНИРОВАНИЯ КОНКУРЕНТНОГО РЫНКА УСЛУГ ПО РЕМОНТУ И ТЕХПЕРЕВООРУЖЕНИЮ
РАБОТЫ ПО РЕМОНТУ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ
РАЗРАБОТАНО Открытым акционерным обществом «Центральное конструкторское бюро Энергоремонт», Обществом с ограниченной ответственностью «Техно Конструкция»
ИСПОЛНИТЕЛИ Ю.В. Трофимов, Б.И. Шар, О.Б. Осипов (ОАО «ЦКБ Энергоремонт») В.И. Николаев, П.А. Головлев, Г.Н. Дубинский, Б.И. Моисеенко, Л.А. Гуминская (ООО «Техно Конструкция»)
СОГЛАСОВАНО Департамент технического перевооружения и совершенствования энергоремонта ОАО РАО «ЕЭС России» Начальник А.А. Романов
ОБЩИЕ ПОЛОЖЕНИЯ
1. Трудоемкость настоящей части установлена на работы по ремонту антикоррозионных покрытий наружных поверхностей оборудования. При выполнении работ внутри оборудования диаметром или шириной до 1,2 м к трудоемкости разделов 02, 06 применяется коэффициент К = 1,4, а при диаметре или ширине более 1,2 м — коэффициент К = 1,2.
2. В трудоемкости настоящей части учтена трудоемкость на производство работ на высоте до 4 м, т.е. с устройством и разборкой лесов и подмостей. При выполнении работ на высоте более 4 м к трудоемкости применяются следующие коэффициенты:
свыше 4 до 30 м — К = 1,15
свыше 30 до 60 м — К = 1,3
свыше 60 до 150 м — К = 1,5
свыше 150 до 200 м — К = 1,6
свыше 200 до 250 м — К = 1,8
свыше 250 до 300 м — К = 1,9
свыше 300 до 350 м — К — 2,0
свыше 350 до 400 м — К — 2,2.
01 РЕМОНТ ГУММИРОВОЧНЫХ ПОКРЫТИЙ
0101 Гуммировочное покрытие листовой резиной
Удаление старой резины и клея. Пескоструйная очистка, обеспыливание, обезжиривание поверхности. Дублирование резины. Обкладка резиной металлических поверхностей.
Доплата к тарифной ставке за вредные условия труда — 8 %
Трудоемкость в чел.-ч на 10 м 2 по видам поверхности
плоская и цилиндрическая
конусная, сферическая поверхности трубопроводов диаметром до 500мм
мелкие детали площадью до 0,1 м 2
Ремонт двухслойного покрытия
Средний разряд работ
Ремонт трехслойного покрытия
Средний разряд работ
0102 Гуммировочное покрытие самовулканизирующимся герметикой
Удаление старого покрытия, пескоструйная очистка, обеспыливание, обезжиривание. Нанесение грунта и рабочего состава.
Доплата к тарифной ставке за вредные условия труда — 8 %
Средний разряд работ — 3,6
Трудоемкость в чел.-ч на 10 м 2 при количестве слоев
на каждый последующий
Ремонт самовулканизирующего покрытия на основе тиоколового герметика
Ремонт самовулканизирующего покрытия на основе жидкого наирита
1. При гуммировочном покрытии само вулканизирующимся герметиком мелких деталей площадью до 0,1 м 2 к трудоемкости позиций 0102010101, 0102020101 применяется коэффициент К = 4, а к трудоемкости позиций 0102010102, 0102020102 — коэффициент К = 2.
2. При замене гуммировочного покрытия на другое покрытие к трудоемкости позиции 0201010101 и раздела 04 применяется дополнительно трудоемкость на 10 м 2 для всех видов поверхностей в размере 14,8 чел.-ч, для мелких деталей площадью до 0,1 м 2 — в размере 20,8 чел.-ч.
02 РЕМОНТ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Очистка, обеспыливание, обезжиривание поверхностей. Нанесение краскораспылителем лакокрасочных покрытий на наружные плоские, цилиндрические, конические и сферические поверхности.
Доплата к тарифной ставке за вредные условия труда — 8 %
Средний разряд работ — 3,3
Трудоемкость в чел.-ч на 10 м 2
на каждый последующий
Ремонт лакокрасочного покрытия
1. При нанесении лакокрасочных покрытий на решетчатую конструкцию к трудоемкости раздела 02 применяется коэффициент К = 1,1.
2. При нанесении лакокрасочных покрытий кистью к трудоемкости раздела 02 применяется коэффициент К = 1,1.
3. При производстве работ многокомпонентными лакокрасочными материалами, применяемыми комплексно с отвердителями, пигментами, наполнителями и др., к трудоемкости раздела 02 применяется коэффициент К = 1,2.
4. При нанесении преобразователя ржавчины применяется трудоемкость на ремонт лакокрасочных покрытий наружных поверхностей.
5. При выполнении пескоструйной очистки без нанесения лакокрасочных покрытий применяется трудоемкость в размере 3,8 чел.-ч за 10 м 2 .
Указанная трудоемкость не может применяться дополнительно к трудоемкости позиции 0201010101.
6. Трудоемкость позиции 0201010101 установлена на ремонт лакокрасочных покрытий металлических и железобетонных поверхностей.
7. В трудоемкости позиции 0201010101 учтена трудоемкость на нанесение грунтового или окрасочного покрытия.
8. Пример определения трудоемкости ремонта лакокрасочного покрытия:
где: Т — трудоемкость ремонта лакокрасочного покрытия;
T1 + Т2 + . + Tn — трудоемкость на первый слой и последующие слои;
0,15 + 0,1 + 0,1 + 0,2 — доплаты согласно п. 2 «Общих положений»
и п. 1 — 3 Примечаний к разделу 02.
03 РЕМОНТ ФУТЕРОВКИ
0301 Замена футеровки
Разборка футеровки. Сортировка и очистка штучных материалов. Приготовление замазки (раствора). Устройство футеровки.
Доплата к тарифной ставке за вредные условия труда — 4 %
Толщина, (мм, кирпич)
Трудоемкость в чел.-ч на 10 м 2 по видам покрытия
Источник