- Способы ремонта корпусных деталей.
- Ликвидация трещин.
- Ремонт пробоин и сколов производят:
- Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
- Ремонт изношенных отверстий производят:
- Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Pereosnastka.ru
- Обработка дерева и металла
- Как ремонтировать автомобиль
- Заделка трещин в корпусных деталях фигурными вставками
- Фигурные вставки: а — уплотняющие; б — стягивающие.
- Кондуктор для сверления отверстий под фигурные вставки:
- Устранение трещин и пробоин в корпусных деталях
Способы ремонта корпусных деталей.
Ремонт базовых корпусных деталей является очень ответственным процессом, так как корпус в большинстве случаев несет не только защитную функцию от внешних факторов, которые могут повлиять на работу механизма, но также являлся и базовой опорой для расположенного внутри механизма. При обнаружении каких-либо дефектов, трещин или сколов на корпусе, следует немедленно провести полную диагностику всего аппарата чтобы оценить степень риска его дальнейшего использования и, в кратчайшие сроки восстановить первоначальный вид корпуса.
Ликвидация трещин.
- С помощью стяжек. По обе стороны трещины на некотором удалении от нее сверлят и развертывают два отверстия, в них запрессовывают штифты с выступающими концами. Изготовляют стальную пластину-стяжку с двумя засверленными и развернутыми отверстиями, расстояние между которыми несколько меньше расстояния между штифтами. При возможности трещину стягивают струбциной, стяжку нагревают и надевают на штифты. При своем охлаждении она стягивает трещину.
- С помощью штифтов. Концы трещины, определенные «керосиновым пробоем», засверливают сверлом диаметром 4-5 мм и между ними вдоль трещины тем же сверлом засверливают отверстия на расстоянии 6-7 мм. Во всех отверстиях нарезают резьбу, куда завинчивают резьбовые штифты из мягкой стали или меди, выступающие над поверхностью на 1-2 мм. После этого засверливают отверстия между штифтами с перекрытием их не менее чем на 1/4 диаметра; в отверстиях нарезают резьбу, куда заворачивают штифты, обрубаемые заподлицо. Концы выступающих штифтов расчеканивают и опиливают.
- С помощью накладок. Для предупреждения дальнейшего распространения трещины ее концы засверливают сверлом диаметром 4-5 мм. Из мягкой стали толщиной 4-5 мм вырезают накладку, размеры которой должны не менее чем на 15 мм перекрывать границы трещины. По размерам накладки из листового свинца или картона вырезают прокладку. На расстоянии 10 мм от края и 10-15 мм друг от друга по периметру в накладке и прокладке сверлят сквозные отверстия под винты с резьбой М5-М6 с потайной головкой. По накладке в корпусе по периферии района трещины сверлят отверстия и нарезают резьбу М5-М6. Накладку и прокладку смазывают суриком или клеем (БФ-2, карбинольным клеем-цементом и др.) и прикрепляют винтами к корпусу. Края накладки расчеканивают и опиливают.
- Заваркой с последующей механической обработкой (при необходимости).

Ремонт пробоин и сколов производят:
- Установкой ввертыша. Поврежденное место рассверливают, в нем нарезают резьбу, куда ввертывают и стопорят кернением резьбовую пробку, предварительно смазанную суриком.
- Установкой пробки. Небольшие сколы засверливают и развертывают, в отверстие запрессовывают пробку, опиленную по форме ремонтируемой поверхности.
- Установкой вставки. Сколотое место запиливают или фрезеруют, по форме паза изготовляют вставку, которую запрессовывают в паз. Вставка может дополнительно крепиться винтами.
- Заваркой пробоин наплавкой сколов с последующей механической обработкой.
Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.- Приваркой отломанной части к корпусу.
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.Ремонт изношенных отверстий производят:
- Установкой ремонтной втулки. Изношенное отверстие засверливают и развертывают или растачивают под запрессовку в него ремонтной втулки или стакана. От осевого смещения или проворота втулку (стакан) стопорят установкой винта в разъем с корпусом. В запрессованной втулке растачивают или развертывают отверстие нужного диаметра.
- Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
 Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Установкой ремонтной пробки. Изношенные гнезда засверливают сверлом большого диаметра, нарезают резьбу (разворачивают), заворачивают резьбовую пробку (запрессовывают пробку по посадке с натягом), обрабатывают пробку заподлицо со стенкой корпуса, размечают и засверливают новые отверстия под фиксатор.
- Установкой накладки. При расположении гнезд на выступающих приливах корпуса приливы фрезеруют или запиливают. На обработанные поверхности с помощью винтов с потайной головкой крепят стальную планку толщиной не менее 6 мм, в которой размечают и сверлят отверстия под фиксатор.
При всех способах ремонта корпусных деталей ремонтируемое место предварительно зачищают стальной щеткой или шлифовальной шкуркой. При необходимости соблюдения герметичности корпуса с трещинами и пробоинами после ремонта подвергают гидравлическому испытанию давлением 0,2-0,3 МПа.
Источник
Pereosnastka.ru
Обработка дерева и металла
При длительной эксплуатации машин и оборудования в их корпусах и в направляющих могут появляться пробоины, сколы, трещины и изнашиваться посадочные отверстия В процессе ремонта эти дефекты устраняют различными способами и этим продлевают их срок службы. Чтобы определить в корпусной детали трещину или внутреннюю глубокую раковину, необходимо слегка смазать поверхность детали кистью, намоченной керосином. Керосин, распространяясь по трещине, выделяет ее контур или контур раковины на поверхности детали. После этого накладывают на поверхность детали планку (с заранее просверленными отверстиями) со свинцовой прокладкой в таком положении, чтобы отверстия в плане находились примерно на расстоянии 10—12 мм от центра трещины и на 10 мм от ее краев. Затем планку со свинцовой прокладкой закрепляют струбцинами или прижимами на детали и приступают сверлению отверстий под резьбу. Вначале сверло вставляют в отверстие планки (используя ее как кондуктор) и сверлят все отверстия на глубину 10—20 мм (в зависимости от толщины детали), после чего нарезают резьбу и закрепляют планку винтами с потайными головками. Убедившись, что планка и свинцовая прокладка жестко закреплены винтами, специальным зубильцем обчеканивают вокруг планку (создавая вогнутые буртики) и отжимают свинцовую прокладку заподлицо и запиливают. Затем обработанную деталь проверяют на герметичность.
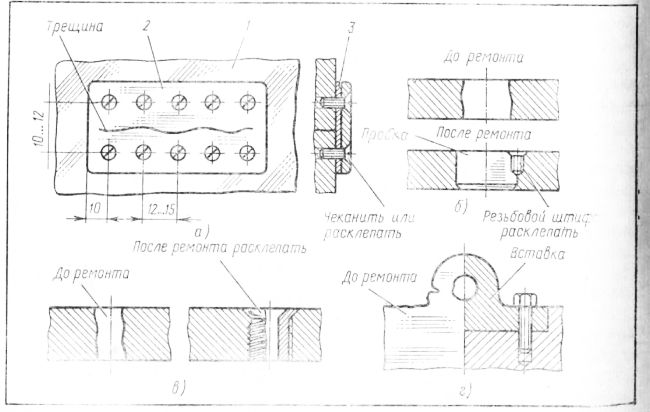
Рис. 1. Ремонт корпусных деталей, имеющих трещины (а), пробоины (ff, в) и выбоины (г)
При другом способе заделки пробоин и больших трещин в корпусах деталей используют накладки из металлических пластин. Вначале пробоину или большую трещину зачищают наждачной лентой и стальной щеткой, затем вокруг трещины или пробоины на расстоянии 8—10 мм засверливают несколько отверстий так, чтобы трещина или пробоина перекрывались не менее чем на 15 мм. Вырезают прокладку из свинца или картона по размерам накладки с засверленными отверстиями. Накладку прикладывают к свинцовой прокладке и закрывают ими зачищенный шов пробоины или трещины. После этого через отверстия в накладке сверлят отверстия и нарезают резьбу. Закрепляют винтами с потайной головкой накладку со свинцовой прокладкой и смазывают (шпаклюют) суриком вокруг накладки. Края накладки слегка расчеканивают и проверяют на герметичность. Накладки можно приклеивать к корпусу карбонильным клеем-цементом и др.
Ввертыши в пробоины и сколы устанавливают следующим образом: вначале пробоину рассверливают и нарезают в ней резьбу, затем в резьбовое отверстие ввертывают пробку, предварительно смазав резьбу суриком, после этого пробку стопорят винтом и расклепывают.
Если скол расположен на краю детали и не нарушает ее целостности, место со сколом запиливают. Поврежденные места ремонтируют ввертышами или вставками. В последнем случае сколотое место запиливают или фрезеруют, по форме паза изготовляют вставку и запрессовывают ее в паз.
При восстановлении сломанной выступающей части корпуса детали рекомендуется производить ремонт следующим образом: поврежденное место строгают, фрезеруют, срубают или высверливают. Затем фрезеруют паз или просверливают отверстие для установки вставки или штифта и запрессовывают в отверстие вставку или штифт. Тщательно зачеканивают вставку и запиливают ее заподлицо с плоскостью детали. Рядом со вставкой сверлят второе отверстие под крепежные болты или винты.
Ремонт изношенных отверстий производят таким способом. Вначале их рассверливают или растачивают на больший Диаметр и запрессовывают стакан или втулку. В месте стыка стакана или втулки с корпусом детали сверлят отверстие под стопорный винт и нарезают резьбу. Ввертывают в резьбовое отверстие стопорный винт. Затем стакан или втулку растачивают в соответствии с диаметром отверстия сопрягаемой детали. Можно заварить изношенное отверстие однородным металлом а затем обработать его до перво! начального размера.
В условиях мелкосерийного производства, особенно при ремонте, для устранения выработки на-правляющих станин широко при-меняют самодвижущиеся приспособления со шлифовальной головкой. Особенность данного приспособления состоит в том что, оно может устанавливаться и перемещаться по направляющим станины с помощью роликов, установленных в вилкообразные стойки, закрепленные в нижней части рамы. В центре рамы имеется продольный паз с направляющим валиком, по которому маховичком перемещается стойка с поворотным суппортом, электродвигателем со шпинделем, на котором закреплен абразивный круг. Поворот и подъем суппорта осуществляют маховиками. С обратной стороны рамы смонтирован электродвигатель с червячной передачей, которая вращает ролик и перемещает раму с абразивным кругом по направляющим станины во время шлифования.
На верхней части рамы установлен переключатель, который регулирует перемещение приспособления по обрабатываемой поверхности станины. На торцовой стороне рамы справа имеется выступ с отверстием в центре под углом 45°, в котором запрессован стакан с установленным в нем винтом с маховичком, регулирующим подъем и опускание рамы при шлифовании.
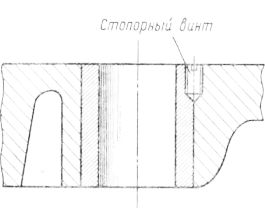
Рис. 2. Ремонт изношенных отверстий

Рис. 3. Универсальное приспособление с поворотной шпиндельной головкой с абразивным кругом, используемое при ремонте направляющих станин
Источник
Как ремонтировать автомобиль
Заделка трещин в корпусных деталях фигурными вставками
Заделка трещин в корпусных деталях фигурными вставками. Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок (рис.).
Уплотняющие вставки (рис. а) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей.
Для тонкостенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12. 18 мм — 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца трещины на расстояние 4. 5 или 5. 6 мм соответственно. Затем, используя специальный кондуктор, последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий сверлят отверстия поперек трещины — по два с каждой стороны. Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8 мм помещают в отверстие в два ряда.
Стягивающие вставки (рис. б) используют для стягивания боковых кромок трещины на толстостенных деталях. В деталях сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий (по два или три отверстия с каждой стороны) диаметром, соответствующим диаметру вставки, с шагом, большим на 0,1 . 0,3, и глубиной 15 мм. Перемычку между отверстиями удаляют специальным пробойником в виде пластины шириной 1,8 или 3,0 мм в зависимости от размеров вставки.
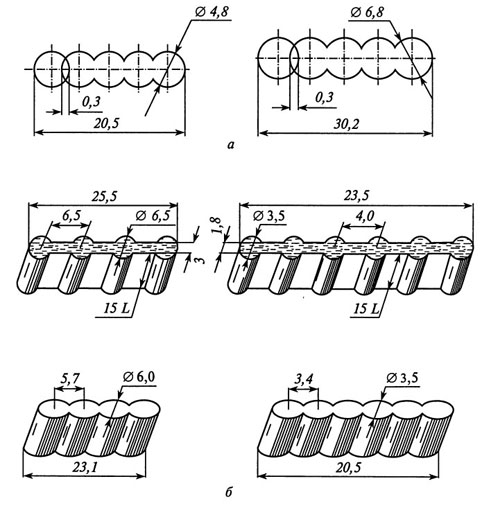
Фигурные вставки: а — уплотняющие; б — стягивающие.
В паз запрессовывают фигурную вставку, ее расклепывают и зачищают (опиливанием или переносным вращающимся абразивным кругом) этот участок заподлицо. Фигурные вставки устанавливаются в несколько слоев до полного закрытия паза с последующим расклепыванием каждого слоя. Фигурные вставки изготавливают способом волочения в виде фасонной ленты из ст. 20, ст. 3. Качество заделки трещины проверяют на герметичность на стенде в течение 3 мин при давлении 0,4 МПа.
Для выполнения работ по заделки трещин с использованием фигурных вставок используют следующее оборудование:
сверлильную машину или электрическую дрель;
шлифовальную машину или станок обдирочно-шлифовальный;
пистолет для обдува детали сжатым воздухом;
емкости с ацетоном и с составом на основе эпоксидной смолы.
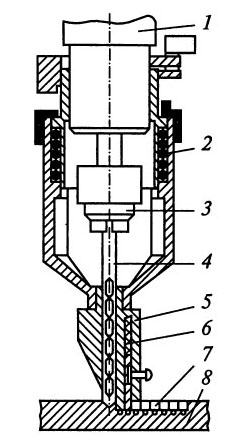
Кондуктор для сверления отверстий под фигурные вставки:
1 — шпиндель сверлильной машины; 2 — приспособление для сверления; 3 — патрон; 4 — сверло; 5— кондуктор; 6— фиксаторы; 7— просверленные отверстия; 8 — деталь.
Источник
Устранение трещин и пробоин в корпусных деталях
Трещины и пробоины устраняют:
– постановкой фигурных вставок;
– посредством полимерных материалов;
Заваривание трещин в чугунных деталях
Заваривание трещины в чугуне требует высокого мастерства. Чугун при местном нагреве не плавится и не растекается, как сталь. В массивных чугунных деталях, таких как головка блока цилиндров и блок цилиндров, тепло растекается от места заваривания так быстро, что трудно нагреть трещину настолько, чтобы металл потек и она заварилась. Но, даже если удается расплавить металл в месте трещины, она часто снова разрастается до края сварного шва. Надежно заварить трещину можно только в том случае, если раскалить всю отливку докрасна.
Заваривание трещин в алюминиевых деталях
Трещины в алюминии завариваются дуговой сваркой в среде гелия, с помощью сварочного аппарата, специально предназначенного для сваривания алюминия. Перед завариванием трещина должна быть разделана механическим вырезанием или выплавлена. Если трещина проходит рядом с камерой сгорания или в ней, то необходимо удалить из камеры старое седло клапана.
Ремонт трещин путем зачеканивания пробками
В процессе ремонта трещина зачеканивается перекрывающими друг друга коническими пробками. Концы трещины накерниваются и рассверливаются с помощью соответствующего по размеру сверла под резьбу пробки. Отверстия обрабатываются конической разверткой. Затем с помощью конического метчика в отверстиях на всю глубину нарезается резьба. Пробка покрывается герметизирующим составом и вкручивается в отверстие до отказа. После этого пробка перепиливается примерно на четверть ее толщины и обламывается. Линия разлома определяется местом распила. Если пробка обломится ниже поверхности ремонтируемой детали, ее придется высверлить и заменить новой. Пробка должна пройти ремонтируемый участок металла насквозь – на всю глубину.
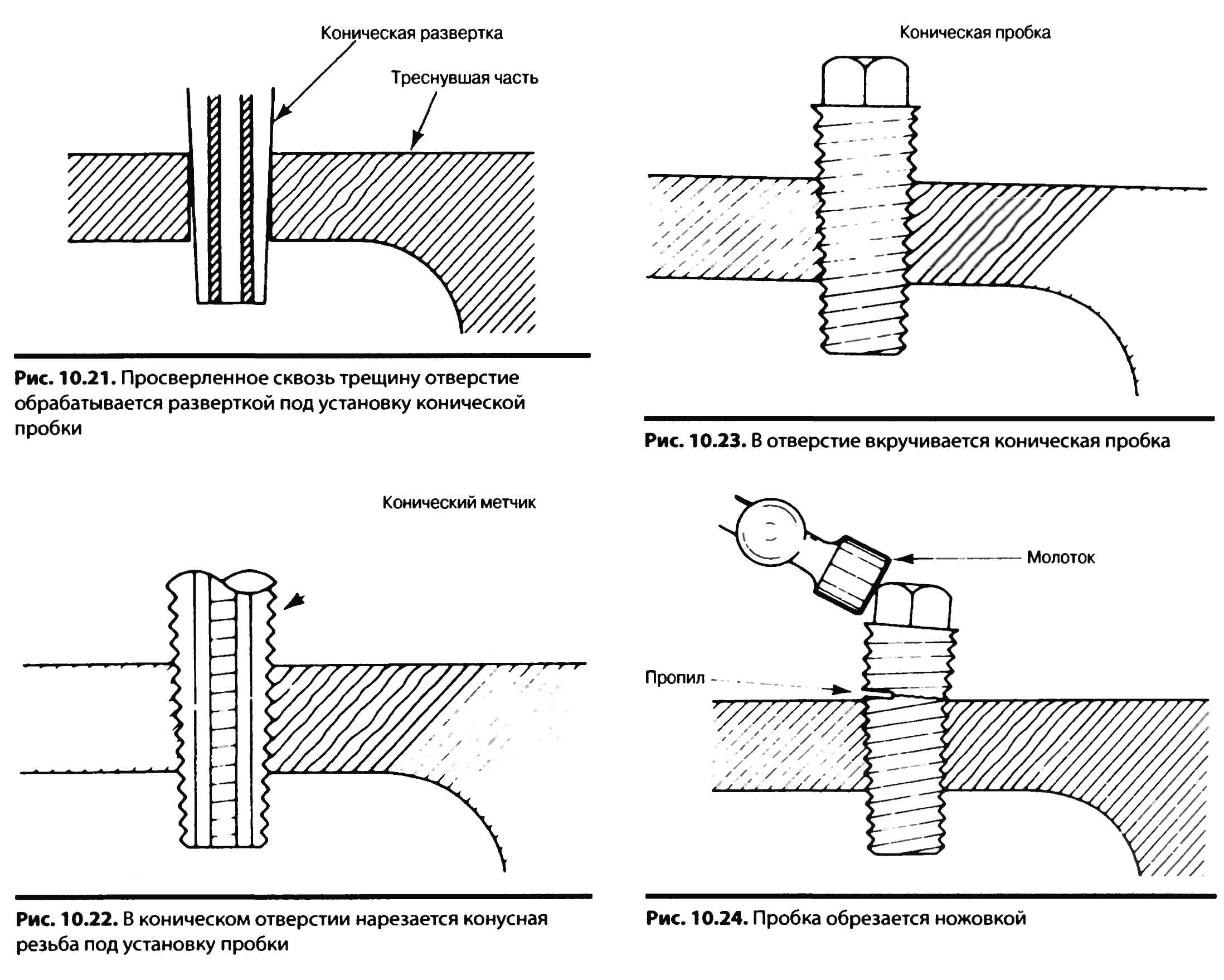
После установки на обоих концах трещины первых пробок, отступив от края трещины, сверлят новое отверстие, так, чтобы оно захватывало край уже установленной пробки. Новое отверстие обрабатывается конической разверткой, в нем нарезается резьба и вкручивается следующая пробка – она должна заходить в предыдущую пробку примерно на четверть ее диаметра, чтобы закрепить ее на месте. Перекрывающие друг друга пробки устанавливаются вдоль всей трещины, с небольшим попеременным смещением от линии трещины в обе стороны. Выступающие концы пробок расклепываются молотком, чтобы крепче зафиксировать их на месте. Концы пробок, выступающие над поверхностью нижней плоскости головки, сошлифовываются с помощью шлифовального камня или напильника почти до самой поверхности. Концы пробок, выступающие над поверхностью камеры сгорания или окна головки сошлифовываются до самой поверхности головки с помощью ручного шлифовального инструмента. Поверхность нижней плоскости головки после заделки трещины должна пройти станочную обработку для восстановления качества поверхности.
Источник