- Ремонт трещин и пробоин блока цилиндров
- Ремонт трещин на ГБЦ двигателя ЯМЗ-238
- Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров
- Признаки трещины головки блока
- В каких местах чаще всего возникают трещины
- Проверка головки цилиндра на наличие трещин
- Магнитно-порошковая диагностика
- Проверка ГБЦ с использованием специальной жидкости
- Проверка головки под давлением в воде
- Ремонт трещин головки блока цилиндров
- Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
- Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
- Ремонт трещин на ГБЦ двигателя
Ремонт трещин и пробоин блока цилиндров
При устранении трещин на блоке цилиндров наибольшее распространение получил метод заварки без предварительного нагрева и ремонт с использованием паст на основе эпоксидных смол.
Конструктивные особенности блоков цилиндров двигателей ЯМЗ-236 и ЯМЗ-238 заставляют отказаться от заварки трещин методом общего предварительного нагрева, так как этот метод вызывает большие деформации в блоке.
Независимо от принятого метода ремонта концы трещины засверливают сверлом диаметром 4 мм, предварительно накренив место сверления, а трещину по длине разделывают слесарным зубилом под углом 120° на глубину 0,7-0,8 мм толщины стенки. Затем зачищают трещину шлифовальным кругом при помощи электрической шлифовальной машины с гибким валом.
Трещины заваривают постоянным током при обратной полярности электродом ОЗЧ-1 или медно-стальным электродом с обмазкой УОНИ-13. Диаметр электрода выбирают в зависимости от толщины свариваемых стенок в пределах 3-5 мм. Сварку производят с легкой проковкой шва в горячем состоянии по мере наложения отдельных участков шва.
При наличии обломов на плоскости крепления поддона картера зубилом и шлифовальным кругом производят зачистку места облома и снимают фаску 4х45° на кромке облома под приварку вставки.
В качестве вставки может быть использована аналогичная часть из утильного блока или чугунная вставка, подогнанная по месту, с последующей приваркой и наплавкой места облома до первоначального контура с припуском 1,5-2 мм на обработку.
Приварку и наплавку производят газовой горелкой ГС-53 с наконечниками №2 или №3. Присадочным материалом служит пруток из серого чугуна диаметром 8-10 мм или пруток из серого чугуна с содержанием 2,5% кремния. В качестве флюса служит бура. Затем шлифовальным кругом или напильником зачищают сварочный шов и место наплавки заподлицо с основным металлом.
Если трещина или облом захватывают отверстие, то после заварки и зачистки размечают отверстие по шаблону, накернивают центр и сверлят отверстие с последующей нарезкой резьбы до номинального размера.
При заделке трещин и пробоин на поверхности рубашки охлаждения и картера блока цилиндров наибольшее распространение получили эпоксидные пасты следующего состава:
| Паста 1 | Паста 2 | |
| Смола | 100 | 100 |
| Дибутилфталат | 20 | 20 |
| Железный порошок | 160 | 80 |
| Полиэтиленполиамин | 10 | 15 |
| Газовая сажа | — | 40 |
| Слюдяной порошок | — | 40 |
Перед заполнением трещины пастой, кроме снятия фасок, шлифовальным кругом зачищают поверхность вдоль трещины по обе стороны на расстоянии 15-20 мм до металлического блеска. Зачищенную поверхность обезжиривают уайт-спиритом и зону трещины подогревают инфракрасной лампой до температуры 70—80 «С. Затем подготовленную трещину заполняют пастой, тщательно втирая ее на 3-5 мм выше поверхности детали, и уплотняют шпателем. После заделки трещины блок цилиндров выдерживают при температуре 20 °С в течение 24 ч или устанавливают в сушильный шкаф с температурой 100 °С на 1 ч.
После сушки поверхность склеенного участка зачищают и выравнивают шлифовальным кругом от подтеков и неровностей пасты после отвердения.
Пробоины в стенке рубашки охлаждения и в картере блока цилиндров ремонтируют постановкой заплаты, приклеиваемой пастой на основе эпоксидных смол. На зачищенные и обезжиренные края пробоины наносят слой пасты. Из стеклоткани толщиной 0,3 мм вырезают заплату по размеру пробоины с перекрытием на 15-20 мм, накладывают ее на пробоину и прикатывают роликом. Затем на заплату и поверхность блока вокруг заплаты наносят второй слой пасты и накладывают вторую заплату так, чтобы она, перекрывала первую на 10-15 мм со всех сторон. В такой же последовательности накладывают третью и последующие заплаты, каждый слой стеклоткани прокатывают роликами. Перед очередным нанесением клея необходимо выдержка. Общее число слоев стеклоткани может доходить до шести в зависимости от размера пробоины. Последний слой покрывают пастой для защиты наружного слоя заплаты.
Блок цилиндров сушат в шкафу с температурой 150 °С в течение 4 ч. Затем шлифовальным кругом зачищают и выравнивают отремонтированную поверхность.
Во всех случаях, независимо от принятого метода ремонта трещин и пробоин, необходимо произвести гидравлическое испытание отремонтированного блока цилиндров на герметичность вышеуказанным способом. Потение в месте ремонта не допускается.
Источник
Ремонт трещин на ГБЦ двигателя ЯМЗ-238
Трещина к седлам клапанов ГБЦ
После абразивной обработки, полости заполняются составом алюминия. 
Дизель с легкого грузовика. Материал — чугун. Трещины от канала форсунки к седлам клапанов.

Трещина разделывается фрезой.

Теперь производим напыление металла.
После ремонта ГБЦ холодным газодинамическим напылением, ресурс восстановленной детали сопоставим с новой покупной.
Поверхность чугуна перед напылением обрабатывается абразивом.

Трещина на чугунной ГБЦ двигателя ЯМЗ-238.

Разделываем трещину. Бывают такие же трещины в обе стороны от форкамеры к седлам клапанов – разделываем и напыляем так же.

Напыляли составом алюминия. Седла закрывали заглушками. Кроме фрезерования, больше никакой обработки в ходе процесса.

В этот раз обработать на фрезерном станке не успевали, поэтому обработали турбинкой, но тоже неплохо получилось. Нареканий на работу двигателей нет.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Трещина в ГБЦ — признаки, методы поиска и ремонта трещин головки блока цилиндров

Появление трещин и деформации металла происходит, как правило, в результате воздействия высоких и низких температур, которые чередуются. Трещины в ГБЦ современных двигателей явление довольно распространенное ввиду того, что большинство «голов» сегодня изготавливают из различных сплавов, а не из чугуна.
Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.

Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.

Белый дым из выхлопной и снижение уровня ОЖ. Если охлаждающая жидкость начнет проникать через трещину, то первое, что вы обнаружите это обильный белый дым из выхлопной, а также снижение уровня антифриза. В цилиндрах из-за разжижения масла возникнет дефицит смазки, увеличится трение, а сами поршни отмоются практически «до блеска».

Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.

Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видео о том, как найти и устранить трещину в головке блока
Текст: savemotor.ruИсточник
Ремонт трещин на ГБЦ двигателя
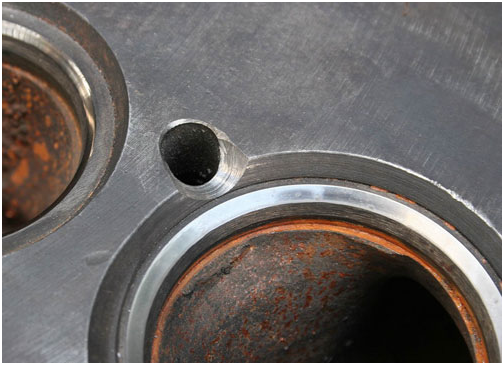
Рассмотрим ремонт трещин на ГБЦ двигателей ЯМЗ-238 с помощью применения Димета. На приведенных ниже изображениях показан полный цикл ремонта. Данная ГБЦ выполнена из чугуна. Поврежденная поверхность (в данном случае участок с трещиной) в обязательном порядке обрабатывается абразивом К-00-04-16. На изображении 1 показан дефект поверхности ГБЦ двигателя ЯМЗ-238 — трещина. Производится разделка трещины. Результат представлен на изображении 2. Точно такие же манипуляции производятся, если трещины идут в обе стороны от форкамеры к седлам клапанов. Напыление производится порошковой смесью А-20-11 на втором режиме ДИМЕТ-403. Седла клапанов необходимо закрыть заглушками. Форсунку также следует заглушить. С приходом опыта в формировании новой поверхности Диметом, отверстие под форсунку получается само собой. После того, как необходимый слой металла нанесен нужно обработать поверхность с помощью фрезерования. Результат этого процесса можно увидеть на изображении 4. Аппарат ДИМЕТ 405 используют авторемонтные предприятия, которые специализируются на ремонте ГБЦ автомобилей различных марок, и в особенности грузовых, но при наличии участка разборки можно также применять и 412-ю модель.

Изображение 1. Трещина на поверхности ГБЦ двигателя ЯМЗ-238.
Изображение 2. Выборка трещины.

Изображение 3. Поверхность, после напыления составом А-20-11.
Источник