Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменное оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального.ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта — текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах — демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств.
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов. Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
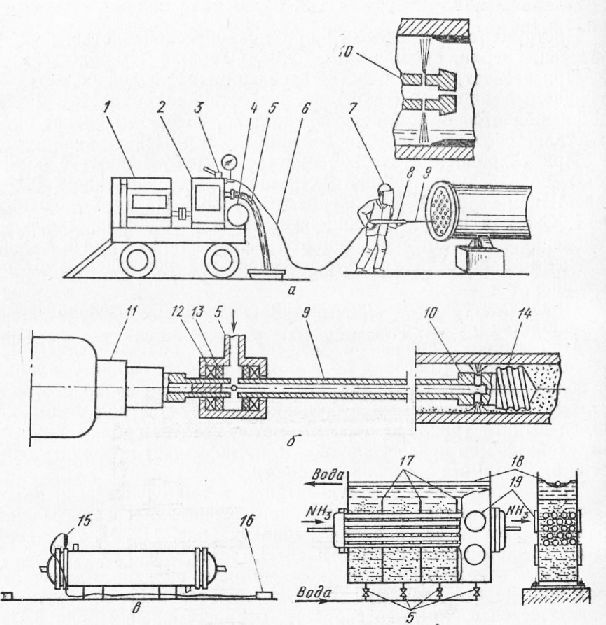
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат («мокрая» пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1: 1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки по сравнению с механической сокращается в 8-10 раз.
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45° к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением («самоочищающийся» конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи (рис. 112, г). Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
Порядок ремонта. Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотрубных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмыливанием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15% трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
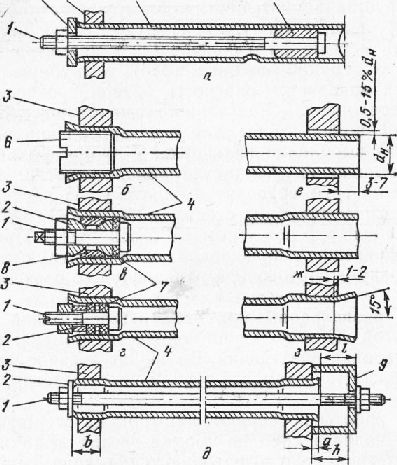
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и калинового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5% диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцов-кк — раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После при-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20% толщины стенки вальцуемой трубы и отбор-тевывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку — бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.
Приспособления. При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина, которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении — с помощью рычага.
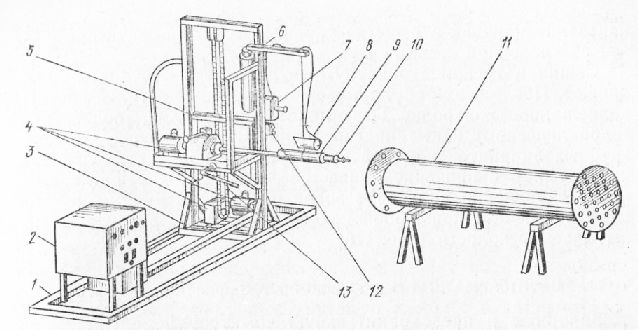
Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, шарнирно соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором ведут от кнопочной станции.
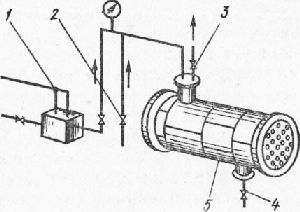
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости (рис. 3).
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт теплообменной аппаратуры
Теплообменные аппараты являются очень распространенным типом аппаратуры. Доля теплообменной аппаратуры составляет около 40%.
В процессе длительной работы теплообменные аппараты подвергаются загрязнению и износу. Поверхность их покрывается накипью, маслом, отложениями солей и смол, окисляется и т.п. С увеличением отложений возрастает термическое сопротивление стенки и ухудшается теплообмен.
Износ теплообменного аппарата выражается в следующем:
1) уменьшение толщины стенки корпуса, днища, трубных решеток;
2) выпучины и вмятины на корпусе и днищах;
3) свищи, трещины, прогары на корпусе, трубках и фланцах;
4) увеличение диаметра отверстий для труб в трубной решетке;
5) прогиб трубных решеток и деформация трубок;
6) заклинивание плавающих головок и повреждение их струбцин;
7) повреждение линзовых компенсаторов;
8) повреждение сальниковых устройств, катковых и пружинных опор;
9) нарушение гидро- и термоизоляции.
Подготовка к ремонту включает выполнение следующих мероприятий:
1) снижается избыточное давление до атмосферного и аппарат освобождается от продукта;
2) отключается арматура и ставятся заглушки на всех подводящих и отводящих трубопроводах;
3) проводится продувка азотом или водяным паром с последующей промывкой водой и продувкой воздухом,
4) выполняется анализ на наличие ядовитых и взрывоопасных продуктов;
5) составляется план и получается разрешение на огневые работы, если они необходимы в процессе ремонта;
6) составляется акт сдачи в ремонт.
Далее выполняются следующие работы:
1) снятие крышек аппарата, люков, демонтаж обвязки и арматуры;
2) выявление дефектов вальцовки и сварки, а также целостности трубок гидравлическим и пневматическим испытаниями на рабочее давление;
3) частичная смена или отключение дефектных трубок, крепление труб вальцовкой или сваркой;
4) ремонт футеровки и антикоррозионных покрытий деталей с частичной заменой;
5) ремонт или замена износившейся арматуры, трубопроводов, регулировка предохранительных клапанов;
6) смена уплотнений разборных соединений;
7) извлечение трубок, чистка внутренней поверхности корпуса аппарата и теплообменных трубок, зачистка отверстий в трубной решетке, зачистка концов трубок;
8) замена части корпуса, днищ (крышек) и изношенных деталей;
9) изготовление новых трубок;
10) монтаж трубного пучка и вальцовка труб в решетке;
11) ремонт плавающих головок;
12) монтаж резьбовых соединений;
13) гидравлическое испытание межтрубной и трубной частей аппарата пробным давлением;
14) пневматическое испытание аппарата.
Для очистки теплообменной аппаратуры используют химическую, абразивную или специальную очистку.
Химическая очистка осуществляется без вскрытия и разборки теплообменника. Для очистки от накипи применяют 5 – 15 % раствор соляной кислоты с добавками ингибиторов. Для очистки от органических отложений используются углеводородные растворители. Очистка от твердых отложений путем заполнения теплообменника на сутки 5 % раствором соляной кислоты с добавкой жидкого стекла. Твердый осадок разрыхляется в этом растворе и затем легко смывается водой.
Абразивная очистка подразделяются на механическую, гидропневматическую, гидромеханическую и пескоструйную.
Механическая очистка проводится при помощи шомполов, сверл, щеток, шарошек, резцов, буров с подачей воды или воздуха для удаления продуктов очистки.

Рисунок – Приспособление для механической чистки труб
1 – пневмодрель; 2 – конус Морзе; 3 – трубка; 4 – трубка-держатель;
5 – держатель резцов; 6 – резец; 7 – победитовый наконечник; 8 – пружина.

Рисунок – Приспособление для механической чистки теплообменников
а – горизонтального; б – вертикального.
1 – бур; 2 – полый вал; 3 – распределительный золотник; 4 – привод; 5 – упор;
6 – таль; 7 – тренога; 8 – лебедка; 9 – подкрановые пути.
Гидромеханическая очистка проводится с помощью воды и воздуха. В загрязненную трубку одновременно подаются вода под давлением 0,5 – 0,6 МПа и сжатый воздух под давлением 0,7 – 0,8 МПа. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает перемещаться по трубке последовательными водяными «пробками» с интенсивными завихрениями. Совместное движение воды и воздуха быстро разрушает отложения на стенках трубок, очищая их.
Гидромеханическая очистка состоит в следующем. Насосом высокого давления по напорным шлангам вода подается в полую штангу, на конце которой установлено сопло с несколькими отверстиями. Струя воды выходит из сопла под большим давлением, режет и отрывает отложения от стенок очищаемых поверхностей. Достоинство такого метода – возможность очистки внутренней и наружной поверхностей трубок, а также корпуса непосредственно на месте установки аппарата. При этом достигаемая степень очистки значительно выше, чем при других методах.
Пескоструйная очистка дает возможность достигнуть наиболее полной очистки труб, в результате чего коэффициент теплопередачи восстанавливается до значений, соответствующих отсутствию термических сопротивлений, обусловленных загрязнениями. Сущность пескоструйной очистки заключается в обработке очищаемой поверхности взвесью песка в воздухе или воде, подаваемой с большой скоростью.
К специальной очистке относится ультразвуковая очистка. Ультразвуковые преобразователи посредством головок с вибраторами, устанавливаемыми в жидкости (воде) внутри очищаемого объема, позволяют полностью удалить твердые отложения, разрушаемые под действием ультразвуковых колебаний и вымываемые звукопередающей средой.
Отказы теплообменников происходят в основном из-за пропуска продукта через вальцовочные соединения и из-за коррозии труб трубного пучка.
Скрытые дефекты теплообменников устанавливают опрессовкой межтрубного пространства при открытых с обоих торцов крышках. Изношенную или лопнувшую трубу обнаруживают по появлению в ней опрессовочной жидкости, а неплотности в соединениях концов труб с трубными решетками – по пропускаемой жидкости и запотеванию.
Дефектные трубки обычно заглушают с двух концов металлическими пробками, имеющими небольшую конусность (3 – 5º). Пробки забивают туго, чтобы надежно противостоять максимальному давлению в трубках.
Число отглушенных труб не должно превышать 15% трубок в каждом потоке пучка; иначе значительно возрастает гидравлическое сопротивление и заметно уменьшается поверхность теплообмена.
При выходе из строя более 15% трубок все они заменяются.
Замена труб – сложная операция, которая включает удаление дефектных труб, подготовку новых труб, крепление новых труб в трубных решетках.
Трубы удаляют с использованием оправки. Для этого зенкеруют (высверливают) трубу примерно на 3/4 длины развальцованной части, уменьшая при этом толщину ее стенки. После этого между трубой и внутренней поверхностью отверстия решетки забивают специальную оправку, которая деформирует стенку трубы. Затем оправкой трубу выбивают из трубной решетки.
Для удаления приваренных труб предварительно вырубают сварной шов вручную или специальной фрезой с приводом от гибкого вала или переносной дрели.


Рисунок – Зенковка для уменьшения толщины стенок труб
перед их удалением из трубных решеток


Рисунок – Оправка для удаления из трубных решеток труб
после их обработки зенковками
Вставляемые новые трубки отрезают по длине трубного пучка с прибавкой 8 – 10 мм длины. Концы трубок зачищают до металлического блеска на длину, равную толщине решетки с прибавкой 10 мм на сторону. В трубной решетке все отверстия зачищают от заусенцев, ржавчины и грязи. Наличие продольных рисок в отверстиях трубной решетки не допускается.Перед установкой трубок отверстия в решетке продувают воздухом и насухо протирают. Трубки устанавливают в трубные решетки так, чтобы их концы труб выступали на 3 – 5 мм от наружного торца каждой решетки. Зазор между наружным диаметром трубки и отверстием в решетке не должен превышать 1,5 % диаметра трубки.
В трубных решетках концы трубок крепятся развальцовкой или сваркой.
Развальцовка является наиболее распространенным способом получения прочных и герметичных соединений труб с трубными решетками теплообменных аппаратов. При вальцовке происходит пластическая деформация трубы.
Для получения надежного соединения трубы с трубной решеткой необходимо выполнить следующее условие:

где D’ – расчетный внутренний диаметр трубы после развальцовки;
Do – внутренний диаметр трубы до развальцовки;
Δ – диаметральный зазор между трубой и трубной решеткой (Δ = Dотв – Dн);
s – толщина стенки трубы;
К – коэффициент, учитывающий тип теплообменного аппарата.
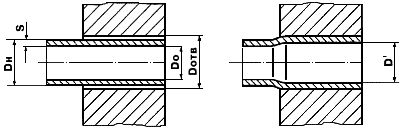
Рисунок – Схема развальцовки трубок
Развальцовку трубок осуществляют при помощи специального инструмента – вальцовки. Вальцовка состоит из металлического конуса, патрона с пазами и цилиндрических роликов. Под каждый размер трубы свой патрон.
В процессе развальцовки ролики выходят из пазов и увеличивают диаметр трубы.

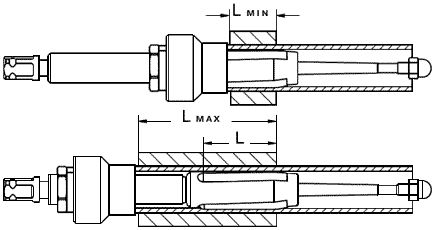
Рисунок — Вальцовки с регулированием глубины вальцевания
L – рабочая длина ролика; Lmin – минимальная глубина вальцевания;
Lmax – максимальная глубина вальцевания


Рисунок – Вальцовки с фиксированной глубиной вальцевания
L – рабочая длина ролика
Так как трубки при развальцовке удлиняются, сначала развальцовывают все концы трубок в одной решетке, а потом в другой.
Порядок развальцовки трубок следующий: сначала вальцуют четыре трубки крест на крест, затем все трубки по периметру и далее остальные.
При развальцовке возможны следующие дефекты:
1) отсутствие характерного перехода между развальцованной и неразвальцованной частями труб;
2) чрезмерная длина колокольчика или раздутый выход трубы за трубной решеткой;
3) одностороннее выпучивание трубки на выходе из гнезда;
4) подреза трубы по кромкам гнезда трубной решетки;
5) трещины и разрывы в вальцованной части трубы или в колокольчике.
Сварку труб с трубными решетками проводят только в сочетании с развальцовкой. Такое крепление труб применяют в теплообменниках, работающих при температуре выше 450 °С и давлении более 14,0 МПа или когда к герметичности соединений предъявляют особые требования, связанные с пожаро- или взрывоопасностью, а также токсичностью или радиоактивностью рабочей среды.
Применение сварки без дополнительной развальцовки целесообразно только для аппаратов, у которых толщина трубной решетки меньше наружного диаметра теплообменных труб.
Также при ремонтах теплообменной аппаратуры возникает необходимость ремонта корпуса. Изношенные участки корпуса определяют с помощью гидравлической опрессовки или ультразвуковой дефектоскопии.
Выпучины и вмятины на корпусе выправляются ударами кувалды по медной подкладке. Если дефекты невозможно устранить ударами, то поврежденные части удаляются или на них ставятся накладки.
Дефектные штуцера и трубные решетки при достижении максимальных величин износа и прогиба заменяются.
Свищи и трещины устраняются путем заварки или постановкой накладок с предварительным удалением дефектного участка.
При помощи цветной дефектоскопии определяют протяженность и положение концов трещин, обнаруженных в корпусе. Эти концы до заварки засверливают сверлами диаметром 3 – 4 мм. Несквозные трещины глубиной не более 0,4 толщины стенки разделываются под заварку односторонней вырубкой на максимальную глубину трещины со снятием кромок под углом 50 – 60°. При трещине более 100 мм сварку проводят обратноступенчатым методом. Сквозные и несквозные трещины глубиной более 0,4 толщины стенки разделывают на всю толщину вырубкой зубилом или газорезкой. При появлении гнездообразных трещин повреждённые места вырезаются и закрываются заплатами без острых углов. Заплаты ввариваются заподлицо с основным металлом. Площадь заплаты не должна превышать 1 /3 площади листа аппарата.
При частичной замене корпуса аппарата необходимо выполнять следующие требования:
1) материал для изготовления новых частей корпуса по механическим и химическим свойствам должен быть одинаковым с материалом ремонтируемого корпуса;
2) толщина листа заменяемой части должна быть не меньше проектной;
3) электроды должны соответствовать свариваемому материалу;
4) замыкающие обечайки должны быть шириной не менее 400 мм;
5) продольные швы в горизонтальных аппаратах не должны быть в нижней части аппарата;
6) кромки поверхности обечайки и основного металла на ширине 10 мм необходимо зачистить перед сваркой до чистого металла;
7) продольные швы в отдельных обечайках цилиндрической части аппарата, а также меридиональные или хордовые швы днищ, примыкающие к обечайкам, должны быть смещены относительно друг друга не менее чем на 100 мм;
8) расстояние между продольными швами в отдельных обечайках должно быть не менее 200 мм;
9) при сварке стыков необходимо предусмотреть плавный переход от одного элемента к другому.
Опрессовка теплообменников проводится при снятых крышках. Вода при гидравлическом испытании подается в межтрубное пространство. Появление воды в любой из трубок или в месте вальцовки трубки в трубной решетке указывает на дефекты в ремонте. Если дефектов ремонта не обнаружено, то теплообменник собирают (устанавливают крышки) и подвергают окончательному испытанию водой. Сначала опрессовывают на контрольное давление корпус (межтрубное пространство) при открытых спускных муфтах на крышках, затем из него полностью спускают воду и при открытых спускных муфтах на корпусе отпрессовывают трубное пространство.
Отсутствие течи через спускные и фланцевые соединения свидетельствуют о надежной плотности и прочности. После снятия заглушек аппарат сдают в эксплуатацию.
Источник