- Ремонт трубной системы котла
- Почему текут жаротрубные котлы?
- IMHO Кроме верно указанных…
- Николай, благодарю за…
- Да, по поводу ремонта…
- Что скажут производители котлов?
- Ответы производителей котлов
- А что говорят на форумах?
- Технология сварки труб с трубными досками
- Особенности орбитальной сварки
- Область применения
- Преимущества и недостатки
- Оборудование для орбитальной сварки труб
- Технология сварки
- Изготовление трубных досок для теплообменика | КМЗ
- Специфика производства трубных досок
- Где можно заказать трубные доски и решетки
- ПОИСК
- Автоматическая сварка трубной доски — купить по низкой цене с доставкой по России
- Автоматизированное управление заполняющей проволокой
- Простой и интуитивный цветной графический интерфейс с операционной системой Windows
Ремонт трубной системы котла
Паровой котел оснащается паропроводом насыщенного и перегретого пара, питательными, продувочными и дренажными трубопроводами. Основными видами повреждений трубопроводов в пределах котла являются коррозия, кольцевые трещины, трещины у концов труб, износ, изгиб выпучины и разрывы.
Коррозия более всего поражает питательные трубопроводы. Это объясняется тем, что в воде содержатся кислород, углекислота и соли. Основными видами разъедания питательных трубопроводов при неполной дегазации питательной воды является язвенная и точечная коррозия. Язвенная коррозия трубопроводов развивается на отдельных небольших участках поверхности. Под воздействием кислорода, влажного воздуха неработающие длительное время трубопроводы также подвержены стояночной коррозии, которая может образоваться как на наружной, так и на внутренней поверхности труб.
Причинами образования трещин и разрывов паропроводов и питательных трубопроводов являются пороки в металле, дефекты сварки и неправильная термообработка стыков, неправильные гибка и монтаж, а также гидравлические удары. Разрывы труб из-за наличия пороков в металле (трещины, плены от проката, раковины и т. п.) могут быть в любом месте трубопровода, и предупредить их можно только тщательной проверкой труб при изготовлении и установке.
Практика показывает, что трещины и разрывы труб происходят в основном в местах изгиба, околошовной зоне, дефектных участках основного металла.
Кольцевые трещины выявляются с наружной стороны кипятильных и экранных труб в месте сварки и развальцовки. Развиваясь, они проходят насквозь и увеличиваются в длину по окружности трубы. Поэтому при осмотре котла до очистки легко выявить сквозные трещины 110 бугоркам солей, которые выступают на внутренней поверхности, скапливаясь над трещинами. Наличие налета солей на наружной поверхности трубы около места развальцовки является предвестником возникновения трещин и течи.
Причинами течи также являются неправильное крепление и неравномерное удлинение труб, овальность трубных отверстий. Подвальцовка не может устранить течь надолго, так как при частой вальцовке труб происходит повреждение трубных отверстий. Поэтому необходимо все старые трубы вынуть и пришедшие в негодность заменить.
Овальность отверстий для дымогарных труб в решетке допускается не более 0,5 мм.
При большей овальности отверстия исправляют разверткой или рассверловкой, при которой уменьшение расстояния между смежными отверстиями допускается не более чем на 5 %.
Максимальное увеличение диаметра кипятильных и экранных труб, определяемое специальными шаблонами, допускается в размере 5 %, а труб пароперегревателей из легированных сталей — 2,5 и углеродистых — 3,5%. В случае обнаружения труб, имеющих большой диаметр, их следует заменить.
Сварка труб с барабанами, коллекторами выполняется электродами типов Э-42А, Э-50А диаметром 2,5— 3 мм. Для более равномерного отвода теплоты катет шва со стороны барабана на 2—4 мм больше, чем со стороны трубы (рис. 5.11). Перед сваркой концы труб и тело барабана вокруг трубы на ширину 15—20 мм зачищают до металлического блеска.
Сварочные работы по приварке труб необходимо производить при плюсовой температуре окружающего воздуха. Последовательность приварки труб выбирают с учетом максимального уменьшения сварочных напряжений и деформаций барабана (коллекторов).
Сварку желательно производить от середины к краям в шахматном порядке одновременно двумя сварщиками.
После окончания сварки каждого слоя зачищают шов до металлического блеска и проверяют внешним осмотром качество каждого слоя. При выполнении сварки
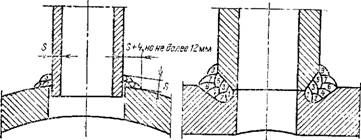
Рис. 5.11. Примерное расположение валиков и размеры шва при приварке труб к барабану или коллектору
Должно быть обеспечено смещение замков на 10—15 мм.
После приварки труб к барабану (коллектору) составляют акт о качестве приварки за подписью главного инженера ремонтного участка, мастера по сварке, представителя заказчика и сварщика. Наряду с установленной технической документацией местному органу Госгортехнадзора СССР представляется технология приварки труб к барабану (коллектору), непосредственно применяемая при ремонте.
В практике ремонт трубопроводов иногда связан с заменой поврежденного участка. Резка труб производится газопламенным способом. При замене трубопровода резать трубы необходимо только на прямом участке. Рез должен находиться от конца гиба трубы на расстоянии не менее наружного диаметра трубы, но не менее 100 мм. Длина вставляемого патрубка при вварке должна быть не менее наружного диаметра трубы, но не менее 200 мм.
При бесфланцевом трубопроводе 0 100 мм и более место резки должно допускать раздвижку на 20—30 мм для установки на сварном стыке подкладного кольца. Обрезанный конец трубы проверяют на перпендикулярность к оси трубы угольником. При сборке стыкуемые концы зачищают внутри и снаружи до металлического блеска на ширину 20 мм.
Трубы из легированной стали должны поставляться в термообработанном состоянии. Каждая легированная труба проверяется стилоскопом на присутствие легирующих элементов независимо от наличия сертификата и маркировки.
Перед сваркой необходимо проверить разностейность, отклонение диаметра и кривизну, овальность, а также отсутствие трещин, закатов, плен и т. д.
Сварочные работы необходимо выполнять по технологии специализированной организации.
Источник
Почему текут жаротрубные котлы?
Вернувшись из очередной командировки, задумались над этим вопросом. Слишком уж часто, в последнее время, нас приглашают сделать химическую промывку жаротрубного котла, который уже имеет трещины и течёт в местах сварки или вальцовки.
Безусловно, мы выполняем промывку всякий раз, но размышляем над тем, почему котлы этого типа начинают течь.
Буквально вчера вернулась бригада из республики Коми. Проводили химическую промывку котла КВМ-4,0 (КВТ-4000), производства ООО «Ковровские котлы». Данные котлоагрегаты уже встречались нам ранее. Они работают на древесной щепе, имеют нестандартную компоновку (это не жаротрубный котёл в явном виде). Котлы отличные, имеют высокий КПД, Заказчик очень лестно отзывался о них.
Перед очисткой Заказчик сообщил нам, что котёл уже неоднократно заваривали, что скорее всего в котле много накипи и причина течи именно в этом.
Действительно, на промывку этого котлы мы затратили чуть ли не двойную норму реагента Кратол и по нашим ощущениям, в котле ещё осталась накипь.
При этом, после промывки, в котле снова обнаружилась течь (скорее всего удерживаемая слоем накипи, которую мы удалили) и мы, естественно, полезли в топку изучать обстановку.
Вот видео из топки:
Также фото этого места трубной доски:

На снимке вы можете видеть, что в центре и в правой части фото, вокруг труб видны места сварки.
Этот котёл не очень старый, 2016 года выпуска. Да, внутри него был слой накипи, снаружи — густой пастообразный слой сажи от сгорания дерева. Но места течи локализуются только в этом месте, правда постепенно расползаясь в разные стороны.
В чём причины этого явления? Заказчик уже вызвал представителей завода-изготовителя котлов. Стороны произведут вырезку этой части трубной доски и сделают исследование причин течи. О результатах мы сообщим дополнительно!
В прошлом году, в Московской области, на кондитерском предприятии, довелось промывать котел ICI CALDAIE АХ 500. И также, нас позвали уже после того, как котёл потёк.

На снимке: течь парового котла ICI CALDAIE АХ 500
В данном случае, течь была в нижней части котла, текли именно нижние дымогарные трубы. Как потом выяснилось, внутри котла, на трубах и трубной доске лежал плотный нерастворимый осадок. Видимо он мешал теплопередаче и места сварки потекли.
Хотя это была лицевая сторона котла, у горелки. Как правило, максимальная температура от факела падает на противоположную сторону котла. Или мы ошибаемся?
Есть ещё одна идея, почему жаротрубный котёл течёт именно в местах сварки. Иногда, сварной шов может содержать неметаллические примеси, которые имеют меньшую прочность, чем метал. Может быть именно по этой причине, перегрев в этих местах приводит к течи в местах сварки.
Что скажут уважаемые читатели?
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано Николай — 17.05.2019
IMHO Кроме верно указанных…
IMHO Кроме верно указанных Вами причин существуют еще несколько. Сам процесс изготовления котлов не предполагает процедуры термического отпуска заготовок трубных досок. В сочетании с частыми циклическими нагрузками «запуск-остановка» возникают очаги локального напряжения, далее в соответствии с русской поговоркой «Где тонко, там и рвется», но прежде чем порваться происходит утоньшение металла, а следовательно возникает локальная тепловая нагрузка и накипь «растет» там быстрее. Как результат теплосъем ухудшается, возникает локальный перегрев, дальнейший рост отложений до тех пор пока не появится «отдулина» ( шишка похожая на фурункул ) либо разрыв. Локальные перегревы могут возникать так же из-за некорректной работы горелки. Впрочем эта тема слишком широка для рассмотрения в кратком ответе.
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано akolosov — 19.05.2019
Николай, благодарю за…
Николай, благодарю за подробный ответ!
Кстати, он навел на мысль — а что скажут на этот счёт сами производители котельного оборудования? Мы направим официальные запросы основным заводам, производящим котлы — может быть быть они поделятся с нами информацией.
Кстати, по поводу работы горелки. Мы неоднократно обращали внимание, что при работе паровых котлов барабанного типа — ДЕ и ДКВР, в различных секциях конвективных труб накипь имеет разную толщину и прочность. Возможно, это является следствием настройки горелки? Мы будем признательны за идеи и размышления на этот счёт.
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано akolosov — 20.05.2019
Да, по поводу ремонта…
Да, по поводу ремонта жаротрубных котлов. Нашли интересную ссылку на форуме, может кому будет полезно: жаротрубные котлы и чем их варить.
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано akolosov — 05.08.2019
Что скажут производители котлов?
Как мы и обещали, направили официальные запросы в представительства ведущих зарубежных производителей котлов.
В числе прочих, мы сформулировали в письмах следующие вопросы:
- Возможные причины течи котлов в районе трубной доски;
- Допустимая толщина накипи на поверхностях нагрева котлов;
- Регулярность проведения химических промывок;
- Допустимая скорость коррозии реагента для химической промывки;
На данный момент обратная связь получена от представительств VIESSMANN в России, а также ICI CALDAIE. Ответы пока не формализованы, мы планируем встретиться с техническим руководством представительств и обсудить вопросы, связанные с химической промывкой.
Надеемся получить ответы на поставленные вопросы, а также информацию, которая поможет нам улучшить качество нашей работы.
Следите за обновлениями!
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано akolosov — 16.08.2019
Ответы производителей котлов
Постепенно, мы получаем отклики на наши письма, суть которых отражена в предыдущем посте.
В настоящее время нам ответили компании ICI, VIESSMANN и Unical. Ответы как письменные, так и устные. В настоящее время мы дорабатываем технические нюансы сайта для возможности размещения файлов в разделе Блог, так что в скором времени мы разместим здесь полученные материалы.
Следите за обновлениями!
- Войдите или зарегистрируйтесь, чтобы оставлять комментарии
Опубликовано akolosov — 06.12.2019
А что говорят на форумах?
Коллеги, мы изучили большое количество форумов и тематических площадок. Здесь мы приведём ссылки на некоторые из них, где можно подробно ознакомиться с мнениями.
Вкратце, причины течи жаротрубных котлов могут быть следующие:
- Недостаточная водоподготовка — накипь — перегрев;
- Несоблюдение точки росы — коррозия со стороны газов;
- Температурные напряжения — быстрое охлаждение и быстрый нагрев;
- Подвижные опоры в транспортном состоянии (приварены) — препятствие температурному расширению котла.
Эти выводы взяты нами из обсуждения здесь:
Очень обстоятельный анализ приведён, также, здесь:
Наверняка, это далеко не все причины образования микротрещин и течей в жаротрубных котлах.
Источник
Технология сварки труб с трубными досками
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве.
Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава.
В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов;
- крепления фланцев;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
Сварка двутавровых балок
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм.
Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170.
По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.

Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Как расплавить железо в домашних условиях
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах.
Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки.
Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Что такое орбитальная сварка Ссылка на основную публикацию 

Изготовление трубных досок для теплообменика | КМЗ
Применение теплообменников является обязательным в большинстве отраслей промышленности – металлургии, нефтепереработке, химической, нефтегазовой и сельском хозяйстве.
Теплообменный аппарат (теплообменник) выполняет функцию изменения температурного режима жидкой и газообразной среды. Обязательным элементом их считается трубный пучок, в котором происходит тепловое излучение, конвекция и передача тепла.
Для кожухотрубчатых теплообменников особенно важна теплоотдача в сочетании с конвекцией. От того, насколько правильно спроектирован и собран пучок, зависит эффективность работы теплообменного оборудования.
В современных теплообменников различного типа находят применение трубные решетки – перегородки, при помощи которых происходит отделение трубного пространства от межтрубного. Применяются они для закрепления блоков и трубок.



Трубная доска теплообменника считается составляющей первичной стороны и является ключевым элементом теплообменного оборудования кожухотрубчатой конструкции. Трубная доска – это основа для закрепления труб теплообменной оснастки и при этом она выступает каркасом для трубных систем.
Если обратиться к гост на трубные доски, то это составляющая оборудования, которое пронизано определенным количеством отверстий заданного диаметра. При производстве подобных деталей трубопроводов применяется сталь марок 20, 09Г2С, 20Х13 и аналогичные им стали, полный список которых можно найти в соответствующем ГОСТ.
Специфика производства трубных досок
Изготовление трубных досок производится на высокотехнологичном оборудовании с ЧПУ, благодаря чему можно получить заданный позиционный допуск размещения отверстий и их качественные показатели.
Технология изготовления трубных досок требует применения оборудования высокой точности, так как подобные доски являются специфическими и дорогостоящими составляющими теплообменных систем.
Основная причина такой дороговизны – применение высокотехнологичного оборудования:
- Станков TruLaser для лазерной резки;
- Аппаратов EWM для сварки постоянным и переменным током;
- Листогибочных прессов Trumpf для высокоточной гибки.
Процесс высокоточной сварки относится к особо трудоемким, так как необходимо обеспечить максимальную точность каждого отверстия, подвергаемого последующей дополнительной обработке.
Доска трубная, производство которой может быть обеспечено только на специализированных предприятиях, где используется сварка труб в трубную доску (применяется орбитальная сварка с одновременным развальцовыванием – она изготавливается на сварочных станках специального назначения).
Где можно заказать трубные доски и решетки
Для соблюдения требований действующих ГОСТ во время изготовления подобного специфического оборудования, имеет смысл обратиться на Колпинский Металлообрабатывающий Завод, где можно заказать изготовление трубных досок по чертежам и заданным размерам.
Есть вопросы или предложения?
Напишите нам прямо сейчас! Ответим на все вопросы!
Перезвоните мне Написать нам
ПОИСК
Контроль приварки труб к трубным решеткам. Сварное соединение труб с трубными решетками (досками) — широко распространенный и очень ответственный узел, применяемый в энергетике и хими- [c.
В химической промышленности и на нефтеперегонных заводах теплообменники той или другой формы выполняют важную функцию, и их успешная работа в значительной степени зависит от качества сварных швов в соединении труб с трубной доской. [c.272]
Утечка в трубных соединениях. Соединение трубы с трубиой доской может разрушиться из-за вибрации как при сварном, так и при вальцованном способе крепления. [c.321]
Трубы к трубной доске можно приваривать взрывом [10, 11]. При использовании этого метода можно выполнить соединения двух типов развальцованное и сварное. [c.274]
Пучки оребренных труб следует рассчитывать с учетом диаметра вентилятора и числа труб. В определенных пределах стоимость более длинных пучков труб ниже, чем коротких, поскольку число труб и сварных соединений иа трубной доске уменьшается. [c.91]
На выбор диаметра труб влияет и ряд других факторов, таких, как стоимость и надежность увеличивающегося числа сварных соединений труб с трубными досками в случае применения труб меньшего диаметра, а также стоимость собственно трубной системы.
При диаметре труб меньше примерно 19 мм стоимость труб пропорциональна скорее их суммарной длине, нежели суммарному весу. Следует заметить, что указываемая обычно стоимость не включает стоимости ревизий, которая, в свою очередь, является функцией прежде всего длины, а не диаметра.
Стоимость ревизии примерно удваивает стоимость трубных систем рассматриваемых в данной главе агрегатов. [c.272]
Второй этап гидравлических испытаний проводится с целью проверки плотности вальцовочного соединения труб с досками, фланцевых соединений корпуса с трубной системой, а также плотности сварных швов, выполненных во время капитального ремонта. [c.232]
В зависимости от эксплуатационных требований сварной шов может быть простым (рис. 6.17) и его легко выполнить или ручным способом, или путем использования автоматической головки, которая обычно используется на трубной доске в горизонтальном положении и требует незначительного обслуживания. Однако не следует забывать, что для всех сварных швов в соединениях труб с трубной доской не совсем правильно плотно подгонять трубу к отверстию в трубной доске. Там, где это делается, некоторое количество воздуха будет задерживаться в местных зазорах и неизбежно приведет к пористости сварного шва. [c.272]
Технология изготовления. Конструкция теплообменника зависит от требований технологии производства, в частности от технологии соединения труб с трубными досками.
Наиболее перспективными, по-видимому, являются гелиеводуговая сварка и высокотемпературная пайка тугоплавким припоем — сплавом железа, хрома, никеля, кремния и бора с точкой плавления около 1100° С. Для осуществления пайки твердым припоем необходима атмосфера водорода при отсутствии влаги (см. гл. 2).
В некоторых теплообменниках применена сварка, в других используется пайка, некоторые теплообменники были сначала сварены, а затем пропаяны. Для выявления лучшей технологии были проведены испытания на длительную прочность соединений.
Обнаружилось, что повреждения были одинаковыми как в случае сварки, так и в случае пайки — в обоих вариантах имели место случайные свищи. Одной из наиболее существенных конструктивных проблем является вопрос концентрации напряжений в основании сварного шва в трубной доске. На рис. 2.
5 показана фотография микрошлифа такого шва, на которой ясно видны места сильной концентрации напряжений на конце трещины, упирающейся в сварочный шов. Хотя влияние такой концентрации напряжений можно уменьшить путем развальцовки трубы в трубной доске, последнюю операцию не всегда легко осуществить при малом диаметре труб.
Возникающие в стенке трубы при вальцовке остаточные напряжетшя сжатия имеют тенденцию к релаксации при высоких температурах, особенно в условиях переменных температурных режимов, связанных с резкими изменениями температуры жидкости, текущей в трубах.
Следовательно, имеются весьма веские доводы в пользу припаивания труб к трубной доске твердым припоем. При последнем способе получается хорошее со всех точек зрения металлическое сцепление трубы с трубной доской. Было выявлено, что если трубы свариваются, а затем еще и пропаиваются, то при этом достигается высокая монолитность конструкции. Действительно, более 7000 сваренных, а затем пропаянных соединений труб с трубной доской были подвергнуты длительным испытаниям, при этом не обнаружилось ни одного свища [14]. [c.271]
Для этого неподвижная трубная доска сболчивается с фланцем корпуса, заглушаются все патрубки на кор-,пусе, кроме одного, через который корпус подогревателя наполняется водой, и в течение 5 мин выдерживается пробное давление на уровне 1,25 от рабочего. В любом случае это давление должно быть не менее 2 ат (изб.) [Л. 5-10]. По истечении этого срока давление снижается до рабочего, выполненные во время ремонта сварные швы обстукиваются деревянным молотком весом от 0,5 до 1,5 кг и проводится наблюдение за отпотеванием труб. Убедившись в отсутствии течи в сварных и фланцевых соединениях, можно приступить к проверке плотности вальцовочных соединений труб с досками. Для этого производится обдувка подогретым воздухом неподвижной трубной доски и колокольчиков развальцовки с целью устранения случайных подтеков или капель воды на доске, после чего внимательно осматриваются места сочленений трубок с доской. Если колокольчики развальцовки не отпотевадот, а на трубной доске не появляются подтеки воды, то плотность вальцовочного соединения трубок с неподвижной доской считается достаточной. Так как неплотность фланцевого соединения малой водяной камеры с подвижной трубной доской уже устранена на первом этапе испытаний, то появление воды в какой-либо из трубок означает, что именно эта трубка имеет трещину и в нее из корпуса поступает вода. Если количество таких дефектных трубок не превышает 10% от их общего числа, то их заглушают коническими металлическими пробками с обоих концов и заканчивают сборку подогревателя, после чего вновь проводят его гидравлическое испытание. [c.232]
В общем случае технологический процесс изготовления котлов и сосудов, работающих под давлением, включает заготовительные операции (правка листового и сортового проката, разметка, резка металла, обработка кромок, вырезка технологических планок и заготовок для контрольных сварных соединений и др.
) операции по формоизменению (гибка и вальцовка листов, штамповка, фланжи-рование, ковка, гибка труб, вырезка отверстий и др.
) сборочно-сварочные операции (сборка под сварку с применением прихваток, сварка, вальцовка труб в трубных досках, установка штуцеров) термическую обработку контроль качества сварных соединений приемочный контроль консервацию и упаковку. [c.6]
Принцип сварки взрывом является простым и заключается в том, что взрывная волна вызывает высокое и управляемое давление между трубой и трубной доской, чтобы образовать сварное соединение и при этом не сдеформировать (или даже разрушить) трубу в зоне примыкания ее к трубной доске. [c.274]
Смотреть страницы где упоминается термин Сварные швы в соединениях труб с трубными досками: [c.273] Смотреть главы в:
Конструирования и технология изготовления сосудов давления -> Сварные швы в соединениях труб с трубными досками

ВКИ трубные
Сварные швы
© 2020 chem21.info Реклама на сайте
Автоматическая сварка трубной доски — купить по низкой цене с доставкой по России

- Система MaTig-501 позволяет полностью автоматизировать сварку труб с трубчатой доской TIG с высокой конкурентоспособностью и со значительным сокращением времени производства. MaTig-501 удовлетворяет все возрастающим требованиям к качеству и повторяемости.
- Для диаметров труб от 1/8 » до 2″ (от 4,0 мм до 50,8 мм)
- Рабочая область: X = 1500 мм (59 «) / Y = 1800 мм (71»)
- ПОЛНАЯ АВТОМАТИЗАЦИЯ
- Сварочного цикла
- СНИЖЕНИЕ
- затрат
- УМЕНЬШЕНИЕ
- времени сварки
- геометрии сварки
- ЧРЕЗВЫЧАЙНО ВЫСОКАЯ ТОЧНОСТЬ
Машина CNC, полностью соответствует требованиям «Интернета вещей», оснащенному системами, которые позволяют получать данные и статистику, необходимые для обработки внутреннего процесса и принимать стратегическое решение для развития компании.
Новая специальная разработанная сварочная головка TIG от MAUS
- Исключительная способность настраивать геометрию сварки с помощью одного ключа, делая установку более интуитивной, стабильной и надежной.
- Адаптивность для сварки выступающих и тонких труб с использованием эксклюзивной системы компенсации сварочного луча.
Новая интегрированная вращающаяся система продувки обеспечивает внутреннюю защиту трубки во время заварки с дополнительным газопроводом.
Предложенная система будет поддерживать геометрию сварки с оптимальной повторяемостью каждого сварочного шва. Каждая геометрия будет иметь постоянную установку угла легко заменимую, действительно стабилизированную и постоянную.
Новая зажимная система вольфрамового электрода обеспечивает быструю замену электрода без каких-либо инструментов и без необходимости сдвига направляющей проволоки, что делает эту операцию быстрой и точной.
Автоматизированное управление заполняющей проволокой
- Контроль эффективной подачи присадочной проволоки.
- Контроль окончания проволоки.
- Революционная система подачи присадочной проволоки, центрированная по орбитальным осям, которая позволяет подавать непрерывный и регулярный поток, улучшая точность и распределение ванны присадочной проволоки во время сварки.
Автоматическое смещение для многопроходной сварки. Вращение сварочной головки контролируется контроллером с ЧПУ и его совместимость с другими осями.
Система центрирования FOCS2, лишена традиционных механических аксессуаров, широко испытана на наших центрах MA-2501, обеспечивает самую высокую точность в геометрии сваренных соединений.
Самообучаемая электропневматическая система центрирования — прибор который управляется программным обеспечением, исключительно созданным Maus:
- Быстрая инициализация относительно нуля.
- Расчет и сохранение текущего положения на трубной доске.
Система AVC (Автоматический контроль по напряжению дуги ), основанная на принципе Закона Ома, автоматически управляет высотой горелки при сварке.
Технология AVC предполагает непрерывный контроль напряжения дуги во время сварки, что позволяет регулировать расстояние электрода от сварочной ванны. Это приводит к равномерному провару по всей длине сварки. В MaTig-501, система AVC стандартна и использована в управлении следующего:
Касание: поиск шва и сохранение постоянного расстояния до детали.
- Контроль заточки электрода: во время образования сварочной ванны, измеряется напряжения тока дуги, что позволяет Вам проверить правильность заточки электрода.
- Напряжение тока дуги: сигнал тревоги можно активировать если напряжение тока дуги спало ниже предопределенного значения.
- Совместно с системой FOCS2 имеется модуль для соблюдения расстояния для трех типоразмеров труб
Электронное управление новым оборудованием MaTig-501 доверено последнему поколению оборудования SIEMENS с ЧПУ
Компоненты, используемые в производстве MaTig -501 от мировых лидеров, таких как Bosch, Siemens и Festo
MaTig-501 гарантирует более высокую скорость вращения сопла, свыше 10 об/мин., что существенно снижает времена простоя.
Сварочное сопло MaТig-501 позволяет пользоваться тремя подводами газа и есть возможность последовательного отдельного управления каждого газа индивидуально.
MaTig-501 оборудовано новой системой водяного охлаждения сопла, которая позволяет значительно улучшить качество сварки.
Простой и интуитивный цветной графический интерфейс с операционной системой Windows
Программирование всех сварочных швов и установка параметров управляется операционной системой Windows с самыми последними характеристиками графика и сенсорным дисплеем последнего поколения.
Мы можем предложить своим клиентам самые передовые технологии и особенности сварки труб для трубных листов, которые были разработаны в результате их непрерывного сотрудничества с крупными производителями теплообменников.
Источник