Ремонт трубопроводной арматуры тепловых сетей




Ремонт арматуры и трубопроводов
Основными дефектами трубопроводов являются нарушение плотности во фланцевых, муфтовых и фитинговых соединениях. Устраняют протечку подтяжкой фланцев, фитингов. При продолжении течи соединение разбирают, проверяют уплотнительные поверхности, прокладки, уплотнения при необходимости заменяют, трещины в трубах. Устраняют неисправности наложением хомутов, накладок, завариванием электро- или газосваркой. Трещины в медных трубах заделывают пайкой.
При ремонте трубопроводов соединения тщательно очищают от грязи, смазки, остатков полупродуктов и промывают. Неровности уплотнительных поверхностей зачищают напильниками, надфилями, шаберами, притирают с помощью абразивных паст и порошков. Резьбовые соединения трубопроводов уплотняют льняной нитью, паклей, суриком, белилами и специальными пастами.
Ремонт трубопроводов (категории указаны в табл. 20) проводится с учетом требований Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором 10.03.70.
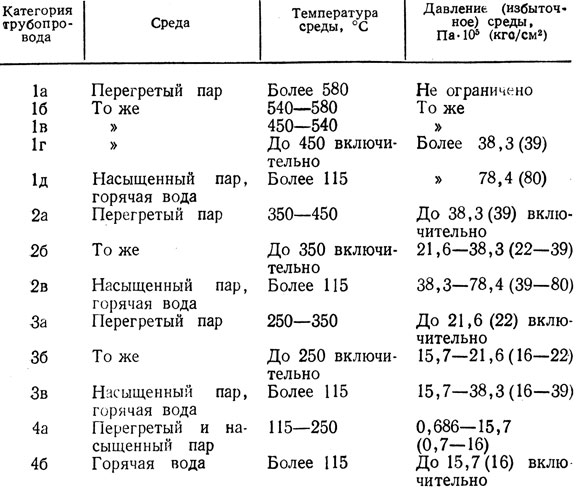
Таблица 20. Категории трубопроводов
Под требование Правил не подпадают трубопроводы с параметрами 1 категории с наружным диаметром менее 51 мм и 2, 3 и 4 категорий с наружным диаметром менее 76 мм; сливные, продувочные и выхлопные, из неметаллических материалов; плавучих сооружений, АЭС и специальных установок.
Для ремонта трубопроводов, подпадающих под действие Правил, используются только материалы, разрешенные ими. Материалы, не имеющие паспортов или сертификатов, могут применяться только после испытания и контроля.
Изготовление, монтаж и ремонт трубопроводов и их элементов должны производиться предприятиями или организациями, располагающими необходимыми техническими средствами и подготовленным персоналом.
Изготовление и ремонт трубопроводов, подлежащих регистрации в органах Госгортехнадзора СССР, могут осуществляться только организациями, имеющими разрешение местных органов Госгортехнадзора регистрируются в местных органах технадзора трубопроводы 1 категории с условным проходом более 70 мм, а также 2 и 3 категорий с условным проходом более 100 мм. Другие трубопроводы регистрируются на предприятии — владельце трубопровода.
Разрешение на эксплуатацию на вновь смонтированный или отремонтированный трубопровод выдается участковым инспектором Госгортехнадзора СССР (для трубопровода, зарегистрированного в органах котлонадзора) и для трубопроводов, не зарегистрированных в котлонадзоре, — лицом на предприятии, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов.
При ремонте разрешено применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений трубопровода. К сварочным работам допускаются сварщики, имеющие удостоверение. Сварочные работы проводят при температуре окружающего воздуха не ниже 0°С. При монтаже трубопровода допускается применение сварки при температуре минус 20°С (при толщине свариваемых элементов до 16 мм). В непогоду сварщик и место сварки должны быть надежно защищены.
Неисправность арматуры. Наиболее часто встречающимися дефектами являются износ и повреждения сальниковых уплотнений; задиры поверхностей уплотнения; износ седла и тарелки клапана вентиля; износ резьбы шпинделя. Меры по их устранению указаны в табл. 21.
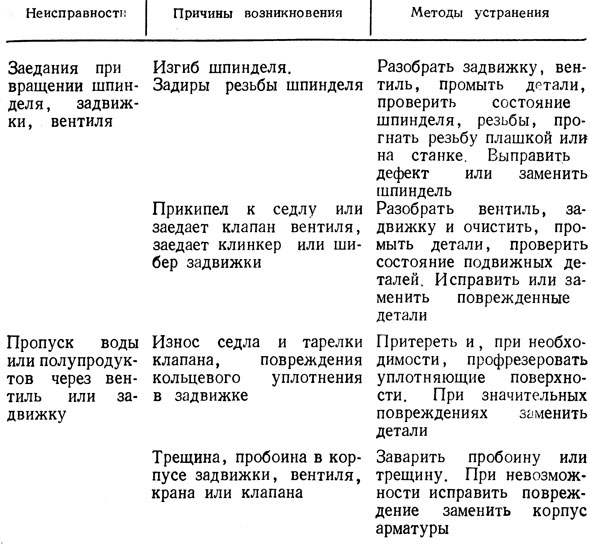
Таблица 21. Неисправности арматуры и методы их устранения
Источник
Ремонт трубопроводной арматуры




![]()
![]()
 На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
На трубопроводах устанавливается арматура различного назначения и устройства. Она служит для периодического включения или отключения потока, протекающего по трубопроводу (запорная арматура); поддержания заданного давления, температуры или расхода (регулирующая арматура).
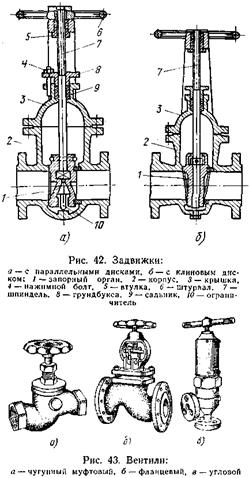
Различные типы трубопроводной арматуры показаны на рис. 42 – 45. Каждый тип арматуры состоит из трех основных узлов: корпуса, рабочего органа и привода к рабочему органу. Корпус у большей части арматуры выполнен в форме тройника с фасонной внутренней полостью. Верхний патрубок служит для крепления на нем крышки.

Рабочим органом арматуры является клапан. Поверхности соприкосновения клапана с корпусом – уплотнительные поверхности образуют затвор. Место посадки клапана в корпусе называют седлом. Клапаны имеют различную конструктивную форму: тарелки, диска, золотника, клина и т. п. Их выполняют из одной или нескольких деталей, закрепленных на шпинделе, или заодно со шпинделем. Седла изготовляют в виде отдельной детали (кольца), закрепленной на корпусе, или в виде кольцевой наплавки на корпусе, на поверхность которой садится клапан.
У вентилей и клапанов затвор перемещается перпендикулярно уплотнительному кольцу в корпусе, у задвижек – параллельно уплотнительным кольцам в корпусе. У кранов пробка вращается вокруг своей продольной оси.
По конструкции присоединительных концов арматура бывает фланцевая, муфтовая, цапфовая и с концами под приварку.
По направлению движения среды арматура делится на проходную, в которой направление при выходе из корпуса не меняется, и угловую, изменяющую направление движения среды.
Арматура может приводиться в движение вручную вращением штурвала либо при помощи электрического, пневматического, гидравлическогоприводов.
К неисправностям трубопроводной арматуры в первую очередь относится недостаточная плотность сальниковых уплотнений. Пропуск через сальник может быть вызван либо слабой затяжкой нажимной гайки, либо износом набивки.
Плохое запирание трубопровода может произойти при износе деталей затвора (седла и клапана). Замораживание арматуры часто приводит к появлению трещин в ее корпусе и крышке. Возможны также повреждения резьбы на шпинделе, поломка штурвалов, выход из строя привода.
Ремонт арматуры, в зависимости от характера повреждений, может проводиться как без снятия ее с трубопроводов, так и после демонтажа. Не снимая арматуру с трубопровода, можно устранить пропуски через сальник, подтянув нажимную втулку либо заменив сальниковую набивку.
Такие неисправности арматуры, как износ уплотнительных поверхностей затвора, поломка шпинделя, кольца сальника, грундбуксы, втулки крышки, трещины в корпусе и крышке арматуры требуют частичного (крышка и затвор) либо полного демонтажа арматуры и доставки ее в мастерскую.
Перед снятием арматуры, чтобы знать, с какого места она снята, делают пометки на корпусе и на стыкуемых фланцах трубопровода.
Перед разборкой фланцевых соединений затвор арматуры плотно закрывают.
Доставленную в мастерскую арматуру устанавливают шпинделем вверх на специально очищенное место. Поворачивая штурвал против часовой стрелки, открывают затвор, затем отвертывают гайку и снимают штурвал со шпинделя. Если на верхней части шпинделя есть и другие детали (приводная головка, шпонки, шарикоподшипники), их предварительно снимают. Далее, отвернув гайки со шпилек крышки, ее снимают. Поднимают крышку строго вертикально, так как даже незначительный перекос может повредить шпиндель в месте посадки клапана. Поверхности разъема корпуса тщательно очищают от старой прокладки.
Детали затвора, вынутые с крышкой, разбирают. Отвернув гайки со шпилек грундбуксы, снимают нажимную планку, грундбуксу, удаляют сальниковую набивку и кольца. Если необходимо снять тарелку, то отгибают предохранительную шайбу, отвертывают накидную гайку, которая крепит тарелкодержатель, или вывертывают шпиндель из обоймы и, осторожно придерживая верхний тарелкодержатель, вынимают тарелки и грибок (шарик) из места посадки. Все детали тщательно промывают в керосине и насухо вытирают чистыми тряпками, после чего тщательно осматривают каждую деталь. Прежде всего, проверяют целостность корпуса и крышки арматуры. Затем при помощи небольшого зеркала осматривают поверхности седла, выявляя на его поверхности задиры, царапины и другие повреждения. Также тщательно осматривают другие детали. Для обнаружения волосяных трещин применяют лупы с трехкратным, десятикратным увеличением.

Наиболее сложным при ремонте деталей арматуры является устранение дефектов на уплотнительной поверхности арматуры. Незначительные риски и царапины устраняют, обтачивая и шлифуя поверхность на станке с последующей притиркой.
Притирку производят вручную или используя различные механические приспособления. Ручная притирка уплотнительных поверхностей (седел и клапанов) трубопроводной арматуры ведется следующим образом. Обрабатываемую поверхность и поверхность притира (плиты или оправки из более мягкого металла, по которым притираются детали арматуры) перед началом работы и при смене притирочного материала тщательно промывают бензином или керосином и насухо протирают ветошью, а при необходимости обдувают воздухом. Затем на притир тонким равномерным слоем наносят притирочную пасту, разведенную керосином, или притирочный материал, смешанный с маслом. После этого начинается притирка. Притир плавно вращают по уплотнительной поверхности 6 – 7 раз попеременно вправо и влево на 90°. После этого поворачивают его на 180° и снова из нового положения поворачивают попеременно 6 – 7 раз вправо и влево на 90°. Поворачивают притир на 180° 5 – 8 раз, после чего притир вынимают, обрабатываемую поверхность промывают бензином и протирают чистой ветошью. Затем притирку повторяют вновь в том же порядке, пока поверхность не станет светло-матовой или блестящей по замкнутому кольцу.
После притирки пастой следует продолжать притирку в течение 5 – 10 мин минеральным маслом. Притирку обрабатываемой поверхности ведут под давлением, создаваемым собственным весом притирки или деталей: при грубой притирке не более 1,5 кгс/см 2 ; при средней притирке 1 кгс/см 2 ; при окончательной притирке или доводке 0,5 кгс/см 2 . Качество притирки проверяют на карандаш или «на краску».
Наиболее распространенным притирочным материалом является паста Государственного оптического института (ГОИ). Паста ГОИ выпускается трех сортов. Грубую пасту (1-й сорт) применяют для удаления следов обточки. Среднюю пасту (2-й сорт) используют после обработки детали грубой пастой для получения полузеркальной блестящей поверхности. Для окончательной доводки применяют 3-й сорт – тонкую пасту.
Глубокие (более 0,5 мм) раковины, выбоины устраняют путем наплавки нового металла на уплотнительную поверхность с последующей обточкой и притиркой. Наилучшим материалом для наплавки являются твердые сплавы: стеллит и сормайт. Технология наплавки довольно сложна, требует специального оборудования и точного соблюдения температурного режима, поэтому может проводиться только в ремонтно-механических цехах завода специально подготовленными рабочими.
Основные операции, осуществляемые при восстановлении уплотнительных поверхностей путем наплавки, следующие: очистка детали от грязи и ржавчины металлическими щетками, напильниками; выточка кольцевых канавок, разделка фасок и т.п. на толщину, равную толщине наплавляемого слоя; подогрев детали и наплавка (наплавку ведут в четыре слоя одинаковой толщины в пределах 1,5–2 мм); отпуск и охлаждение наплавленной детали; механическая обработка наплавленной поверхности.
Принимая отремонтированную деталь, необходимо убедиться в отсутствии таких дефектов, как наличие трещин слоя сплава, переходящих в основной металл, выкрашивание и отслаивание наплавленного слоя, раковин, шлаковых включений, трещин на наплавленном слое и на границе основного металла.
Ремонт корпусов, крышек и других кованых и литых деталей арматуры заключается в устранении трещин или свищей путем вырубки дефектного места с последующей заваркой и термической обработкой (отжигом). Для выявления дефектов применяют так называемую цветную дефектоскопию, заключающуюся в следующем. Детали предварительно протирают ветошью, смоченной в бензине, промывают в содовом растворе, потом в чистой воде и просушивают. После просушки поверхность деталей смазывают раствором, состоящим из 80% керосина, 15% трансформаторного масла, 5% скипидара и 15 – 20 г краски (судана-3 или жирового оранжа) на каждый литр этого раствора. По истечении 30 – 60 мин детали промывают холодной водой до полного удаления следов раствора и на мокрую поверхность наносят тонким слоем раствор в воде порошка мела. Имеющиеся на поверхности дефекты выявляются на просохшем покрытии в виде ярко выраженных пятен или полос, причем более глубокие трещины образуют более широкие полосы.
Ремонт шпинделя, проводимый в прицеховой мастерской, состоит в правке незначительного искривления шпинделя, удалении царапин и рисок, шлифовке и притирке уплотнительной поверхности.
На чугунных задвижках марки 31ч6нж обе плашки отлиты из чугуна и соединены между собой стержнем диаметром 15 мм, который при закрывании задвижек часто ломается и задвижка выходит из строя.
Для увеличения срока службы задвижек можно просверлить отверстие в стержне, соединяющем плашки, и впрессовать в него стальной палец диаметром 8 мм, после чего оба конца обварить.
Сборку отремонтированной арматуры ведут в порядке, обратном разборке: детали собирают согласно отметкам, сделанным кернером, или разборке.
Источник
Ремонт трубопроводной арматуры тепловых сетей

Cкачать бесплатно Основные технологические требования по ремонту тепловых сетей в архиве .zip (14 кБт)
От редакции: Основные технологические требования по ремонту тепловых сетей разбросаны по различным нормативным документам. Для ознакомления с ними обычно необходимо значительное количество времени. Поэтому для удобства работы ниже приведена выборка всех этих требований, составленная Главным государственным инспектором по энергетическому надзору А.Ф.Васильевым (Ивгосэнергонадзор).
Основные технологические требования по ремонту тепловых сетей
Выполнение настоящих требований обязательно для всех организаций, выполняющих работы по монтажу и капитальному ремонту теплотрасс, независимо от форм собственности и ведомственной принадлежности.
1. Предприятием тепловых сетей (ПТС) до начала ремонтных работ разрабатывается проект капитального ремонта (ПКР) и проект организации строительства (ПОС).
За дней ПКР передается организации, выполняющей капитальный ремонт сетей. На основе ПКР ремонтная организация разрабатывает проект производства работ (ППР) и согласовывает его с субподрядными организациями. ППР утверждается ПТС за .дней до начала работ. Разрешение на производство работ выдается лишь при наличии ППР и журнала производства работ (Л. 1, п. 4.7.11). После вскрытия трассы необходимо проверить соответствие фактической трассы ПКР, при необходимости скорректировать ПКР.
2. Земляные работы.
Производятся по специальному разрешению (ордеру) на производство земляных работ, выдаваемому административно-технической инспекцией по благоустройству администрации города. (Л. 1, п. 4.6.4).
2.1. Вскрытие каналов.
В местах прохождения коммуникаций работы ведутся вручную, далее – землеройной техникой. Грунт из канала выбирается до плит перекрытия (с одновременной подчисткой вручную) по конфигурации поперечного сечения.
В местах, указанных на плане, через траншеи выполняются настилы с перилами для переходов согласно нормам ТБ.
2.2. Засыпка каналов грунтом.
К засыпке приступают при наличии оформленных и подписанных актов на скрытые работы и гидравлическое испытание трубопроводов. (Л.1,п.4.7.12). Вначале производится засыпка и утрамбовка пазух канала, затем засыпка самого канала с послойной тромбовкой в соответствии с ППР. Над каналом выполняется плавно расходящееся в обе стороны возвышение. Подписывается акт приемки территории в административно-технической инспекции г. Иваново.
3. Ремонт каналов и тепловых камер.
3.1. Подготовительные работы. Удалить воду из канала и тепловой камеры. Убедиться в том, что не произойдет обрушение грунта, при необходимости укрепить стенки откосов траншеи в соответствии с ППР. Проверить надежность ограждения рабочей зоны. Установить лестницы для спуска в канал. Укрепить неустойчивые стенки канала распорками.
3.2. Вскрытие канала.
Очистить от грунта и осмотреть плиты перекрытия. Произвести отбраковку плит перекрытий, имеющих повреждения.
Произвести демонтаж плит перекрытия. Плиты весом до 100 кг складировать вдоль траншеи, прислонив к откосу с углом не менее 30 О . Плиты большого веса складируются в стопу в перехлест.
3.3. Инструментальная проверка уклона дна канала производится в соответствии с ПКР. Уклон должен быть не менее 0,002. Уклон тепловых сетей к отдельным зданиям принимается от здания к ближайшей камере. При необходимости выровнять дно канала и произвести повторную проверку уклона (Л. 2, п. 6.6).
3.4. Ремонт каналов.
Уплотнить швы между стеновыми блоками цементным раствором М-50. Поврежденные блоки удалить.
Установить на место смещенные стеновые блоки, уплотнить швы между основанием и стенами канала цементным раствором марки М-50. При применении цементных растворов и бетона необходима выдержка в течение 48 часов.
3.4.2. Канал из лотков КЛс.
Лотки, не подлежащие восстановлению, удалить из канала. Поврежденные лотки восстановить бетоном М-200 с применением опалубки. Верхние лотки укладывать с применением фиксирующих скоб на слой цементного раствора. Стыки уплотнить цементным раствором М-50.
3.4.3. Канал из кирпича.
Разрушенный кирпич удалить.
Восстановить кладку стенок.
Разобрать и восстановить стенки с отклонением от прямолинейности. Кладка выполняется на цементном растворе М-50.
При укладке новых элементов каналов или прокладке новых каналов выполняется обмазочная гидроизоляция битумом (Л. 2., п. 9.5).
3.6. Щитовые неподвижные опоры изготавливаются только с воздушным зазором между трубопроводами и опорой. Внизу опор выполняются отверстия размером 150х200 мм, обеспечивающие сток воды (Л. 2, п. 9.13).
Перед щитовыми опорами по уклону трассы выполняются люки для контроля и прочистки отверстий в соответствии с ПКР.
3.7. Из приямков камер, расположенных в нижних точках трассы, предусматривается самотечный отвод воды в сбросные колодцы в соответствии с ПКР (Л. 2, п. 9.18).
3.8. Укладка плит перекрытий выполняется с уклоном поперек канала на цементный раствор М-50. Такелажные петли пригибаются и промазываются битумом.
При прокладке не под дорогами и тротуарами с твердым покрытием выполняется оклеенная гидроизоляция плит перекрытия из битумных рулонных материалов (Л. 2, п. 9.18.).
3.9. Контроль выполненных работ.
Все замечания, выявленные при производстве работ, записываются в журнал производства работ.
В процессе производства работ производится промежуточная приемка с составлением актов:
— устройства оснований траншей;
— монтажа строительных конструкций, заделки и омоноличивания стыков;
— гидроизоляции строительных конструкций;
— дренажные устройства (Л. 1, п. 4.7.12). Форма акта дана в приложении 1.
— 4. Ремонт трубопроводов.
4.1. Демонтаж труб.
Демонтировать старые трубы. Снять тепловую изоляцию (тепловая изоляция из минераловатных плит и стекловолокна подлежит утилизации в специально отведенных местах).
Категорически запрещается оставлять остатки тепловой изоляции на местах производства работ или закапывать в грунт! Размер демонтированных участков труб определяется размерами кузова автомобиля (но не более 12 м).
Фланцы и задвижки, пригодные для дальнейшего использования, отправить в ремонт.
4.2.1. Трубы перед установкой очистить внутри и снаружи от загрязнений. Произвести наружный осмотр с целью выявления возможных дефектов (овальности, вмятин, забоин, коррозии).
Подготовленные к монтажу трубы уложить вдоль канала на временные опоры.
Сварка, нанесение антикоррозионного покрытия и тепловой изоляции труб производится до их установки в канал! (Л. 3, п. 2.9).
4.2.2. Сварка труб. (Л. 4, п. 5.3-5.10).
Зачистить (на 10 мм от торца) и подготовить концы труб под сварку. Сварку труб производить на временных опорах с поворотом вокруг оси. Электросварные трубы, имеющие продольный шов (прямошовные), свариваются со смещением швов не менее 100 мм. Расстояние между поперечными сварными стыками (по оси стыка) должно быть не менее 100 мм.
Подвижные опоры трубопроводов привариваются так, чтобы они прилегали к опорным поверхностям конструкций без зазора и перекоса. Расстояние от сварного стыка до края опоры должно быть не менее 200 мм. Расстояние от начала гиба (закругления) до оси поперечного шва должно быть не менее 100 мм.
Сварщик должен выбивать или наплавлять клеймо на расстоянии 30-50 мм от стыка со стороны, доступной для осмотра.
Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны выбираться в соответствии с инструкцией по сварке и ППР.
Сборку стыков труб под сварку следует производить с помощью монтажных центровочных приспособлений.
При сборке стыков с помощью прихваток их число должно быть для труб диаметром до 100 мм – 1-2, диаметром свыше 100 до 426 мм – 3-4, свыше 426 мм прихватки следует располагать через каждые 300-400 мм по окружности. Прихватки должны быть расположены равномерно по периметру стыка. Протяженность одной прихватки для труб диаметром до 100 мм – 10-20 мм, диаметром от 100 до 426 мм – 20-40 мм, свыше 426 мм – 30-40 мм.
Сварка при отрицательной температуре трубопроводов, на которые распространяются требования Правил Госгортехнадзора РФ, должна выполняться с соблюдением требований этих Правил.
При наложении основного шва необходимо полностью перекрыть и переварить прихватки.
При дожде, ветре и снегопаде сварочные работы могут выполняться только при условии защиты сварщика и места сварки.
4.3.2. Контроль качества сварочных работ (Л. 4, п. 5.12-5.26).
а) Проверка аттестации сварщиков.
б) Проверка исправности сварочного оборудования.
в) Входной контроль каждой партии сварочных материалов (электродов, сварочной проволоки, флюсов, защитных газов).
г) Внешний осмотр сварных соединений и измерение размеров шва. Перед осмотром сварной шов и прилегающие к нему поверхности труб очищаются от шлака, брызг расплавленного металла, окалины и др. на ширину не менее 20 мм.
Результаты внешнего осмотра и измерение размеров считаются удовлетворительными, если:
— отсутствуют трещины, надрезы, наплывы, прожоги, незаваренные кратеры и свищи;
— размеры и количество объемных включений и западаний между валиками не превышают значений, приведенных в инструкции по сварке.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению.
д) Проверка качества сварки неразрушающими методами контроля.
Проверка поперечных стыковых сварных соединений проводится в объеме не менее 3% (но не менее 2 стыков) от общего числа однотипных стыков трубопровода, выполненных по всей длине соединения каждым сварщиком, а также все угловые сварные соединения трубопроводов с внутренним диаметром привариваемых труб более 100 мм и более. Неразрушающим методом контроля следует подвергать 100% сварных соединений трубопроводов, прокладываемых под проезжей частью дорог, в футлярах, тоннелях совместно с другими инженерными коммуникациями, а также при пересечениях:
— железных дорог и трамвайных путей – на расстояние не менее 4 м;
— автодорог – на расстоянии не менее 2 м от края проезжей части;
— кабелей силовых, контрольных и связи – на расстоянии не менее 2 м;
— газопроводов – на расстоянии не менее 4 м;
— зданий и сооружений – на расстоянии не менее 5 м от стен и фундаментов.
Результаты контроля сварных стыков неразрушающими методами оформляются протоколом.
е) Составляется акт контроля сварочных соединений.
4.3. Защита от наружной коррозии.
4.3.1. Антикоррозионное покрытие.
а) Подготовка и зачистка поверхности трубопроводов с применением пескоструйных установок, механических щеток или преобразователей ржавчины (Л. 5, п. 2.2).
б) Нанесение защитного покрытия в соответствии с ППР.
в) Контроль качества: наружный осмотр, контроль сплошности, проверка адгезии (сцепление покрытия с основанием), измерение толщины покрытия с оформлением протокола.
Измерение толщины антикоррозийных покрытий в диапазоне от 0 до 3 мм производится магнитными измерителями толщины, для измерения толщины более 3 мм следует использовать штангенциркули. Сплошность покрытия контролируется с помощью специально предназначенных для этого дефектоскопов.
Определение адгезии антикоррозионных покрытий производится по методу решетчатых надрезов. Сущность метода заключается в нанесении на покрытие решетчатых надрезов и визуальной оценке по четырехбалльной системе состояния покрытия после нанесения надрезов. (Д. 7, п. 2.2.1, 22.2, 2.2.5).
Результаты контроля качества работ заносятся в журнал производства антикоррозионных работ (Л. 5, п.10.12-10.14). Подлежат промежуточной приемке с оформлением актов:
— подготовка поверхности трубопровода для нанесения покрытия;
— каждое полностью законченное промежуточное покрытие одного вида (независимо от числа нанесенных слоев).
После окончания всех работ по защите от коррозии производится освидетельствование и приемка защитного покрытия в целом с оформлением акта.
4.3.2. Электрохимическая защита.
Защита трубопроводов тепловых сетей от коррозии блуждающими токами выполняется в соответствии с проектом защиты трубопроводов от электрохимической коррозии.
4.4. Тепловая изоляция.
Тепловая изоляция выполняется в соответствии с ПКР.
Для покровного слоя применяется рубероид с закреплением оцинкованной проволокой. Покровный слой должен плотно прилегать к тепловой изоляции с тщательным уплотнением стыков с их проклейкой (Л. З, п. 2.32). Запрещается применение минераловатных плит без защиты их от увлажнения!
Монтаж теплоизоляционных конструкций и покровных оболочек необходимо начинать от разгрузочных устройств, фланцевых соединений, криволинейных участков (отводов) и фасонных частей и проводить в направлении, противоположном уклону, а на вертикальных участках – снизу вверх.
Для изоляции фланцевых соединений, арматуры, сальниковых и сильфонных компенсаторов трубопроводов изготовляются съемные теплоизоляционные конструкции (Л. 6, п. 2.9). Приемка тепловой изоляции оформляется актом.
4.5. Монтаж трубопровода.
4.5.1. Укладка готового трубопровода в канал производится по технологии, предусмотренной ППР и исключающей возникновение остаточных деформаций в трубопроводах, нарушение целостности противокоррозионного покрытия и тепловой изоляции путем применения соответствующих монтажных приспособлений, правильной расстановки одновременно работающих грузоподъемных машин и механизмов (Л. 4, п. 4.3).
4.5.2. Прокладку трубопроводов в пределах щитовой опоры необходимо выполнять с применением труб максимальной поставочной длины.
Крутоизогнутые и штампованные отводы трубопроводов разрешается сваривать между собой без прямого участка.
Приварка патрубков и отводов в сварные стыки и гнутые элементы не допускается.
4.5.3. При монтаже трубопроводов подвижные опоры должны быть смещены относительно проектного положения на расстояние, указанное в рабочих чертежах, в сторону, обратную перемещению трубопровода в рабочем состоянии (Л. 4, п. 4.6).
4.5.4. Трубопроводную арматуру надлежит монтировать в закрытом состоянии. Фланцевые и приварные соединения арматуры должны быть выполнены без натяга трубопроводов.
4.5.5. Сильфонные (волнистые) и сальниковые компенсаторы следует монтировать в собранном виде.
Установка компенсаторов в проектное положение допускается только после выполнения предварительных испытаний трубопроводов на прочность и герметичность.
Осевые сильфонные и сальниковые компенсаторы следует устанавливать на трубопроводы без перелома осей компенсаторов и осей трубопроводов.
Строповку компенсаторов следует производить только за патрубки.
4.5.6. Растяжку П-образного компенсатора следует выполнять после окончания монтажа трубопровода, контроля сварных стыков (кроме замыкающих стыков, используемых для натяжения) и закрепления конструкций неподвижных опор.
Растяжка компенсатора должна быть произведена на величину, указанную в рабочих чертежах.
Растяжку компенсатора необходимо выполнять одновременно с двух сторон на стыках, расположенных на расстоянии не менее 20 и не более 40 диаметров трубопровода от оси симметрии компенсатора, с помощью стяжных устройств (Л. 4, п. 4.13).
О проведении растяжки компенсаторов составляется акт.
4.5.7. Проверяются уклоны трубопровода, отклонение от проектного допускается на величину + 0,0005 (Л.4, п.4.15)
5. Предварительные испытания трубопроводов (Л.4, п.8.1-8.9).
5.1. Предварительные испытания трубопроводов на прочность и герметичность производятся до установки сальниковых (сильфонных) компенсаторов и секционирующих задвижек.
Предварительные испытания выполняют, как правило, гидравлическим способом. При отрицательных температурах наружного воздуха и невозможности подогрева воды допускается в соответствии с ППР выполнение предварительных испытаний пневматическим способом.
5.2. Трубопроводы водяных тепловых сетей следует испытывать давлением, не менее 1.25 рабочего.
Величина пробного давления и технологическая схема, регламентирующая технологию и технику безопасности при проведении работ, выбираются в соответствии с ППР.
5.3. Перед проведением испытаний надлежит:
— отключить заглушками испытываемые трубопроводы от действующих и от первой запорной арматуры, установленной в здании (сооружении);
— установить заглушки на концах испытываемых трубопроводов;
— открыть полностью арматуру и байпасные линии.
Использование запорной арматуры для отключения испытываемых трубопроводов не разрешается!
Одновременные предварительные испытания нескольких трубопроводов на прочность и герметичность допускается производить в случаях, обоснованных ППР.
5.4. Измерение давления при выполнении испытаний трубопроводов производится по аттестованным в обязательном порядке двум (один – контрольный) пружинным манометрам класса не ниже 1,5 с диаметром корпуса не менее 160 мм и шкалой с номинальным давлением 4/3 измеряемого.
5.5. О результатах испытаний трубопроводов на прочность и герметичность составляется акт.
1. Правила организации технического обслуживания и ремонта оборудования, зданий и сооружений, электростанций и сетей. РДПр 34-38-030-92.
2. СНиП 2.04.07-86* Тепловые сети.
3. СНиП 3.04.01-87 Изоляционные и отделочные покрытия.
4. СНиП 3.05.03-85 Тепловые сети.
5. СНиП 3.04.03-85 Защита строительных конструкций и сооружений от коррозии.
6. СНиП 2.04.14-88 Тепловая изоляция оборудования и трубопроводов.
7. Правила и нормы по защите трубопроводов тепловых сетей от электрохимической коррозии. РД 34.20.520-96.
Источник