Трубопроводы
Компрессоры, теплообменная аппаратура, вспомогательное оборудование холодильных установок связаны между собой соединительными трубопроводами, по которым происходит циркуляция хладагента.
На холодильных станциях помимо трубопроводов для хладагента имеются трубопроводные системы для циркуляции промежуточного хладоносителя, смазочного масла, охлаждающей воды, греющего пара и сжатого воздуха, необходимого для работы контрольно-измерительных приборов. Специфика работы каждого вида трубопровода определяет тип применяемых труб, вид креплений и соединений.
Для аммиачных и фреоновых трубопроводов диаметром более 20 мм применяют стальные бесшовные трубы: холоднотянутые, выпускаемые отрезками длиной 9 м и наружным диаметром от 20 до 50 мм, и горячекатаные, длиной 4÷12,5 м и наружным диаметром 57÷426 мм. Бесшовные трубы наиболее герметичны и выдерживают высокие давления. Для малых фреоновых машин применяют медные трубы с условным проходом 3÷20 мм. Внутренняя поверхность трубопроводов, монтируемых для систем хладагента, должна быть очищена от окалины и обезжирена.
Для циркуляции хладоносителя и воды применяют водогазопроводные и стальные сварные трубы. Водогазопроводные трубы бывают стальными и чугунными. Канализация на холодильных станциях выполняется из чугунных раструбных труб.
Для маслопроводов фреоновых установок используют также медные трубопроводы, для аммиачных — стальные.
Звенья труб собирают в трубопроводные системы следующими способами: сваркой; фланцевым соединением; соединением с отбортовкой медных труб; ниппельным соединением; раструбным соединением (для чугунных труб); свертными муфтами (для водогазопроводных труб). Трубопроводы с запорной арматурой, приборами и оборудованием соединяют фланцами или ниппелями.
Для аммиачных и фреоновых трубопроводов диаметром 20 мм и более применяют парные фланцевые соединения типа впадина-выступ, уплотняемые паронитовой прокладкой (рис. 60).

Рис. 60. Приварные фланцы: а — с впадиной, б — с выступом

Рис. 61. Ниппельное соединение: 1 — штуцер, 2 — гайка, 3 — ниппель, 4 — прокладка
Ниппельные соединения с ввертным штуцером 1 (рис. 61) также применяют для аммиачных и фреоновых линий, соединение отбортованной трубы гайкой 1 (рис. 62)—только для фреоновых линий.

Рис. 62. Соединение отбортованных труб:
Для всех типов трубопроводов холодильных станций основной вид соединения — сварка труб встык.
Раструбное соединение и соединение на резьбе с муфтой применяют на водопроводных магистралях.
Для монтажа коммуникаций холодильных станций используют фасонные детали трубопроводов: тройники, отводы, переходы, муфты, крестовины, колена, патрубки.
Колена, отводы и переходы большого диаметра сваривают из отдельных сегментов, вырезанных из стального листа.
Различают следующие виды прокладки трубопроводов: открытую, подземную, в непроходных и проходных каналах.
Правильное крепление трубопроводов — важное условие их нормальной работы. Крепят трубопроводы неподвижными и подвижными опорами и подвесками.
Подвижные крепления, помимо основного назначения — передачи веса трубопроводов на строительную конструкцию, обеспечивают свободу перемещения поддерживаемой ими точки трубопровода. Неподвижные крепления фиксируют трубопровод и передают на строительные конструкции все усилия, не воспринимаемые подвижными креплениями.
Неподвижные крепления разбивают трубопровод на участки, внутри которых происходит температурная компенсация трубопровода. Эти крепления делаются прочными и устойчивыми, так как они воспринимают большие нагрузки.
Элементы крепления трубопроводов хладагента и рассола выполняются с учетом толщины теплоизоляционного слоя.
Неподвижные опоры выполняются в виде металлической подушки, приваренной к основанию. К подушке хомутом жестко притянут трубопровод. Наилучший тип подвижных опор — пружинные.
Сечения трубопроводов в различных участках системы должны обеспечивать надежную, экономичную работу аппаратов и установок.
При заниженных диаметрах трубопроводов растут скорости движения паров и жидкостей, возникает шум, возрастают потери от сопротивления труб, а следовательно, и энергозатраты. Оптимальные скорости в трубопроводах составляют в м/с:
| для всасывающих аммиачных линий для нагнетательных аммиачных линий на всасывании фреоновых машин на нагнетании фреоновых машин в линиях жидкого аммиака и фреона в рассолопроводах в трубопроводах воды | 10÷20 12÷25 8÷15 10÷18 0,5÷1 l÷1,5 1,5÷2 |
Контрольные вопросы
1. Перечислите трубы, применяемые на холодильных установках.
2. В чем преимущество сварных соединений?
3. Какие виды трубных соединений вы знаете?
4. Расскажите о ниппельном соединении труб.
5. Почему для линий хладагента применяют бесшовные трубы?
6. Какие виды креплений трубопроводов вам известны?
7. Назовите виды запорной арматуры.
8. Расскажите о принципе действия и назначении регулирующего вентиля.
9. Каковы особенности фреоновой запорной арматуры?
10. Что такое сильфонный вентиль?
11. Назовите типы запорных задвижек.
12. Перечислите типы привода шпинделя задвижек.
13. Для чего служат обратные и предохранительные клапаны?
14. Из какого материала делают прокладки и сальниковые набивки для аммиака и фреона?
Источник
Ремонт монтаж и эксплуатация холодильного оборудования и трубопроводов
3 Ремонт монтаж и эксплуатация холодильного оборудования и трубопроводов
3.1 Монтаж холодильного оборудования и трубопроводов
Монтаж холодильного оборудования и трубопроводов должен производиться с соблюдением требований СНиП. III-А. II-70 «Техника безопасности в строительстве», «Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах», «Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства» и настоящего раздела Правил.
Допуск рабочих к монтажу холодильного оборудования без вводного инструктажа по технике безопасности и инструктажа на рабочем месте категорически запрещается.
При производстве сварочных работ и резке материалов должны быть выполнены соответствующие требования: ГОСТ 12.2.007.8-75 «ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности», ГОСТ-12.3.003-75 «ССБТ. Работы электросварочные. Общие требования безопасности», «Правил технической эксплуатации электроустановок потребителей» глава Э III-«Электрическая сварка», ГОСТ 12.2.008-75 «ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности».
К сварке аммиачных трубопроводов должны допускаться сварщики, имеющие удостоверение об аттестации в соответствии с «Правилами аттестации сварщиков», утвержденными Госгортехнадзором.
При выполнении сварочных работ на аппаратах /сосудах/ надлежит руководствоваться ТУ на изготовление сосудов и «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением». При выборе электродов необходимо руководствоваться действующими нормативами.
Запрещается производить какие бы то ни было работы на оборудовании или его деталях /или под ними/ в то время, когда они находятся в приподнятом положении и поддерживаются лебедками, домкратами и другими подъемными механизмами.
Присоединение нагнетательных труб к магистралям должно производиться с загибом труб по ходу движения паров аммиака. При монтаже запрещается допускать «мешки» на всасывающих и нагнетательных трубопроводах.
Фланцевые, сварные и другие соединения аммиачных трубопроводов не должны размещаться в стенах, перекрытиях и неудобных для ремонта местах.
Запорную арматуру надлежит устанавливать по направлению движения аммиака с поступлением его под клапан.
Для электромагнитных вентилей и вентилей с приводом направление движения аммиака должно соответствовать указанному в инструкции завода-изготовителя.
Заполнение системы аммиаком после монтажа установки разрешается производить только при наличии актов о продувке и испытании системы на прочность и плотность /включая вакуумирование/.
Запрещается выполнение работ по монтажу холодильной установки без утвержденного проекта. Не допускается выполнение монтажных работ с отступлением от проекта без согласования с проектной организацией.
Сварочные работы на трубопроводах действующих холодильных установок разрешается производить только на отключенных и освобожденных от аммиака /с продувкой воздухом/ аппаратах и участках трубопроводов по согласованию с представителем пожарного надзора и при наличии письменного допуска. При этом должны быть приняты меры для предохранения всех смежных аппаратов от повреждений: разъединение фланцев, постановка заглушек, отделяющих аппараты, пломбирование вентилей в закрытом состоянии. Эти работы следует производить при открытых окнах и дверях или при непрерывной работе аварийной вентиляции.
При монтаже трубопроводов необходимо применять штампованные переходы. Использование сварных лепестковых переходов запрещается. Допускается применение переходов с одним продольным швом.
Приспособления, предназначенные для обеспечения удобства монтажных работ и безопасности работающих /лестницы, стремянки, леса, подмости и др./, должны удовлетворять требованиям ГОСТ 12.2.012-75 «CCБT. Приспособления по обеспечению безопасного производства работ. Общие требования».
3.2 Испытание трубопроводов
Система трубопроводов после монтажа должна быть тщательно продута от песка и окалины и испытана на прочность пробным избыточным давлением воздуха /при отключенных компрессорах и приборах контроля и автоматики/. Величина давления для сторон нагнетания и всасывания должна соответствовать пробному давлению испытания на прочность аппаратов /сосудов/. Под пробным давлением система должна быть выдержана в течение 5 мин.
Давление воздуха в системе нужно поднимать постепенно с осмотром трубопроводов и аппаратов /сосудов/ при достижении 0,3 и 0,6 давления испытания с прекращением подъема давления на время осмотра. После этого вся смонтированная система трубопроводов и аппаратов /сосудов/ перед заполнением аммиаком должна быть подвергнута пневматическому испытанию на плотность /герметичность/ сварных и разъемных соединений раздельно по сторонам высокого и низкого давлений в соответствии с табл.1.
Испытание на плотность должно проводиться после выравнивания в течение нескольких часов /но не менее трех/ температур внутренней и окружающей сред. При этом давление испытания на плотность должно выдерживаться не менее 12 ч, после чего давление должно оставаться постоянным.
Подвергшаяся ремонту в процессе эксплуатации система трубопроводов или ее часть также должны быть испытаны на прочность и плотность. По окончании пневматического испытания проводится вакуумирование системы, которую необходимо оставить под вакуумом в течение 18 ч при давлении 0,005 МПа /40 ост.мм рт.ст./.
Давление фиксируется в течение этого времени через каждый час. допускается повышение давления до 50% в первые 6 ч. В остальное время вакуум должен оставаться постоянным.
При проведении пневматического испытания аппаратов /сосудов/ и системы трубопроводов необходимо соблюдать меры предосторожности: на трубопроводе от источника давления снаружи должны быть вентиль и манометр; в испытуемой системе /аппарате, сосуде/ должно быть не менее одного предохранительного клапана, оттариронанного на начало открывания на 0,1 МПа /1 кгс/см2/ выше соответствующего пробного давления.
Таблица № 1 Давления испытания аппаратов /сосудов/
Давление испытания /избыточное/ аппаратов /сосудов/, МПа /кгс/см 2 /
На время проведения пневматических испытаний на прочность внутри и снаружи помещений должна устанавливаться /в соответствии с действующими строительными нормами и правилами техники безопасности в строительстве/ охраняемая зона. При этом люди должны быть удалены в безопасные места.
Отключение от системы компрессоров должно выполняться с помощью металлических заглушек с прокладками, имеющими хвостовики, выступающие за пределы фланцев на 20 мм.
При пневматическом испытании системы запрещается добавлять в нее аммиак и использовать для создания давления /или вакуума/ аммиачный компрессор в качестве воздушного.
Источник
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Характеристика трубопроводов холодильных установок. Трубопроводы, входящие непосредственно в установку, называют технологическими. К основным технологическим трубопроводам относят Трубопроводы, по которым транспортируют хладагенты, хладоносители и охлаждающую воду. Трубопроводы для продувок, дренажа и оттаивания, к предохранительным клапанам и контрольно-измерительным приборам и другие трубопроводы установки относят к вспомогательным.
Все трубопроводы подразделяют на внутрицеховые и межцеховые.
Внутрицеховые трубопроводы соединяют аппараты, машины и емкости в пределах одной установки или цеха и размещаются в пределах здания и площадок.
Межцеховые технологические трубопроводы служат для соединения холодильных установок, расположенных в разных зданиях в единую систему, или для подачи рассола в технологические цехи. Межцеховые трубопроводы обычно располагают на эстакадах.
Трубопровод состоит из следующих частей: труб, компенсаторов, деталей соединения или изменения направления движения рабочей среды (фланцы, штуцера, крестовины, тройники, переходы и др.). В состав трубопровода входят также запорная, регулирующая и предохранительная арматура, контрольно-измерительные приборы, опоры, подвески, крепеж, теплоизоляция.
При монтаже различают следующие части трубопроводов.
Линия — часть трубопровода, связывающая машины и аппараты, характеризуемые одинаковыми параметрами. В проектной документации каждой линии присваивается соответствующий индекс. Границы линии проходят по фланцам отключающей арматуры.
Деталь — часть трубопровода, не имеющая разъемных соединений. Детали могут состоять из отдельных свариваемых элементов. Например, секторные отводы сваривают из секторов, отрезаемых по шаблону под углом от трубы.
Сборочная единица (узел) — часть трубопровода, изготовляемая централизованно в мастерских и монтируемая путем сварки или соединения фланцев. Размеры сборочной единицы зависят от оснащенности мастерских и монтажной площадки, грузоподъемности и размеров платформы транспортных средств.
Сборочный комплекс (блок) — часть трубопровода, состоящая из нескольких сборочных единиц, или соединение частей нескольких линий. В его состав могут входить машины и аппараты с трубопроводной обвязкой и запорной и регулирующей арматурой. Обычно в сборочные комплексы собирают централизованно изготовленные узлы непосредственно на монтажной площадке при укрупнительной сборке перед их установкой грузоподъемными кранами (при поточно-совмещенном способе монтажа).
Секция — ряд сваренных труб одного диаметра, расположенных в одной плоскости (обычно соединяемых коллекторами или калачами).
Плеть — ряд труб, сваренных в одну нить. Обычно для удобства монтажа межцеховые трубопроводы, характеризуемые большой протяженностью, сваривают в плеть, а затем поднимают на эстакаду или опускают в траншею и подваривают стыки.
Рабочая температура — номинальная температура трубопровода при эксплуатации. На эту температуру рассчитывают компенсаторы, толщину теплоизоляции и др.
Условный проход — номинальный внутренний диаметр трубопровода, рассчитываемый по массовому расходу и скорости, рекомендуемой для трубопровода данного типа. Скорость движения газообразных хладагентов в трубопроводе составляет 8-25, а жидких — 0,6-],2 м/с. По условному проходу подбирают всю запорную арматуру.
Пробное давление ри — давление, при котором изделия испытывают гидравлически на прочность.
Условное давление ру — давление, на которое рассчитывают выпускаемые трубы, запорную арматуру и соединительные элементы трубопроводов (фланцы, отводы и др.). В интервале температур 0-200 °С для стальных и 0-120 °С для чугунных, бронзовых и латунных изделий рабочее давление можно принимать равным условному.
Градации условных проходов, условных и пробных давлений стандартизованы. Условный проход труб принимают путем округления действительного внутреннего диаметра трубы до ближайшего номинального условного диаметра по стандарту, так как одному значению наружного диаметра труб соответствует ряд различных толщин. Условный проход фланцев и других деталей трубопроводов находят по условному проходу трубы. Пробное давление для труб определяется ГОСТом на эти трубы.
Согласно строительным нормам СН 527-80 трубопроводы подразделяют на пять категорий в зависимости от класса опасности и степени огнеопасности транспортируемой среды и рабочих давления и температуры трубопровода. К трубопроводам каждой из категорий предъявляют разные требования в отношении материалов, конструкций и способа изготовления элементов, а также испытаний трубопроводов, правил контроля и надзора при эксплуатации.
В холодильной технике к I категории (самой высокой) относят все трубопроводы аммиака, водоаммиачных растворов концентрацией аммиака выше 60% и всех углеводородных газов используемых в качестве хладагентов, ко II категории — Руоопроводы хладонов и водоаммиачных растворов с концентрацией аммиака 40-60%, к III категории — трубопроводы водоаммиачных растворов с концентрацией аммиака до 40%, к категории — трубопроводы водяного пара и горячей воды температурой до 250 °С и давлением до 1,6 МПа, а также трубопроводы, соединяющие предохранительные клапаны с атмосферой. Чем выше категория трубопровода, тем сложнее его конструкция и дороже изготовление.
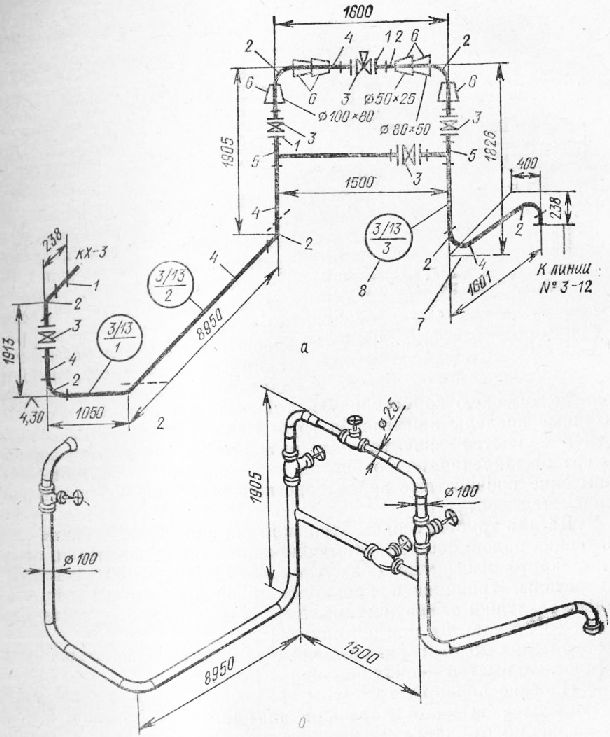
Проектно-техническая документация на трубопроводы. В документацию на монтаж трубопроводов входят монтажно-технологические схемы, монтажные чертежи, спецификации труб, запорно-регулирующей арматуры, фланцев, метизов, опор, подвесок, а также чертежи на нетиповое крепление трубопроводов. Объем и содержание документации позволяют определить положение в пространстве любой точки трубопровода и характеристику применяемых деталей и элементов трубопровода. Монтажно-технологические схемы для наглядности изображают в аксонометрии. На монтажных чертежах, представляющих планы и разрезы помещений, показывают контуры строительных конструкций, монтажные проемы, площадки, оборудование, оси, вертикальные отметки, а в необходимых случаях места укладки кабелей и вентиляции. Также показывают уклоны трубопроводов, места сварных стыков, расположение фланцев и арматуры приборов.
Документация на монтаж трубопроводов включает также ведомости трубопроводов с указанием границ линий, назначения и категории трубопровода, его рабочих параметров, методов испытаний и пр., а также сводные спецификации на трубы, детали трубопроводов, арматуру, прокладки, болты и опоры.
Для централизованного изготовления сборочных единиц трубопроводов разрабатывают деталировочные чертежи. В них приводят общий вид линии в аксонометрии без масштаба с указанием габаритных размеров, уклонов, высотных отметок привязки к строительным конструкциям, номеров узлов и их границ, мест подключения, мест расположения опор и подвесок. Приводят также таблицу деталей и элементов трубопроводов с указанием характеристик, размеров патрубков и другие сведения, необходимые для изготовления.
Трубы, применяемые; для изготовления трубопроводов. В холодильных установках применяют трубы из разных материалов: стальные, медные, латунные, стеклянные и изготовленные из различных пластмасс. В аммиачных и Других трубопроводах хладагента используют только бесшовные стальные трубы из стали 10 и стали 20, а при температуре ниже — 40 °С из низколегированной стали ЮГ.
Сварные стальные трубы подразделяют на электросварные с продольным или спиральным швом и водогазопроводные (газовые). Водогазопроводные трубы выпускают на давление до 1,0 МПа с гладкими концами под сварку или с трубной резьбой. Их применяют для трубопроводов с температурой среды до 200 °С.
В последние годы в холодильной технике все шире применяют неметаллические трубопроводы. В пищевой, химической, медицинской, микробиологической, нефтехимической и других отраслях народного хозяйства успешно применяют стеклянные трубы. Стойкость против КИСЛОТ и щелочей, прозрачность и гигиеничность сделали их незаменимыми для транспортировки пищевых продуктов и агрессивных сред. Пластмассовые трубы также имеют ряд преимуществ перед металлическими: малую массу, небольшое гидравлическое сопротивление, высокую коррозионную стойкость, достаточные температурные пределы применения труб. Недостатком пластмассовых труб являются значительная разность коэффициентов линейного расширения по сравнению с металлами, а главное — невысокие прочностные характеристики и падение их с увеличением температуры.
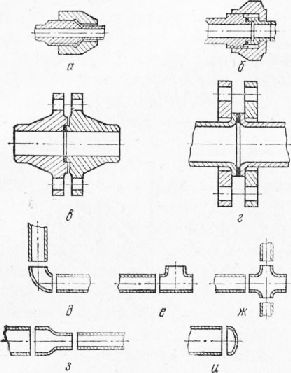
Детали трубопроводов. При монтаже применяют детали следующих видов: фланцы, штуцерно-ниппельные соединения, отводы, круто изогнутые под углом 45, 60, 90 и 180° (калачи), переходы, тройники и крестовины равнопроходные и переходные, заглушки эллиптические. Детали изготовляют в соответствии со стандартом или нормалью (рис. 2).
Фланцы могут иметь различные уплотнительные поверхности (плоские, выступ — впадина, шип — паз).
Плоские приварные фланцы применяют при ру до 2,5 МПа. При более высоком давлении или температуре выше 300 °С независимо от давления используют только фланцы, привариваемый встык (воротниковые). На трубопроводах для аммиака и хлора при давлении 0,25 МПа применяют фланцы, рассчитанные на 4 МПа с уплотнительной поверхностью выступ — впадина (аммиачные фланцы). Материал для изготовления фланцев подбирают с учетом требований ГОСТа на тип фланца и ограничений по температуре при использовании металла (по Госту на металл). Фланцы изготовляют методами ковки, штамповки, обработки резанием, а также гибки из полосы. Ограничения по способу изготовления записаны в Госте на тип фланца.
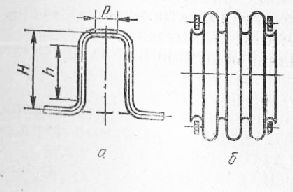
Значительное изменение длины трубопроводов при нагревании (удлинение) или охлаждении (укорачиваем необходимо учитывать при проектировании и монтаже трубопроводов. Величину этого изменения рассчитывают по формулам, известным из курса физики. Для компенсации изменений длины трубопроводов применяют П-образные и линзовые сильфонные компенсаторы (рис. 3, а, б). Чтобы избежать перенапряжений в металле трубопровода при изменении его температуры часть опор жестко закрепляют трубы (неподвижные или «мертвые» опоры), а другие, подвижные опоры позволяют трубе перемещаться относительно них в сторону компенсатора (рис. 3, б, г). В некоторых случаях можно так расположить неподвижные опоры, чтобы повороты трубопровода использовались для компенсации тепловых изменений длины (самокомпенсация). При самокомпенсации происходит упругое сжатие — растяжение прямых участков трубопровода или упругий изгиб криволинейных участков при изменении кривизны поворота без заметного увеличения напряжения в металле трубы.
Вся арматура, выпускаемая промышленностью, имеет единые условные обозначения: две цифры обозначают вид арматуры (кран, задвижка и др.); одна или две буквы обозначают материал; одно- или двузначное число или две последние цифры в трехзначном числе обозначают конструктивные особенности aрматуры; первая цифра в трехзначном числе обозначает род-привода (электро- или пневмопривод, червячная передача и т. д.); одна или две буквы обозначают материал уплотнительных поверхностей. Например, стальной запорный аммиачный угловой папковый вентиль без уплотнительных колец имеет обозначение 15с 13бк. Корпусные детали арматуры окрашивают: в условные цвета в зависимости от материала арматуры, а приводные устройства — в зависимости от материала уплотнительных поверхностей.
На аммиачных трубопроводах устанавливают стальную или чугунную арматуру с фланцевыми или цапковыми соединениями (накидные гайки-цапки). Арматуру из ковкого чугуна применяют при температуре не ниже -30 °С. На хладоновых трубопроводах применяют арматуру из бронзы или ковкого чугуна.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник