Частичный или полный разрыв трубы
Полиэтилен обладает массой преимуществ перед сталью или чугуном, однако к ним не относится механическая прочность при внешнем ударном воздействии. Это самый частый вид повреждения, наряду с течью в узлах трубопровода. Как правило, он возникает в результате неосторожной работы экскаватора при рытье котлована или траншеи. Прокладка полиэтиленовых трубопроводов не предусматривает специальных защитных мероприятий трубы от внешних воздействий, что и является причиной постоянных аварий.

Такой вид повреждения требует замены аварийного участка целым отрезком трубы с рабочим давлением не менее, чем давление в трубопроводе. Этот отрезок устраивается на двух электросварных муфтах.
Проблема воды в трубе
При проведении сварки полиэтиленовых трубопроводов зона сварки обязательна должна быть чистой и сухой. Наличие воды в трубе не является проблемой только при соединении труб механическим способом, с помощью специальных ремонтных или соединительных муфт для полиэтиленовых труб. А если вода попадает в зону сварки во время нагрева, образуется пар и избыточное давление, что приводит к нарушению сплавления материала, вплоть до появления сквозных каналов, делая соединение непригодным для эксплуатации. Важно понимать, что даже несколько капель воды за короткое время сварки электросварной муфты (10-15 минут) способны свести на нет все усилия по подготовке соединения. И чем больше диаметр трубы, тем дороже обойдётся исправление ситуации.
Варианты решения проблемы с водой в трубе
Если задвижка не позволяет полностью перекрыть поток воды, не стоит терять время, надо просто отпустить болты на фланцевом соединении задвижки с трубой, тогда вода будет стекать в колодец, а не в трубу.
Если по какой-либо причине первый вариант не подходит, используют комплексное решение. Сначала высверливают в трубе дополнительное отверстие со стороны тока воды, опускают туда воздушную камеру и надувают её. После окончания сварочных работ камеру извлекают из трубы, а отверстие заваривают электросварной накладкой.
И, наконец, «народный» вариант. Если течение воды совсем невелико, прямо в трубе устраивается несколько заслонов из подручной глины, чего вполне хватает для быстрого проведения сварки. При подаче воды, глина легко вымывается. Техническая простота такого решения никак не сказывается на его эффективности.
Последовательность действий при замене участка трубы
Мы не будем подробно рассматривать технологию ремонта полиэтиленовых труб, так как она в значительной степени состоит из технологии устройства электросварного соединения, опишем лишь самый распространённый способ ремонта — замену повреждённого участка полиэтиленового трубопровода. В общем случае, такой ремонт можно разделить на несколько этапов. В качестве технолии сварочного соединения допускается применять сварку электросварными муфтами или в стык.
Внешний осмотр поврежденной полиэтиленовой трубы
Вначале следует тщательно осмотреть повреждённый участок. Помимо частичного или полного разрыва полиэтиленовой трубы, на ней могут также находиться другие повреждения: срезы, царапины, трещины. Согласно нормативным требованиям, глубина таких повреждений не должна превышать значения в 10% от толщины стенки трубы. В противном случае, сечение считается ослабленным, и такой участок трубы также требует замены.
Подготовка вставки из трубы ПНД
После определения длины заменяемого участка трубы, его вырезают и подготавливают вставку аналогичного размера из неповрежденной трубы. Резка должна производиться под прямым углом к оси трубы, в противном случае спираль электросварной муфты может не везде соприкасаться с трубой, что вызовет её перегрев и перегорание во время сварки. Резать полиэтиленовую трубу можно специальным труборезом, или любым режущим инструментом, который пригоден для резки пластика (или дерева).
В качестве вставки может быть использован отрезок трубы из остатков на объекте, если труба хранилась в защищённом от прямого солнечного света месте, и срок хранения не превышает двух лет со дня изготовления полиэтиленовой трубы. Дата производства, как правило, указана в маркировке трубы. Если подходящего отрезка на объекте не нашлось, в любой специализированной организации, занимающейся ремонтом полиэтиленовых труб, таковой всегда найдётся. Естественно, рабочее давление вставки должно быть не меньше рабочего давления в трубопроводе. А вот марка полиэтилена может быть отличной, но соседней по значению, это допускается при сварке электросварной муфтой.
Позиционирование электросварной муфты на трубе и сварка
Точное позиционирование достигается специальными отметками на концах труб, на расстоянии, равном половине длины муфты. Затем производится подготовка концов труб в соответствии с технологией сварки электросварной муфтой, устанавливаются муфты. Как правило, обе муфты насаживаются полностью на ремонтируемую трубу, а после установки вставки возвращаются в монтажное положение согласно отметкам.

Если ремонтируемая труба долгое время находилась в земле, то под тяжестью грунта её сечение приобретает овальную форму, что для больших диаметров может представлять серьёзную проблему при установке муфт. В этом случае овальность убирают скругляющими накладками, с механическим или гидравлическим приводом. Это дорогостоящие устройства, так что на практике для устранения овальности трубы нередко используют обычный домкрат в сочетании с монтажным поясом.
Иногда бывает достаточно «наживить» муфту на овальную трубу, и при дальнейшем её набивании полиэтиленовая труба выравнивается сама. Это в большей степени касается тонкостенных труб. Допускается также небольшой разогрев трубы строительным феном для приобретения ею большей пластичности. С торцов трубы необходимо снять фаску, чтобы не повредить спираль муфты, также следует избегать ударов по муфте в зоне расположения сварочных клемм. После установки муфт в монтажное положение можно производить сварку.
Опрессовку трубопровода из полиэтилена можно производить как водой, так и воздухом. Во втором случае, после установки необходимого давления в системе, все соединения обмывают мыльным раствором. Если соединения герметичны, мыльный раствор не образует пузырьков, и ремонт произведён качественно.
Источник
Ремонт трубопроводов
В процессе эксплуатации трубопроводы изнашиваются от механического (в основном эрозионного), теплового и коррозионного воздействия. При ремонте выполняются следующие основные работы:
1) замена износившихся деталей и узлов или исправление их до соответствующих норм, допусков и размеров;
2) выверка трубопроводов, а в случае необходимости подгонка опор и подвесок;
3) модернизация или реконструкция трубопроводов с возможной унификацией сменных частей;
4) изоляция трубопроводов;
5) испытание на прочность и плотность;
6) окраска трубопроводов.
За 2 – 3 ч до разборки фланцевых соединений трубопроводов резьбовую часть крепежных деталей необходимо смочить керосином. Отворачивание гаек проводится в два приема: сначала все гайки ослабляются поворотом на 1 /8 оборота, затем отворачиваются полностью в любой последовательности. При разборке трубопроводов с целью замены прокладок весьма трудоемка раздвижка фланцев. Для раздвижки фланцев используются специальные приспособления.
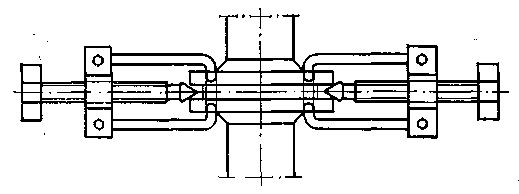
Рисунок – Винтовое приспособление для раздвижки фланцев
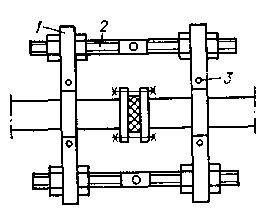
Рисунок – Приспособление для замены прокладки
1 – хомут; 2 – винт; 3 – болт.
Для вырезки прокладок применяются специальные приспособления.
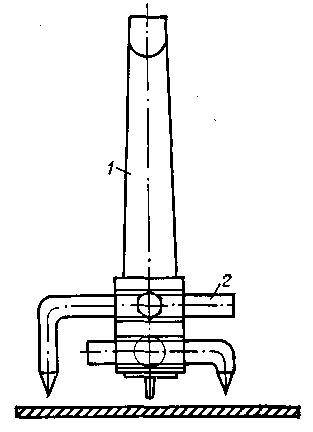
Рисунок – Приспособление для вырезки прокладок
1 – конус; 2 – нож.
При ремонте технологических трубопроводов изношенные участки заменяются новыми, дефектные сварные стыки удаляются, а вместо их ввариваются катушки. Перед удалением участка трубопровода необходимо закрепить разделяемые участки так, чтобы предупредить их смещение. Участок, подлежащий удалению, крепится в двух местах.
После демонтажа участка трубопровода свободные концы оставшихся труб необходимо закрыть пробками или заглушками. При установке нового участка его сначала укрепляют на опорах, а затем сваривают.
Сборка коллектора состоит из соединения отдельных участков, блоков (плетей), деталей и крепления его к опорам и подвескам. Отдельные узлы перед сборкой располагаются в цехе между аппаратами, насосами, арматурой. Сначала сборка выполняется «начерно», т.е. свариваемые детали соединяются прихваткой, фланцевые соединения собираются на монтажных болтах. После такой сборки и выверки горизонтальных и вертикальных участков осуществляется окончательная сварка стыков, а во фланцевых соединениях монтажные болты заменяются шпильками или постоянными болтами с окончательной их затяжкой. После этого трубопровод закрепляется на опорах.
Подъем и укладка узлов и деталей трубопроводов проводятся с помощью стационарных или передвижных грузоподъемных устройств. При сборке отдельных участков трубопроводов передача их веса на насосы и компрессоры должна быть исключена.
На вертикальных аппаратах заменяемые узлы и детали трубопроводов закрепляются стропами в двух местах для их подвешивания.
При подсоединении к другим узлам перестроповка исключается. Поднятый узел или деталь при помощи оправки подгоняется к присоединительному фланцу, а затем устанавливается прокладка и закрепляются все шпильки и болты. После проведения указанных операций стропы снимаются. Если новый узел трубопровода присоединяется на сварке, то стропы снимаются после приварки его первым швом.
При ремонте фланцевых соединений зеркало фланца, находившегося в эксплуатации, очищается от старой прокладки, следов коррозии и т.д.
Перпендикулярность уплотнительной поверхности фланца к оси трубы проверяют при помощи специального приспособления.
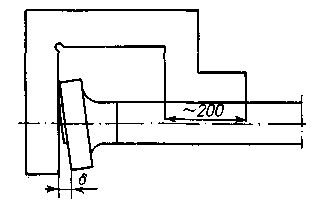
Рисунок – Проверка перпендикулярности уплотнительной поверхности фланца
При ремонте межцеховых трубопроводов замена изношенных участков надземных трубопроводов может выполняться потрубно. Возможна также сборка участков из секций, которые собирают и сваривают из отдельных труб и их элементов вблизи трассы или в трубозаготовительной мастерской. В условиях эстакад, насыщенных большим количеством трубопроводов, ремонт становится более сложным. В этом случае замена изношенных участков или прокладка дополнительных линий возможна лишь отдельными трубами небольшой длины. Трубы поднимаются краном или лебедкой и через верх или бок эстакады заводятся на место. Сборка ведется в направлении, противоположном уклону трубопровода. При укладке трубопроводов на эстакадах, в каналах или лотках окончательное закрепление начинают с неподвижных опор.
При замене участков трубопроводов, работающих при высокой температуре, а также при прокладке дополнительных линий проводится растяжка компенсаторов температурных удлинений.
Растяжка компенсаторов осуществляется с помощью специальных приспособлений, вместе с которыми компенсатор монтируется. После закрепления концов трубопровода на неподвижных опорах приспособление удаляется.
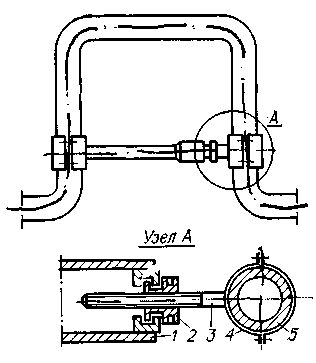
Рисунок – Винтовое приспособление для растяжки компенсаторов
1 – распорка; 2 – натяжная гайка; 3 – винт; 4 – хомут; 5 – труба.
Линзовые компенсаторы устанавливаются на трубопроводах, имеющих продольное и поперечное перемещения. Для предотвращения разрыва линз при сдвиге трубопровода в поперечном направлении на компенсаторах ставятся стяжки. Линзовые компенсаторы растягиваются на половину их компенсирующей способности.
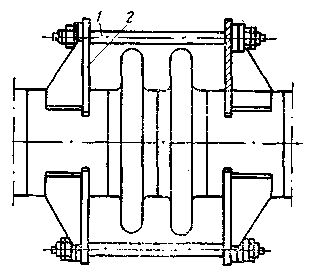
Рисунок – Линзовые компенсаторы со стяжками
1 – тяга; 2 – лапа.
При ремонте трубопроводов, уложенных в грунт, выполняются следующие основные работы:
1) вскрытие засыпанных траншей; отсоединение участков трубопроводов;
2) подъем этих участков на поверхность;
3) очистка наружной поверхности от следов коррозии и остатков старой антикоррозионной изоляции;
4) замена изношенных участков трубопроводов новыми;
5) наложение новой изоляции;
6) укладка трубопровода в траншею.
При наличии мелких повреждений (трещины, раковины, потения и т.д.) трубопровод из работы не выключается. При нетоксичных продуктах ремонт осуществляется наваркой заплат. Разрывы стыков и крупные трещины временно изолируются наложением хомутов. После освобождения трубопровода от продукта поврежденные места вырезаются и ввариваются катушки.
Трубопроводы диаметром до 300 мм, уложенные на глубине не более 1,2 м, ремонтируются с подъемом и укладкой их над траншеей на лежаки. При диаметре более 300 мм ремонт осуществляется непосредственно в траншее с подъемом трубопроводов на высоту 60 – 70 см от дна траншеи с укладкой их на лежаки.
Основным видом ремонта подземных трубопроводов является замена изношенного участка новым. При этом способе извлеченный из траншеи трубопровод разрезается на отдельные части и увозится на ремонтную базу. Новая секция вваривается в коллектор. При подъеме и опускании трубопровода в траншею наиболее напряженные сварные стыки усиливают муфтами или планками. Для лучшего прилегания планок к трубопроводу в середине планок делается выгиб. При усилении муфтами их длина принимается равной 300 мм для труб диаметром 200 – 377 мм и 350 мм для труб диаметром 426 – 529 мм. Диаметр муфты принимается на 50 мм больше диаметра трубопровода. Толщина стенки муфты и трубопровода должна быть одинакова. Допускаемый зазор между муфтой и трубой составляет 2 мм.
При ремонте иногда нужно подключиться к действующим трубопроводам соседних цехов. Такая необходимость возникает и при подключении нового аппарата к действующим цеховым трубопроводам. Подобные врезки чаще всего осуществляются в период остановочных ремонтов. Врезка в действующий трубопровод выполняется с использованием специального приспособления. К трубопроводу в месте врезки подгоняется и приваривается патрубок с фланцем. К этому фланцу на шпильках присоединяется задвижка требуемой серии. К задвижке на фланце крепится приспособление, состоящее из сверла и коронки, на которой укреплены резцы, шток, сальник, грундбукса, упорный шарикоподшипник и штурвал. Вращением коронки при помощи штурвала в стенке основного трубопровода вырезается отверстие требуемого диаметра. После этого шток с коронкой поднимается выше клинкета задвижки и последняя закрывается. Затем с задвижки снимается приспособление и к отводящему патрубку присоединяется новый трубопровод.
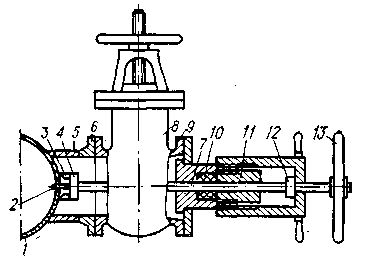
Рисунок – Приспособление для врезки отвода в действующий трубопровод
1 – трубопровод; 2 – сверло; 3 – резец; 4 – коронка; 5 – патрубок; 6,9 – фланцы;
7 – шток; 8 – задвижка; 10 – сальник; 11 – грундбукса;
12 – упорный шарикоподшипник; 13 – штурвал.
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура перед испытанием отключается, концы трубопровода закрываются заглушками. Заглушаются все врезки для контрольно-измерительных приборов. В наиболее низких точках ввариваются штуцеры с арматурой для спуска воды при гидравлическом испытании, а в наиболее высоких – воздушки для выпуска воздуха. В начальных и концевых точках трубопровода устанавливаются манометры с классом точности измерения не ниже 1,5.
Гидравлическое испытание на прочность и плотность обычно проводится до покрытия тепловой и антикоррозионной изоляцией. Величина испытательного давления должна быть равна 1,25 максимального рабочего давления, но не менее 0,2 МПа для стальных, чугунных, винипластовых и полиэтиленовых трубопроводов. Давление при испытании выдерживается 5 мин. После этого оно снижается до рабочего значения. Трубопровод тщательно осматривается. Сварные швы обстукиваются легким молотком. После проведения испытания открываются воздушки и трубопровод полностью освобождается от воды.
Пневматическое испытание осуществляется воздухом или инертным газом. При этом выдерживается давление, равное 1,25 максимального рабочего давления, но не менее 0,2 МПа для трубопроводов из стали.
Испытание на прочность чугунных и пластмассовых надземных трубопроводов не проводится. Пневматическое испытание трубопроводов на прочность не проводится также в действующих цехах, на эстакадах, в каналах, т.е. там, где находятся действующие трубопроводы. Газопроводы, работающие при давлении до 0,1 МПа, испытывают давлением, которое устанавливается проектом.
Источник