Реферат: Технологический процесс ремонта зубчатых и цепных передач
Название: Технологический процесс ремонта зубчатых и цепных передач Раздел: Промышленность, производство Тип: реферат Добавлен 19:24:32 07 июня 2011 Похожие работы Просмотров: 2552 Комментариев: 14 Оценило: 6 человек Средний балл: 3.8 Оценка: 4 Скачать
Конструкция и назначение зубчатых колес.
Зубчатая передача представляет собой передаточный механизм , звеньями которого являются зубчатые колеса, служащие для передачи движения и сил путем непосредственного контакта. Зубчатые передачи получили широкое применение, так как имеют следующие преимущества перед другими видами передач:
— высокий КПД (достигает 0,99);
— возможность применения при окружных скоростях до 150 м/с для передачи мощностей от долей киловатта до десятков тысяч киловатт;
— высокая кинематическая точность; точность изготовления;
— надежность и долговечность работы в различных условиях эксплуатации.
В зависимости от взаимного расположения геометрических осей валов в пространстве зубчатые передачи классифицируются следующим образом:
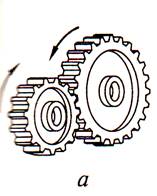
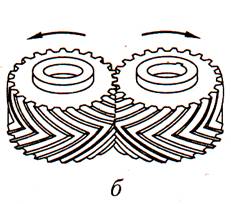
— передачи с параллельными осями; осуществляются цилиндрическими зубчатыми колесами (а, б);
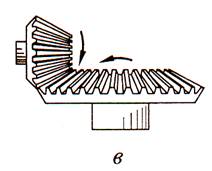
— передачи с пересекающимися осями; осуществляются коническими зубчатыми колесами (в );
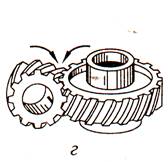
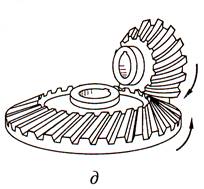
— передачи со скрещивающимися осями; осуществляются цилиндрическими зубчатыми колесами с винтовыми зубьями ( г ), коническими зубчатыми колесами с винтовыми зубьями ( д ), червячным колесом и червяком ( е ).
В зависимости от формы профиля зуба передачи бывают эвольвентными, с зацеплением Новикова, циклоидальными. Наибольшее распространение получили зубчатые передачи с эвольвентным зацеплением.
В зависимости от расположения зубьев на ободе колеса различают передачи с прямыми ( а, в ), косыми, шевронными ( б ) и винтовыми зубьями ( г, д ).
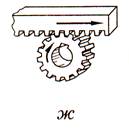
Для преобразования вращательного движения в возвратно-поступательное применяют реечные передачи зубчатое колесо – рейка( ж ).
В зависимости от рабочей скорости различают следующие зубчатые передачи: тихоходные ( окружная скорость до 3 м/с ); среднескоростные ( окружная скорость 3…5 м/); быстроходные ( окружная скорость свыше 15 м/с).
К зубчатым колесам, поступающим нас сборку, и зубчатым передачам предъявляют следующие технические требования:
— зубья колес при контроле на краску должны иметь поверхность контакта, составляющую не менее 0,3 длины зуба и 0,6…0,7 высоты зуба;
— биение колес ( как радиальное, так и торцовое) должно находиться в пределах, установленных техническими условиями для собираемой передачи;
— оси валов под зубчатые колеса должны быть взаимно параллельными
( для цилиндрических передач) или взаимно-перепндикулярными ( для конических зубчатых передач) и лежать в одной плоскости;
— между зубьями колес должен иметься зазор, размер которого зависит от степени точности передачи и определяется по таблицам соответствующих справочников;
— собранна сборочная единица должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы передачи, а также умеренный нагрев подшипниковых опор.
Точность изготовления зубчатых колес и сборки передачи должна соответствовать требованиям ГОСТов.
Технологические процесс сборки цилиндрической зубчатой передачи включает в себя выполнение следующих операций:
— сбоку зубчатого колеса, если в собираемой конструкции предусмотрена установка составных зубчатых колес;
— установка колес на вал и их фиксацию в заданном положении;
— монтаж валов с установленными на них зубчатыми колесами в корпусе;
— регулирование собранного узла с цилиндрическими зубчатыми колесами;
— контроль качества сборки цилиндрической зубчатой передачи.
Качество зацепления собранной зубчатой передачи проверяют на краску. Зубья меньшего колеса покрывают тонким слоем краски и поворачивают передачу на один оборот. После этого по отпечаткам на сопряженном зубчатом колесе судят о качестве сборки, сравнивая полученные отпечатки с установленными нормами. Обычно для передач средней точности отпечатки краски на сопряженном зубчатом колесе должны располагаться в средней части боковой поверхности зуба и составлять 50..60% высоты и не менее 70% длины зуба. В зависимости от расположения пятка контакта можно установить дефекты сборки:
— пятно контакта расположено с одной стороны зуба – перекос колес при
нарезании зубьев или перекос отверстий под подшипники в корпусе (а).
— пятно контакта расположено в верхней части зуба – слишком большой радиальный зазор или несоответствие межосевого расстояния под подшипники в корпусе установленному чертежом (б).
— Пятно контакта расположено у ножки зуба – недостаточный радиальный зазор в результате несоответствия толщины зуба техническим требованиям (в).
Восстановление зубчатых колес и звездочек цепных передач.
Изнашивание зубчатых колес в процессе эксплуатации происходит под воздействием значительных нагрузок — изгибающих, смятия, ударных при одновременном влиянии посторонних твердых частиц, попадающих в зацепление; источников их образования являются как продукты износа, так и загрязненная окружающая среда. Более интенсивно изнашиваются зубчатые колеса, находящиеся в непосредственном зацеплении, которые используются в механизмах коробок скоростей и подач для изменения частоты вращения шпинделя и скорости перемещения поступательно движущихся исполнительных механизмов. У этих зубчатых колес преимущественно изнашиваются торцовые поверхности зубьев.
Дефекты при эксплуатации зубчатых колес являются:
— изнашивание рабочего профиля зуба;
— скол части зуба;
— поломка одного или нескольких зубьев;
— трещины в зубчатом винце, спицах или ступице зубчатого колеса;
— изнашивание посадочного отверстия, сопряженное со смятие шпонки или шлицов;
— вмятины на торцах зубьев.
Для изготовления зубчатых колес как правило применяют такие материалы, как сталь, чугун, цветные металлы, сплавы и неметаллы, что влияет на выбор восстановления зубчатых колес.
При работе зубчатых передач наиболее часто износу подвергается рабочий профиль зуба. Зубчатое колесо в этом случае, как правила, не восстанавливают, а заменяют новым. Причем, если одно из зубчатых колес требует замены, то для сохранения нормальной работы передачи необходимо заменить и второе колесо пары, даже если оно не подверглось износу. Поэтому весьма важным является постоянный контроль состояния зубчатых колес.
При одновременной нагрузке зубья зубчатого колеса изнашиваются только с одной стороны, что делает целесообразным при проведении текущего ремонта не производить замену такого колеса, его достаточно повернуть таким образом, чтобы в новом положении зубчатая пара передавала нагрузку неизношенной стороной.
Восстановление зубчатых колес осуществляется несколькими способами в зависимости от характера изнашивания.
Зубчатые колеса со сломанным или выкрашенным зубом нельзя оставлять в работающим механизме, так как это может привести к поломке зубьев
сопряженного колеса и выходу из строй всего механизма. В ответственных быстроходных передачах такие зубчатые передачи подлежат замене. В
тихоходных зубчатых передачах экономически выгоднее направить такое зубчатое колеса на восстановление.
Восстановление зубчатых колес со сломанным или выкрошенным зубом может быть выполнено следующим способом:
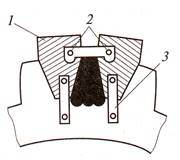
— наплавкой нового зуба взамен изношенного по медным шаблонам (а).
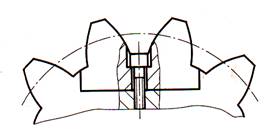
— установкой вставки, закрепляемой винтом (б).
— установкой вставки в пазу типа «ласточкин хвост» с последующим ее закреплением сваркой (в).
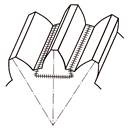
При восстановлении наплавкой используют медные шаблоны 1, воспроизводящие форму впадины между зубьями. Эти шаблоны обеспечивают возможность формирования боковой поверхности зуба. Положение шаблонов на зубчатом венце фиксируют планками 2 и 3. Так как наплавляемый металл не приваривается к медным шаблонам из-за высокой теплопроводности меди, после наплавки они легко удаляются.
Восстановление двух- и трехвенцовых блоков зубчатых колес осуществляется путем замены одного или двух шестерен блока новыми.
Восстановление зубчатых секторо в, подобно восстановлению зубчатых колес, выполняется путем замены зубчатого венца, который изготавливают мак же, как зубчатый венец для колес, в затем вырезают из него нужный по величине сектор.
Зубчатые колоса, изготовленные из полимерных материалов , восстановлению не подлежат, их изготовляют заново методом литья под давлением в предварительно подготовленную форму.
Восстановление текстолитовых зубчатых колес , изготовленных из набора текстолитовых дисков, скрепленных между собой стальными фланцами, не практикуется.
Изнашивание звездочек цепных передач происходит главным образом, за счет смятия зубьев или их поломки, а также ослабления посадки звездочек на валах. Посадочные места звездочек цепных передач восстанавливают теми же способами, что и посадочные места шкивов ременных передач. При изнашивании зубьев звездочек заменяют зубчатые венцы, что является достаточной операцией, так как по конструктивному решению большинство моделей звездочек, используемых в механизма передачи движения в промышленного оборудовании, имеют составное устройство. В такой конструкции звездочек отдельно изготовленные ступица и зубчатый венец при соединении образуют единую сборочную единицу.
Восстановление зубчатых колес, изношенных по профилю зуба, осуществляется с соблюдением следующего технологического маршрута:
— стачивают зубчатый венец, обеспечивая получение посадочного места под установку нового ( обработка ведется на оправке, закрепленной в центрах токарного станка);
— вытачивают заготовку нового зубчатого венца, а затем, используют эту поверхность, как базовую , обрабатывают отверстие для установки кольца на посадочное место ступицы, подготовленное заранее;
— устанавливают заготовку зубчатого венца на посадочное место ступицы, фиксируя ее положение стопорными винтами или штифтами;
— нарезают зубья соответствующего модуля на заготовке восстанавливаемого зубчатого колеса, используя фрезерный станок.
Технологический маршрут восстановления зубчатого колеса.
Источник
Реферат на тему: «Цепные передачи»
Депобразования и молодежи Югры
бюджетное учреждение среднего профессионального образования
Ханты-Мансийского автономного округа – Югры
«Мегионский профессиональный колледж»
(БУ «Мегионский профессиональный колледж»)
Специальность131018Разработка и Эксплуатация нефтяных и газовых месторождений
Реферат на тему:
Выполнила: Пириева Э.С
Проверил: Магерамов А.М
1. ОБЩИЕ СВЕДЕНИЯ
Цепная передача состоит из ведущей и ведомой звездочек и цепи, охватывающей звездочки и зацепляющейся за их зубья. Применяют также цепные передачи с несколькими ведомыми звездочками. Кроме перечисленных основных элементов, цепные передачи включают натяжные устройства, смазочные устройства и ограждения.
Цепь состоит из соединенных шарнирами звеньев, которые обеспечивают подвижность или «гибкость» цепи.
Цепные передачи могут выполняться в широком диапазоне параметров.
Широко используют цепные передачи в сельскохозяйственных и подъемно-транспортных машинах, нефтебуровом оборудовании, мотоциклах, велосипедах, автомобилях.
Цепные передачи применяют :
а) при средних межосевых расстояниях, при которых зубчатые передачи требуют промежуточных ступеней или паразитных зубчатых колес, не вызываемых необходимостью получения нужного передаточного отношения;
б) при жестких требованиях к габаритам или
в) при необходимости работы без проскальзывания (препятствующего применению клиноременных передач).
Кроме цепных приводов, в машиностроении применяют цепные устройства, т. е. цепные передачи с рабочими органами (ковшами, скребками) в транспортерах, элеваторах, экскаваторах и других машинах.
Достоинства цепных передач :
возможность применения в значительном диапазоне межосевых расстояний;
меньшие, чем у ременных передач, габариты;
малые силы, действующие на валы, так как нет необходимости в большом начальном натяжении;
возможность легкой замены цепи;
возможность передачи движения нескольким звездочкам.
Недостатки цепных передач:
они работают в условиях отсутствия жидкостного трения в шарнирах и, следовательно, с неизбежным их износом, существенным при плохом смазывании и попадании пыли и грязи; износ шарниров приводит к увеличению шага звеньев и длины цепи, что вызывает необходимость применения натяжных устройств;
они требуют более высокой точности установки валов, чем клиноременные передачи, и более сложного ухода — смазывания, регулировки;
передачи требуют установки н картерах;
скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения, хотя эти колебания небольшие.
Цепи, применяемые в машиностроении, по характеру выполняемой ими работы подразделяют на две группы: приводные и тяговые. Цепи стандартизованы, их производят на специализированных заводах. Выпуск только приводных цепей в СССР превышает 80 млн. м в год. Ими оснащается ежегодно более 8 млн. машин.
В качестве приводных применяют роликовые, втулочные и зубчатые цепи. Для них характерны малые шаги (для уменьшения динамических нагрузок) и износоустойчивые шарниры (для обеспечения долговечности).
Основными геометрическими характеристиками цепей являются шаг и ширина, основной силовой характеристикой — разрушающая нагрузка, устанавливаемая опытным путем. В соответствии с международными стандартами применяют цепи с шагом, кратным 25,4 мм (т. е.
В СССР изготовляют следующие приводные роликовые и втулочные цепи по ГОСТ 13568—75*:
ПРЛ — роликовые однорядные нормальной точности;
ПР — роликовые повышенной точности;
ПРД — роликовые длиннозвенные;
ПРИ — роликовые с изогнутыми пластинами,
а также роликовые цепи по ГОСТ 21834—76* для буровых установок (в быстроходных передачах).
Роликовые цепи — это цепи со звеньями, каждое из которых выполнено из двух пластин, напрессованных на валики (наружные звенья) или на втулки (внутренние звенья). Втулки надеты на валики сопряженных звеньев и образуют шарниры. Наружные и внутренние звенья в цепи чередуются.
Втулки, в свою очередь, несут ролики, которые входят во впадины между зубьями на звездочках и сцепляются со звездочками. Благодаря роликам трение скольжения между цепью и звездочкой заменяется трением качения, что уменьшает износ зубьев звездочек. Пластины очерчивают контуром, напоминающим цифру 8 и приближающим пластины к телам равного сопротивления растяжению.
Валики (оси) цепей выполняют ступенчатыми или гладкими.
Концы валиков расклепывают, поэтому звенья цепи неразъемны. Концы цепи соединяют соединительными звеньями с закреплением валиков шплинтами или расклепыванием. В случае необходимости использования цепи с нечетным числом звеньев применяют специальные переходные звенья, которые, однако, слабее, чем основные;
поэтому обычно стремятся применять цепи с четным числом звеньев.
При больших нагрузках и скоростях во избежание применения цепей с большими шагами, неблагоприятных в отношении динамических нагрузок, применяют многорядные цепи. Их составляют из тех же элементов, что и однорядные, только их налики имеют увеличенную длину. Передаваемые мощности и разрушающие нагрузки многорядных цепей почти пропорциональны числу рядов.
Характеристики роликовых цепей повышенной точности ПР приведены в табл. 1. Роликовые цепи нормальной точности ПРЛ стандаргизованы в диапазоне шагов 15,875.. .50,8 и рассчитаны на разрушающую нагрузку на 10…30% меньше, чем у цепей попышонной точности.
Длинно-звенные роликовые цепи ПРД выполняют в удвоенным шагом по сравнению с обычными роликовыми. Поэтому они легче и дешевле обычных. Их целесообразно применять при малых скоростях, в частности, в сельскохозяйственном машиностроении.
Втулочные цепи ПВ по конструкции совпадают с роликовыми, но не имеют роликов, что удешевляет цепь и уменьшает габариты и массу при увеличенной площади проекции шарнира. Эти цепи изготовляют с шагом только 9,525 мм и применяют, в частности, в мотоциклах и в автомобилях (привод к распределительному валу). Цепи показывают достаточную работоспособность.
Роликовые цепи с изогнутыми пластинами ПРИ набирают из одинаковых звеньев, подобных переходному звену (см. рис. 12.2, е). В связи с тем, что пластины работают на изгиб и поэтому обладают повышенной податливостью, эти цепи применяют при динамических нагрузках (ударах, частых реверсах и т. д.).
В обозначении роликовой или втулочной цепи указывают: тип, шаг, разрушающую нагрузку и номер ГОСТа (например, Цепь ПР-25,4-5670 ГОСТ 13568 -75*>. У многорядных цепей в начале обозначения указывают число рядов.
Зубчатые цепи (табл. 2) — это цепи со звеньями из наборов пластин. Каждая пластина имеет по два зуба со впадиной между ними для размещения зуба звездочки. Рабочие (внешние) поверхности зубьев этих пластин (поверхности контакта со звездочками, ограничены плоскостями и наклонены одна к другой под углом вклинивания , равным 60°). Этими поверхностями каждое звено садится на два зуба звездочки. Зубья звездочек имеют трапециевидный профиль.
Пластины в звеньях раздвинуты на толщину одной или двух пластин сопряженных звеньев.
В настоящее время в основном изготовляют цепи с шарнирами качения, которые стандартизованы (ГОСТ 13552—81*).
Для образования шарниров в отверстия звеньев вставляют призмы с цилиндрическими рабочими поверхностями. Призмы опираются на лыски. При специальном профилировании отверстии пластин и соответствующих поверхностей призм можно получить в шарнире практически чистое качение. Имеются экспериментальные и эксплуатационные данные о том, что ресурс зубчатых цепей с шарнирами качения во много раз выше, чем цепей с шарнирами скольжения.
Во избежание бокового сползания цепи со звездочек предусматривают направляющие пластины, представляющие собой обычные пластины, но без выемок для зубьев звездочек. Применяют внутренние или боковые направляющие пластины. Внутренние направляющие пластины требуют проточки соответствующей канавки на звездочках. Они обеспечивают лучшее направление при высоких скоростях и имеют основное применение.
Достоинствами зубчатых цепей по сравнению с роликовыми являютсются меньший шум, повышенная кинематическая точность и допускаемая скорость, а также повышенная надежность, связанная с многопластинчатой конструкцией. Однако они тяжелее, сложнее в изготовлении и дороже. Поэтому они имеют ограниченное применение и вытесняются роликовыми цепями.
Тяговые цепи подразделяют г. а три основных типа: пластинчатые но ГОСТ 588—81*; разборные по ГОСТ 589 85; круглозвенные (нормальной и повышенной прочности) соответственно по ГОСТ 2319—81.
Пластинчатые цепи служат для перемещения грузов под любым углом к горизонтальной плоскости в транспортирующих машинах (конвейерах, подъемниках, эскалаторах и др.). Они обычно состоят из пластин простой формы и осей со втулками или без втулок; для них характерны
большие шаги, так как боковые пластины часто используют для закрепления полотна транспортера. Скорости движения цепей этого типа обычно не превышают 2. 3 М/С.
Круглозвенные иепи используют в основном для подвеса и подъема грузов.
Существуют специальные цепи, передающие движение между звездочками с взаимно перпендикулярными осями. Валики (оси) двух соседних звеньев такой цепи взаимно перпендикулярны.