- ТЕХНОЛОГИЯ РЕМОНТА ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТЛ-2К1 (электровозы ВЛ10 и ВЛ11)
- Это довольно большая работа; в ней 75 страниц текста, 15 рисунков; приложены 4 чертежа в программе Компас. Обычно задают не полностью двигатель, а какой-нибудь его узел. Если вам так задали — можно сократить данную работу, либо воспользоваться нашими работами d_3.2 — d_3.5
- Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
- Ремонт тягового электродвигателя тл 2к1

ТЕХНОЛОГИЯ РЕМОНТА ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ТЛ-2К1
(электровозы ВЛ10 и ВЛ11)
Это довольно большая работа; в ней 75 страниц текста, 15 рисунков; приложены 4 чертежа в программе Компас. Обычно задают не полностью двигатель, а какой-нибудь его узел. Если вам так задали — можно сократить данную работу, либо воспользоваться нашими работами d_3.2 — d_3.5
1 Краткая характеристика тягового двигателя ТЛ-2К1
1.1 Назначение тягового двигателя ТЛ-2К1
Тяговый электродвигатель постоянного тока ТЛ-2К1 (рис.1) предназначен для преобразования электрической энергии, получаемой из контактной сети, в механическую. Вращающий момент вала якоря электродвигателя передается на колесную пару через двустороннюю одноступенчатую цилиндрическую косозубую передачу. При такой передаче подшипники электродвигателя не получают добавочных нагрузок по аксиальному направлению.
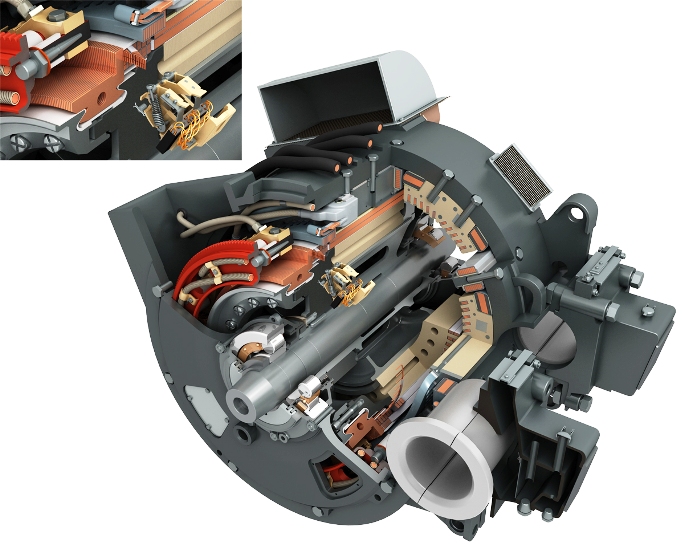
Рисунок 1 – Общий вид тягового электродвигателя ТЛ-2К1
Подвешивание электродвигателя опорно-осевое. С одной стороны он опирается моторно-осевыми подшипниками на ось колесной пары электровоза, а с другой — на раму тележки через шарнирную подвеску и резиновые шайбы. Тяговый электродвигатель имеет высокий коэффициент использования мощности (0,74) при наибольшей скорости электровоза. Возбуждение электродвигателя в тяговом режиме — последовательное, а в рекуперативном — независимое.
Система вентиляции независимая, аксиальная, с подачей вентилирующего воздуха сверху в коллекторную камеру и выбросом вверх с противоположной стороны вдоль оси электродвигателя.
1.2 Технические данные электродвигателя ТЛ-2К1
Технические данные электродвигателя ТЛ-2К1 следующие:
- Напряжение на зажимах электродвигателя, В. 1500
- Часовой режим
Ток, А. 480
Мощность, кВт. 670
Частота вращения, об/мин. 790
К. п. д. 0,931 - Продолжительный режим
Ток, А. 410
Мощность, кВт. 575
Частота вращения, об/мин. 830
К. п. д. 0,93 - Класс изоляции по нагревостойкости:
обмотки якоря. В
полюсной системы . F - Наибольшая частота вращения при среднензношенных бандажах,
об/мин . 1690 - Передаточное отношение. 88/23
- Сопротивление обмоток при температуре 20°С, Ом:
главных полюсов. 0,025
дополнительных полюсов и компенсационных катушек. 0,0356 якоря. 0,0317 - Количество вентилирующего воздуха, м3/мин, не менее. 95
- Масса без шестерни, кг. 5000
1.3 Конструкция тягового электродвигателя ТЛ-2К1
Тяговый электродвигатель ТЛ-2К1 состоит из остова 3 (рис. 2), якоря 6, щеточного аппарата 2 и подшипниковых щитов 1, 4. Остов представляет собой отливку из стали марки 25Л-П цилиндрической формы и служит одновременно магнитопроводом. К нему прикреплены шесть главных и шесть дополнительных полюсов, поворотная траверса с шестью щеткодержателями и щиты с роликовыми подшипниками, в которых вращается якорь электродвигателя.
Установку подшипниковых щитов производят в такой последовательности: собранный остов с полюсными и компенсационными катушками ставят стороной, противоположной коллектору, вверх. Индуктивным нагревателем нагревают горловину до температуры 100—150°С, вставляют и крепят щит восемью болтами М24 из стали 45. Затем поворачивают остов на 180°, опускают якорь, устанавливают траверсу и аналогично описанному выше вставляют другой щит и крепят его восемью болтами М24. С наружной поверхности остов имеет два прилива для крепления букс моторно-осевых подшипников, прилив и съемный кронштейн для подвешивания электродвигателя, предохранительные приливы для транспортировки. Со стороны коллектора имеются три люка, предназначенных для осмотра щеточного аппарата и коллектора. Люки герметично закрываются крышками 7, 11, 15 (см. рис. 2).
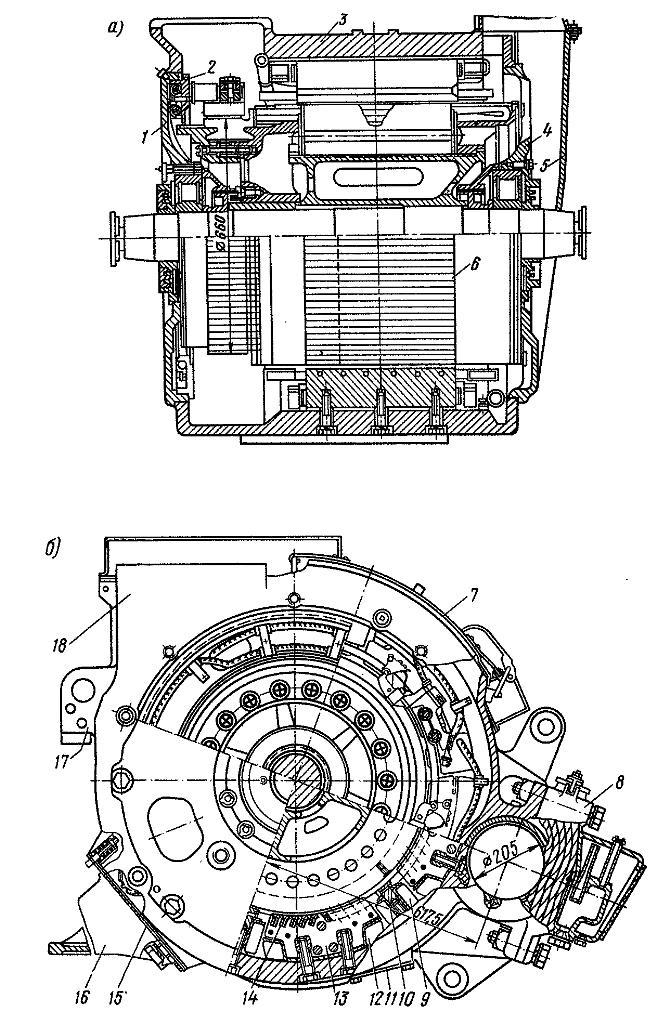
Рисунок 2 – Продольный (а) и поперечный (б) разрезы тягового электродвигателя ТЛ-2К1
Крышка 7 верхнего коллекторного люка укреплена на остове специальным пружинным замком, крышка 15 нижнего люка одним болтом М20 и специальным болтом с цилиндрической пружиной, а крышка 11 второго нижнего люка — четырьмя болтами M12. Для подвода воздуха со стороны, противоположной коллектору, через специальный кожух 5, укрепленный на подшипниковом щите и остове. Выводы из электродвигателя выполнены кабелем марки ППСРМ-1-4000 площадью сечения 120 мм2. Кабели защищены брезентовыми чехлами с комбинированной пропиткой. На кабелях имеются ярлычки из полихлорвиниловых трубок с обозначением Я, ЯЯ, К и КК. Выводные кабели Я и ЯЯ (рис. 3) соединены с обмотками якоря, дополнительных полюсов и с компенсационной, а выводные кабели К и КК соединены с обмотками главных полюсов
Фрагмент работы с оформлением в формате PDF можно посмотреть ЗДЕСЬ
В комплект входит чертеж тягового двигателя ТЛ-2К1 электровоза ВЛ-10 на формате А1 в программе «Компас» (формат CDW), а также отдельные чертежи МОП, траверсы, щеткодержателя.
Источник
Ремонт тягового электродвигателя тл 2к1
ТЕКУЩИЙ РЕМОНТ ТР-3 ТЯГОВЫХ ДВИГАТЕЛЕЙ ТЛ-2К1 ЭЛЕКТРОВОЗОВ ВЛ10, ВЛ11 — ЧАСТЬ 1
Разборка тяговых двигателей
Поступившие в ремонт двигатели продуть сухим сжатым воздухом давлением 0,2-0,3 МПа (2-3 кгс/см 2 ) в продувочной камере.
Очистку тяговых двигателей в собранном состоянии производить в моечных машинах, в которых в качестве моющей жидкости должны использоваться средства, предназначенные для обмывки изоляции. При использовании других моющих средств должны быть приняты меры, исключающие попадание жидкости внутрь двигателя. В исключительных случаях, разрешается очистка машин с помощью скребков, обтирки и т. д. Разборка и ремонт неочищенных машин запрещаются.
Разборку тяговых двигателей производить в вертикальном положении на механизированных позициях, оборудованных кантователем, прессом для выемки подшипниковых щитов и пневматическим гайковёртом, или в горизонтальном положении, при помощи специальных приспособлений для выемки якоря. Перед разборкой следует проверить осевой разбег якоря.
Дефектация узлов тяговых двигателей
Дефектация остова и его деталей
Остов осмотреть на отсутствие или наличие трещин.
Измерить величину сопротивления изоляции обмотки магнитной системы по отношению к остову. Измерение сопротивления изоляции магнитной системы осто-
ва должно производиться в соответствии с требованиями ГОСТ 11828-86 при помощи мегомметра с испытательным напряжением 2500В. Величина сопротивления изоляции должна соответствовать значениям, установленным нормативной документацией на конкретные типы электрических машин.
Измерить активное сопротивление цепей главных, добавочных полюсов и компенсационной обмотки. Величины активных сопротивлений обмоток (при температуре 20 º С) должны соответствовать значениям, приведённым в Приложениях Д, Е настоящего Руководства.
Осмотреть магнитную систему остова в собранном виде, обратив внимание на состояние изоляции катушек и выводов для выявления сколов, выжигов, механических повреждений изоляции, ослабления посадки катушек, дефектов сердечников полюсов.
Подшипниковые щиты и крышки тщательно осмотреть для выявления трещин, сколов и других повреждений.
Проверить состояние лабиринтных поверхностей крышек подшипников и подшипникового щита стороны коллектора. Разрешается оставлять без исправлений раковины в лабиринтных нитках длиной не более 3 мм каждая, при общей длине раковины на одной нитке не более 5%. При этом не должно быть совпадения раковины на двух смежных нитках лабиринта.
Дефектация якоря тяговых двигателей
При электрических испытаниях якоря необходимо выполнить следующие ра-
измерить величину сопротивления изоляции обмотки якоря по отношению к
валу якоря. Измерение сопротивления изоляции обмотки якоря должно производиться в соответствии с требованиями ГОСТ 11828-86 при помощи мегомметра с испытательным напряжением 2500В. Величина сопротивления изоляции должна соответствовать значениям, установленным нормативной документацией на конкретные типы электрических машин.
измерить величину активного сопротивления обмотки якоря. Величина сопротивления обмотки якоря в практически холодном состоянии (при температуре 20 º С) должна находиться в пределах, указанных в приложениях Д, Е настоящего Руководства;
проверить обмотку якоря на межвитковое замыкание методом импульсного напряжения или падения напряжения, убедиться в отсутствии межвитковых замыканий.
На позиции дефектации узлов якоря необходимо:
проверить состояние лобовых частей якоря, бандажей, вала, пакета сердечника, коллектора;
проверить отсутствие выжига изоляции, железа сердечника, меди коллектора и обмотки;
проверить наружные поверхности внутренних колец подшипников качения, насаженных на валы тяговых двигателей.
На основании результатов проверки, испытаний и измерений, а также сведениях о пробегах в эксплуатации следует принять решение о проведении ТР-3 или переводе остова и якоря в капитальный ремонт с отправкой на ремонтный завод.
Ремонт остова и магнитной системы.
Произвести продувку наружных и внутренних поверхностей остова.
Наружные поверхности остова протереть ветошью, смоченной в обезвоженном керосине, катушки и межкатушечные соединения протереть салфетками, смоченными в бензине.
Произвести осмотр и освидетельствование механической и электрической частей остова.
Осмотреть привалочные поверхности подшипниковых щитов и места прилегания крышек коллекторных люков и вентиляционных сеток.
Указанные поверхности должны иметь ровную гладкую поверхность без выработок, забоин и заусенцев. Незначительные забоины, выработки и заусенцы уст-
ранить запиловкой напильником или зачисткой шлифовальной машинкой до выравнивания поверхности.
Осмотреть остов на наличие трещин и других дефектов, особо обращая внимание на возможные трещины:
в горловинах под подшипниковые щиты;
по резьбовым отверстиям крепления подшипниковых щитов;
в углах коллекторных и вентиляционных люков;
в приливах поддерживающих выступов (носиков);
в проушинах для транспортировки тягового двигателя.
Произвести разделку и заварку трещин, предварительно сняв полюса, расположенные вблизи от места заварки.
Допускается заварка следующих трещин в остове:
у резьбовых отверстий под болты крепления подшипниковых щитов, направленных к кромке горловины остова;
у коллекторных или вентиляционных люков длиной не более 150 мм и не выходящих на ярмо остова (места под полюсы);
в средней части моторно-осевой горловины длиной не более 100 мм, не выходящих на торцовую стенку остова или на выступ остова.
Места заварки зачистить заподлицо с основной поверхностью до шероховатости, указанной на чертеже.
Проверить расстояние между опорными поверхностями поддерживающих выступов (носиков) и состояние сменных пластин на них.
Забоины и заусенцы на сменных пластинах поддерживающих выступов (носиков) и кронштейнов подвески (при опорно-рамном подвешивании) зачистить.
Изношенные по толщине пластины – заменить. Ослабленные пластины приварить по контуру сплошным швом. При отсутствии отверстий для заклёпок на нижнем выступе (носике), произвести наплавку его изношенной поверхности с последующей механической обработкой.
Допускается наплавка поддерживающего выступа (носика) при износе его литой части не более 10 мм.
Выпуск в эксплуатацию тяговых двигателей с повреждёнными поддерживающими выступами (носиками) запрещается.
Произвести осмотр горловин остова под подшипниковые щиты и вкладыши моторно-осевых подшипников, измерить диаметр горловин, определить их овальность и конусность.
Диаметр горловины под подшипниковый щит определять как полусумму двух диаметров, измеренных по двум взаимно перпендикулярным осям (Приложения А, п.п. 1,2; Б, п.1).
Овальность горловины под подшипниковый щит определять как разность двух диаметров, измеренных по двум взаимно-перпендикулярным осям (Приложения А, п.4; Б, п.3).
Диаметр моторно-осевой горловины определять как полусумму двух диаметров, измеренных с обеих сторон плоскости разъёма остова и буксы на расстоянии 10 мм от этой плоскости (Приложения А, п.8; Б, п.11).
Овальность моторно-осевой горловины определять как разность между найденным средним диаметром горловины и диаметром, измеренным в направлении, перпендикулярном к плоскости разъёма при полностью затянутых болтах букс МОП и установленных прокладках (Приложения А, п.9; Б, п.12).
Натяг вкладыша моторно-осевого подшипника определять как разность между найденным средним диаметром горловины и диаметром, измеренным в направлении, перпендикулярном к плоскости разъёма при полностью затянутых болтах букс МОП без постановки прокладок (Приложения А, п.24; Б, п.30). Натяг регулировать изменением толщины прокладок между привалочными поверхностями буксы и остова на указанную величину.
Конусность моторно-осевой горловины определять как разность между двумя средними диаметрами, измеренными с обеих сторон (в начале и в конце горловины). При износе горловин более допустимой величины, произвести электродуговую наплавку изношенных поверхностей с последующей механической обработкой
до чертёжных размеров.
При овальности или конусности горловин более допустимой величины, произвести расточку горловин до следующего ремонтного размера.
Проверить калибрами резьбовые отверстия в остове.
Резьбовые отверстия, имеющие повреждённую и сорванную резьбу прогнать метчиками.
При невозможности восстановления дефектных резьбовых отверстий, произвести их заварку с последующей сверловкой и нарезкой новой резьбы, или установку втулки в рассверленное отверстие с последующей её приваркой и нарезкой резьбы необходимого размера.
Измерить длину остова по внешним кромкам моторно-осевых горловин и горловин под подшипниковые щиты.
При несоответствии длины остова размерам, указанным в Приложениях А, п.5 и Б, п.4, произвести электродуговую наплавку изношенных кромок с последующей механической обработкой до чертёжных размеров.
Проверить состояние и качество приварки кронштейнов щёткодержателей (двигатели ЭД-118, ЭД-121, ЭДУ-133).
Заусенции, забоины и оплавления опилить напильником и зачистить наждачной бумагой.
Погнутости, трещины в сварных швах кронштейнов недопускаются.
Произвести осмотр и необходимый ремонт крышкам коллекторных люков, вентиляционным сеткам, заглушкам и защитным козырькам вентиляционных отверстий.
Внутренние поверхности крышек коллекторных люков протереть ветошью, смоченной в керосине. Вентиляционные сетки прочистить и продуть сжатым воздухом.
Обнаруженные трещины на деталях – заварить, погнутости – выправить. Проверить плотность прилегания крышек коллекторных люков к остову (ста-
При неплотном прилегании крышек к привалочным поверхностям остова, заменить уплотнительные прокладки, а имеющиеся вмятины и погнутости на крышках – выправить.
Повреждённые вентиляционные сетки заменить на исправные. Допускается уменьшение сечения вентиляционных сеток не более чем на 10%.
Запорные устройства крышек коллекторных люков отрегулировать. Неисправные запорные устройства – отремонтировать или заменить.
При необходимости, произвести окраску внутренних поверхностей крышек электроизоляционной эмалью.
Осмотреть и произвести необходимый ремонт устройствам фиксации и проворота траверсы.
Шестерни, валики и болты с износом, трещинами и погнутостями заменить. Отверстия в остове под установку указанных деталей прочистить, протереть и покрыть консистентной смазкой.
Проверить затяжку полюсных болтов и гаек.
Проверку затяжки производить моментным ключом или обстукиванием головок болтов (гаек) молотком.
Ослабленные полюсные болты, залитые компаундной массой, определять по состоянию заливки. Наличие трещин и выкрашиваний компаундной массы указывает на ослабление болтов.
Полюсные болты (гайки) с дефектами (оборванные, с изношенными или забитыми гранями головок, с трещинами) заменить. Ослабленные болты (гайки) вывернуть и проверить. При обнаружении хотя бы одного болта с трещиной, все болты данного полюса заменить. Пружинные шайбы при смене болтов заменить на новые.
Окончательную затяжку полюсных болтов производить при подогретых до температуры 70-100°С катушках.
Произвести осмотр покровной изоляции полюсных катушек и катушек компенсационной обмотки.
Покровная изоляция катушек должна быть целой, чистой и сухой. Повреждения покровной изоляции и наличие следов перегрева не допускаются.
Проверить прочность посадки катушек главных и добавочных полюсов на сердечниках.
Проверку производить при затянутых полюсных болтах (гайках) по видимым следам смещения, а именно: натёртости, зашлифованности на пружинных фланцах и поверхности катушек, ослаблении диамагнитных угольников на сердечниках добавочных полюсов, наличии ржавчины.
Разрешается производить уплотнение полюсных катушек на сердечниках и компенсационных обмоток в пазах прокладками из стеклопласта или пропитанного электрокартона, а также путём набивки между катушкой и сердечником пропитанных эпоксидным компаундом концов с последующим покрытием стыков эпоксидным компаундом.
При наличии неплотности между катушкой и остовом после подтяжки болтов, разрешается устанавливать дополнительные прокладки из электрокартона или стеклотекстолита.
Измерить сопротивление изоляции цепей главных, добавочных полюсов и компенсационной обмотки магнитной системы.
При сопротивлении изоляции менее 1,5 МОм но больше «0», произвести сушку магнитной системы в печи при температуре 130-140°С в течение 10-12 часов.
При сопротивлении изоляции одной из обмоток равной «0» или когда изоляцию не удаётся восстановить сушкой, необходимо цепи магнитной системы разбить на отдельные участки разъединением шин и межкатушечных соединений и выявить участок цепи или катушку с пробитой или недопустимо низкой изоляцией.
Измерить активное сопротивление цепей обмоток главных, добавочных полюсов и компенсационной обмотки.
При заниженном значении измеренного активного сопротивления, все катушки полюсов проверить на межвитковое замыкание, разъединив шины и межкатушечные соединения.
Произвести проверку контактных соединений магнитной системы и целостность выводов катушек, прогрев их двойным часовым током в течение 3-10 мин (в зависимости от типа двигателя).
Нагрев всех участков должен быть одинаковым. Если же некоторые участки имеют по сравнению с другими повышенный нагрев, это показывает на слабость контакта, приведшего к увеличению переходного сопротивления в соединении. Если повышенный нагрев имеет одна из катушек, это может быть результатом витковых замыканий.
Соединение с признаками неудовлетворительного контакта разизолировать и устранить причину перегрева:
проверить состояние крепящих болтов и наконечников. При необходимости, наконечники выправить, зачистить, облудить и проверить на плотность прилегания. Дефектные наконечники, болты, гайки заменить;
негодный наконечник срезать вместе с запрессованным в него проводом, подготовить срезанный конец провода под насадку нового наконечника, насадить наконечник, опрессовать вместе с проводом, пропаять с торца, зачистить и облудить;
провода в местах соединения с наконечником заизолировать;
болты затягивать динамометрическими ключами. Моменты затяжки должны соответствовать требованиям технической документации;
паяные соединения, имеющие некачественную пайку – перепаять.
Полюсы с катушками, имеющими пробой изоляции, межвитковое замыкание, повреждение покровной изоляции, неисправность вывода – заменить.
При наличии работ, связанных со сменой полюсов (демонтажём полюсов для заварки трещины), ремонтом компенсационной обмотки, остов перевести в средний ремонт.
Проверить состояние соединительных и выводных проводов, а также их крепление внутри остова.
При осмотре и ремонте проводов соблюдать следующие требования:
провода, имеющие перегрев или обрыв жил более 10%, заменить или отремонтировать с перепайкой наконечников;
провода с перетёртой, хрупкой и потрескавшейся изоляцией – заменить;
повреждённую изоляцию выводных проводов восстанавливать, если участок повреждения находится не ближе 200 мм от места выхода из выводной коробки и участок повреждения не превышает 100 мм;
выводные провода разрешается сращивать наконечниками на расстоянии не менее 200 мм от места выхода из выводной коробки;
резиновые втулки, слабо сидящие на проводах или в отверстиях остова, а также повреждённые – заменить;
защитные рукава на выводных проводах должны быть целыми, надёжно закреплены и уплотнены на концах проводов, а также пропитаны негорючим химическим составом;
клицы, имеющие трещины и изломы – заменить. Шпильки крепления клиц, имеющие изломы, трещины и неисправность резьбы – заменить;
крепление выводных проводов и межкатушечных соединений в остове должно быть прочным и исключать возможность вибрации, истирания и других повреждений изоляции, а также напряжённого состояния мест соединений;
провода внутри остова должны быть укреплены на скобах специальными хомутами или кручёным шпагатом с обязательной дополнительной изолировкой в местах их крепления;
запрещается изгибать провода ближе 50 мм от наконечника и применять для бандажей и крепления киперную ленту и другие материалы, способные вытягиваться.
Восстановить повреждённую изоляцию проводов.
Повреждённую изоляцию проводов восстанавливать лентой из натуральной резины и лакотканью. Для этого, повреждённую изоляцию провода вырезать, срезая края на конус на длину 20-25 мм. Новую изоляцию накладывать плотно без морщин с перекрытием ½ ширины ленты последовательно от одного края вырезанной части к другому. Общая толщина наложенных слоёв должна быть не менее толщины основной изоляции. Сверху последнего (лакотканевого) слоя укладывать с перекрыти-
ем ½ ширины два слоя прорезиненной изоляционной ленты, перекрывающих нижние слои на 5-10 мм.
Измерить расстояние от оси вращения якоря до поверхности сердечника по осям главных и добавочных полюсов, которое должно соответствовать данным Приложения А, п.17 или межполюсное расстояние по диаметру между серединами сердечников полюсов, которое должно соответствовать данным Приложения Б, п.23.
При несоответствии указанным расстояниям, необходимо:
при меньшем расстоянии подтянуть полюсные болты или уменьшить толщину прокладки под сердечником полюса;
при большем расстоянии подложить под сердечник полюса прокладку соответствующей толщины.
Проверить расстановку полюсов магнитной системы по окружности, т. е. определить разницу расстояний между кромками главных и добавочных полюсов, которая должна соответствовать величинам, указанным в Приложениях А, п.18 и Б, п.24.
Произвести осмотр и необходимый ремонт выводной (клеммной) коробке.
Внутреннюю поверхность и все детали коробки протереть салфетками, смоченными в техническом спирте или бензине.
Проверить состояние изоляторов (клеммных панелей).
Изоляторы (клеммные панели), имеющие оплавления, сколы и трещины заменить новыми. Следы подгаров зачистить наждачной бумагой и покрыть электроизоляционной эмалью.
Проверить состояние контактных зажимов, шин, болтов, пружинных и лепестковых шайб.
Неисправные болты, гайки и шайбы заменить новыми. Контактные поверхности зажимов очистить от окисной плёнки. Выводные шины, имеющие признаки перегрева в местах контакта, отсоединить, зачистить и облудить. При необходимости, изоляцию выводных шин заменить новой.
Проверить состояние втулок в отверстиях коробки.
Втулки утратившие свои свойства, а именно: протёртые, треснутые, потерявшие упругость, сильно загрязнённые – заменить новыми.
Проверить состояние крышек и уплотнений на них.
Трещины, изломы, погнутости на крышках не допускаются. Обнаруженные трещины заварить, вмятины или погнутости выправить. Отремонтировать уплотнения на крышках. Проверить плотность прилегания крышек к коробкам.
Покрыть внутренние поверхности коробки и крышки электроизоляционной эмалью, предварительно протерев и зачистив наждачной бумагой следы коррозии.
Произвести пропитку и сушку катушек полюсов и компенсационных обмоток без их снятия с остова.
Катушки, пропитанные при изготовлении или при предыдущем заводском ремонте кремнийорганическими или термореактивными лаками и компаундами, разрешается не пропитывать. Такие катушки после сушки покрыть электроизоляционной эмалью согласно чертежу.
Произвести покрытие магнитной системы и внутренних поверхностей остова электроизоляционной эмалью с последующей сушкой в печи.
Лаки, компаунды, эмали должны соответствовать классу нагревостойкости, примененных в катушках изоляционных материалов и соответствовать требованиям чертежей.
Измерить сопротивление изоляции обмоток нагретой электрической машины относительно остова и между обмотками, которое должно быть не менее 1,0 МОм.
Произвести подтяжку полюсных болтов динамометрическим ключом до установленной нормы при температуре катушек 70-100°С.
Испытать электрическую прочность изоляции обмоток остова переменным током с установленным напряжением в течение 60 секунд.
Источник